固态电解质膜、其制备方法与全固态电池及其制造方法与流程
1.本发明属于锂离子电池领域,涉及一种固态电解质膜、其制备方法与全固态电池及其制造方法。
背景技术:
2.目前,锂离子电池已经广泛用于新能源汽车、数码电子产品和储能系统中,其中液态锂电池占比最大。相对于传统的液态锂电池,全固态锂电池具有诸多优点,尤其是因其采用了不易起火燃烧的固态电解质来构成电池,而具有很高的安全性。固态电解质膜是全固态锂离子电池的关键材料之一,其在提供锂离子传输通道的同时能起到绝缘的作用。目前,制备全固态锂电池的技术路线主要有两条,一是将全固态电解质浆料涂覆在正极/负极极片上,经干燥后再进行叠片组装;二是将制备好的固态电解质膜转印至正/负极极片上、再与负/正极进行叠片组装。
3.例如cn113659108a中提到了将固态电解质浆料涂覆在正极活性材料层上实现降低界面阻抗的方案,这种方法在一定程度上能改善界面接触问题,但这种方法需要正极活性物质浆料和固态电解质浆料的溶剂和粘结剂均有一定的相溶性;而且,直接涂覆在正极活性物质层上会导致固态电解质层的厚度一致性较差,且此种方法形成的正极-固态电解质接触界面上会有正极活性物质与固态电解质相互混合的情况,这将直接影响固态电池性能的发挥。而且涂覆工艺耗时较大,不利于大规模量产。
4.而转印方法则具有操作简单便于批量生产的优势,但关于固态电解质膜转印工艺也存在许多待解决的问题,例如在制备固态电解质浆料时,由于固态电解质膜要保持绝缘性和较高的离子电导率,因此对溶剂和粘结剂等要求较高,但可选用的溶剂和粘结剂种类有限,导致制备的固体电解质膜柔韧性较差,易脆断;另外,传统的液态锂电池正/负极表面是固-液接触界面,而全固态锂电池中正/负极与固态电解质膜接触是固-固接触界面,固态电解质膜与正/负极极片间无法充分接触的问题会不利于离子传输。
5.以上两点问题应极力避免,但目前涉及柔韧性差的硫化物固态电解质膜的制造时,转印后所得到的固态电解质膜-正/负极复合极片往往会发生弯曲等情况,因而将会加重并突出以上两点问题,最终导致电池性能损失。
6.具体地说,在转印过程中正/负极极片因为受到压力,极片上颗粒间相互挤压,使极片转印后产生弯曲。极片上不同区域的厚度差异会导致厚度较小的区域在转印过程中受到的压力较小,而厚度较大的区域受到的压力过大,使厚度较大区域因过压而产生极片损伤,使厚度较小的区域的正/负极极片与固态电解质膜形成的固-固界面不充分接触的现象更加严重;cn113488691a提到了制备复合电解质膜的方法,将正极极片与电解质膜通过转印压合在一起后去除正极集流体铝箔,再与负极极片组装成扣式电池;这种方法虽然可以一定程度改善正极材料与固态电解质膜界面问题,但同一极片或电解质膜上的不同区域仍然存在无法避免的厚度差异,所以传统的转印方法无法有效地改善界面接触问题。而且该专利中提到的转印后去除正极集流体的操作会导致在叠片后正极上没有集流体覆盖,因
此,这一方法仅适用于制备单层扣式电池,不适用于大规模量产。
7.因此,尚需要提供一种针对硫化物固态电解质膜以及含有其的全固态电池的新的制造方案,以解决目前固态电解质膜制备和转印所遇到的问题。
技术实现要素:
8.鉴于现有技术中存在的问题,本发明的目的在于提供一种固态电解质膜、其制备方法与全固态电池及其制造方法,所述固态电解质膜包括固态电解质、粘结剂及增塑剂;以所述固态电解质膜的质量为100wt%计,所述增塑剂的质量占0.1wt%~10wt%。本发明通过添加特定含量的增塑剂,在不损伤离子导电率的同时大大增加所述固态电解质膜的柔韧性,并通过在转印设备上设置柔性物质层对所述固态电介质膜施加压力并进行转印,有效降低转印过程中不同区域厚度差异导致的压力不平衡,增大固态电解质膜与极片的接触面积并消除过压现象,在转印后进行热压及冷压处理,进一步保证平整性,所得复合极片无变形无弯曲,经组装所得全固态电池的性能得到优化和增强。本发明所提供的工艺流程简单,与传统的叠片工艺有较好的兼容性,便于大规模生产。
9.降低极片或电解质膜不同区域间厚度差异而导致的压力不均衡
10.在转印的加压过程中该柔性物质层在压力下的适当变形可有效降低极片或电解质膜不同区域间厚度差异而导致的压力不均衡,增大固态电解质膜与正/负极极片的接触面积和消除局部过压现象。在转印后对固态电解质膜-正/负极复合极片进行热压+冷压处理,得到平整无弯曲的复合极片并组装成固态电池。本发明所提供的工艺流程简单,与传统的叠片工艺有好的兼容性,便于大规模量产。
11.为达此目的,本发明采用以下技术方案:
12.第一方面,本发明提供了一种固态电解质膜,所述固态电解质膜包括固态电解质、粘结剂及增塑剂;以所述固态电解质膜的质量为100wt%计,所述增塑剂的质量占0.1wt%~10wt%。
13.本发明通过在固态电解质膜中添加增塑剂成分,并控制其为特定含量,可以在不影响固态电解质的离子电导率的同时,大大提高所得固态电解质膜的柔韧性,因此,所得固态电解质膜可以进行卷绕存放,且有利于后续加工如转印至极片时保持所述固态电解质膜的形状及完整性,不易发生脆断,且有利于改善与极片之间的固-固接触状态,在有效增加接触面积的同时,减轻转印导致的弯曲。
14.在本发明所述固态电解质膜中,粘结剂可以为固态电解质提供粘结性和一定的刚性,而增塑剂可以提供柔韧性;但是因为粘结剂和增塑剂会阻碍锂离子在电解质膜中传输,降低电解质膜的离子电导率,所以两者的含量均不宜过大。
15.需要说明的是,以所述固态电解质膜的质量为100wt%计,所述增塑剂的质量占0.1wt%~10wt%,例如0.1wt%、0.5wt%、1wt%、1.5wt%、2wt%、2.5wt%、3wt%、3.5wt%、4wt%、4.5wt%、5wt%、5.5wt%、6wt%、6.5wt%、7wt%、7.5wt%、8wt%、8.5wt%、9wt%、9.5wt%或10wt%等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
16.以下作为本发明优选的技术方案,但不作为本发明提供的技术方案的限制,通过以下技术方案,可以更好地达到和实现本发明的技术目的和有益效果。
17.作为本发明优选的技术方案,以所述固态电解质膜的质量为100wt%计,所述粘结剂的质量占0.5wt%~5wt%,例如0.5wt%、1wt%、1.5wt%、2wt%、2.5wt%、3wt%、3.5wt%、4wt%、4.5wt%或5wt%等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
18.优选地,以所述固态电解质膜的质量为100wt%计,所述固态电解质的质量占85wt%~99.4wt%,例如85wt%、86wt%、87wt%、88wt%、89wt%、90wt%、91wt%、92wt%、93wt%、94wt%、95wt%、96wt%、97wt%、98wt%、99wt%或99.4wt%等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
19.作为本发明优选的技术方案,所述固态电解质膜的一侧表面覆盖有离型纸,用于收卷存放或转印加工。
20.本发明因在所述固态电解质膜中添加了增塑剂而使得其具有一定的柔韧性,因此可以在所述态电解质膜的一侧增设离型纸,以进行收卷存放,后续使用时,因有离型纸的存在,可以避免裁切以及转印施加压力过程中对固态电解质的直接接触而造成的粘连或污染。
21.优选地,所述固态电解质膜的厚度为5~400μm,例如5μm、10μm、50μm、100μm、150μm、200μm、250μm、300μm、350μm或400μm等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
22.作为本发明优选的技术方案,所述固态电解质包括硫化物固态电解质。
23.优选地,所述硫化物固态电解质包括li2s-ges2、li2s-p2s5或li2s-sis2中的任意一种或至少两种的组合,所述组合典型但非限制性的实例包括li2s-ges2与li2s-p2s5的组合、li2s-ges2与li2s-sis2的组合或li2s-p2s5与li2s-sis2的组合。
24.优选地,所述粘结剂包括聚偏氟乙烯、丁苯橡胶或有机烯酸中的任意一种或至少两种的组合,所述组合典型但非限制性的实例包括聚偏氟乙烯与丁苯橡胶的组合、聚偏氟乙烯与有机烯酸的组合或丁苯橡胶与有机烯酸的组合。
25.优选地,所述增塑剂包括邻苯二甲酸二乙酯和/或柠檬酸三丁酯。
26.第二方面,本发明提供了一种根据第一方面所述的固态电解质膜的制备方法,所述固态电解质膜的制备方法包括:将固态电解质、粘结剂、增塑剂以及溶剂混合均匀,控制所述增塑剂的质量占所述固态电解质、所述粘结剂及所述增塑剂的总质量的0.1wt%~10wt%,制成固态电解质浆料,将所述固态电解质浆料涂覆后加热烘干,得到固态电解质膜。
27.作为本发明优选的技术方案,所述涂覆包括在离型纸的硅油面一侧涂覆。
28.优选地,所述加热烘干的温度为80~110℃,例如80℃、85℃、90℃、95℃、100℃、105℃或110℃等,时间为2~5h,例如2h、2.5h、3h、3.5h、4h、4.5h或5h等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
29.优选地,所述溶剂包括n-甲基吡咯烷酮、二甲基甲酰胺、二甲基乙酰胺或二甲基亚砜中的任意一种或至少两种的组合,所述组合典型但非限制性的实例包括n-甲基吡咯烷酮与二甲基甲酰胺的组合、n-甲基吡咯烷酮与二甲基乙酰胺的组合、n-甲基吡咯烷酮与二甲基亚砜的组合、二甲基甲酰胺与二甲基乙酰胺的组合、二甲基甲酰胺与二甲基亚砜的组合或二甲基乙酰胺与二甲基亚砜的组合。
30.第三方面,本发明提供了一种全固态电池,所述全固态电池含有第一方面所述的固态电解质膜或含有第二方面所述的制备方法得到的固态电解质膜。
31.本发明所述全固态电池优选为至少含有正极极片、负极极片、所述固态电解质膜及铝塑膜等辅材的软包电池。
32.第四方面,本发明提供了一种第三方面所述的全固态电池的制造方法,所述全固态电池的制造方法包括如下步骤:
33.(1)分别准备正极极片、负极极片及固态电解质膜,所述固态电解质膜带有离型纸;将所述固态电解质膜设置于所述正极极片或所述负极极片的活性层上,保持所述离型纸朝外;
34.(2)在转印设备上设置柔性物质层,通过所述柔性物质层与所述离型纸接触并施加压力,将所述固态电解质膜转印至所述正极极片或所述负极极片的活性层上,之后先进行热压,再进行冷压,得到复合正极极片或复合负极极片;
35.(3)将步骤(2)所述复合正极极片或所述复合负极极片分别与相应的未复合的负极极片或正极极片组装为全固态电池。
36.本发明在添加特定含量的增塑剂得到所述固态电解质膜后,继续通过在转印设备上设置柔性物质层对所述固态电介质膜施加压力并进行转印,可以有效降低转印过程中不同区域厚度差异导致的压力不平衡,增大固态电解质膜与极片的接触面积并消除过压现象,在转印后进行热压及冷压处理,进一步保证了平整性;添加增塑剂、通过柔性物质层转印及进行冷压和热压这三方面互相配合,使所得复合正极极片或复合负极极片无变形无弯曲,经组装所得全固态电池的性能得到优化和增强。本发明所提供的工艺流程简单,与传统的叠片工艺有较好的兼容性,便于大规模生产。
37.作为本发明优选的技术方案,步骤(1)所述正极极片、所述负极极片及所述固态电解质膜的规格尺寸相同。
38.优选地,步骤(1)所述离型纸的离型力为3~60g,例如3g、5g、10g、15g、20g、25g、30g、35g、40g、45g、50g、55g或60g等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
39.优选地,步骤(2)所述柔性物质层包括硅胶和/或泡棉。
40.优选地,步骤(2)所述柔性物质层的厚度为0.5~5mm,例如0.5mm、1mm、1.5mm、2mm、2.5mm、3mm、3.5mm、4mm、4.5mm或5mm等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
41.所述柔性物质层过薄会导致对减小厚度差异带来的压力不均的效果不明显,而过厚的所述柔性物质层本身会发生较大的形变,而无法在转印时施加有效压力,且需要经常更换。
42.优选地,所述正极极片或所述负极极片均只在一侧设置有活性层时,所述正极极片或所述负极极片的集流体与步骤(2)所述转印设备之间通过所述柔性物质层接触并施加压力。
43.需要说明的是,本发明优选只在正极极片或负极极片中的一个上进行固态电解质膜的转印,且根据极片本身活性层设置的数量来对应转印所述固态电解质膜;以对正极极片转印为例,若正极极片只在集流体的一侧设置有正极材料活性层,则只在这一侧设置带
有离型纸的固态电解质膜,此时最外层的两侧分别为离型纸及集流体,转印设备通过柔性物质层分别接触所述离型纸及所述集流体,施加压力进行单面转印;若正极极片的集流体的两侧均设置有正极材料活性层,则在两侧均分别设置带有离型纸的固态电解质膜,此时最外层的两层均为离型纸,转印设备通过柔性物质层与两侧的离型纸接触,施加压力进行双面转印。
44.作为本发明优选的技术方案,步骤(2)所述转印的压力为5~50kn,例如5kn、10kn、15kn、20kn、25kn、30kn、35kn、40kn、45kn或50kn等、温度为10~50℃,例如10℃、15℃、20℃、25℃、30℃、35℃、40℃、45℃或50℃等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
45.优选地,步骤(2)所述热压的压力为10~1000n,例如10n、50n、100n、200n、300n、400n、500n、600n、700n、800n、900n或1000n等,温度为40~100℃,例如40℃、45℃、50℃、55℃、60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃或100℃等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
46.优选地,步骤(2)所述冷压的压力为10~1000n,例如10n、50n、100n、200n、300n、400n、500n、600n、700n、800n、900n或1000n等,温度为0~25℃,例如0℃、5℃、10℃、15℃、20℃或25℃等,但并不仅限于所列举的数值,上述数值范围内其他未列举的数值同样适用。
47.与现有技术方案相比,本发明至少具有以下有益效果:
48.(1)本发明在固态电解质膜中引入了增塑剂,在保证固态电解质膜有较高离子电导率的同时提升了膜的柔韧性,有利于后续加工如转印至极片时保持所述固态电解质膜的形状及完整性,不易发生脆断,且有利于改善与极片之间的固-固接触状态,在有效增加接触面积的同时,减轻转印导致的弯曲,便于对固态电解质膜进行大规模量产;
49.(2)本发明通过在转印设备上增加一层柔性物质层,在此设备下对添加了增塑剂的所述固态电解质膜进行转印,可以使各区域所受压力更加均衡,增大固态电解质膜与极片的接触面积并消除过压现象;在转印后进行热压及冷压新工艺,使转印过程产生的颗粒间应力得到释放,彻底解决复合极片弯曲的问题,且工艺流程简单易操作与传统的叠片工艺有较好的兼容性,便于大规模生产。
附图说明
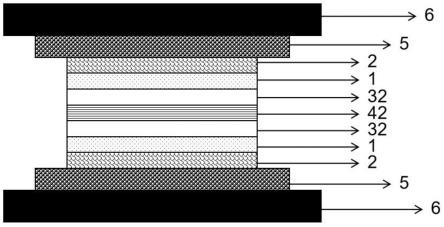
50.图1是本发明应用例1所述制造方法步骤(2)中,使用所述转印设备转印固态电解质膜时各个部分相配合的示意图;
51.图2是本发明应用例4所述制造方法步骤(2)中,使用所述转印设备转印固态电解质膜时各个部分相配合的示意图;
52.图中:1-固态电解质膜、2-离型纸、31-正极集流体、32-负极集流体、41-正极活性层、42-负极活性层、5-柔性物质层、6-转印设备。
具体实施方式
53.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
54.实施例1
55.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为90.91wt%、3.64wt%、5.45wt%的li2s-ges2、pvdf(偏聚氟乙烯)及柠檬酸三丁酯;所述固态电解质膜的厚度为200μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
56.所述固态电解质膜的制备方法为:取质量比为50:45:2:3的li2s-ges2、n-甲基吡咯烷酮、pvdf及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
57.实施例2
58.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为92.6wt%、3.7wt%、3.7wt%的li2s-p2s5、pvdf及邻苯二甲酸二乙酯;所述固态电解质膜的厚度为200μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
59.所述固态电解质膜的制备方法为:取质量比为50:46:2:2的li2s-p2s5、n-甲基吡咯烷酮、pvdf及邻苯二甲酸二乙酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于100℃下烘干3h,得到固态电解质膜。
60.实施例3
61.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为96.66wt%、3wt%、0.34wt%的li2s-sis2、丁苯橡胶及邻苯二甲酸二乙酯;所述固态电解质膜的厚度为8μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
62.所述固态电解质膜的制备方法为:取质量比为50:48.27:1.56:0.17的li2s-sis2、二甲基甲酰胺、丁苯橡胶及邻苯二甲酸二乙酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于80℃下烘干5h,得到固态电解质膜。
63.实施例4
64.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为93.51wt%、4.99wt%、1.5wt%的li2s-ges2、有机烯酸及柠檬酸三丁酯;所述固态电解质膜的厚度为400μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
65.所述固态电解质膜的制备方法为:取质量比为50:46.53:2.67:0.8的li2s-ges2、有机烯酸、二甲基甲酰胺与二甲亚砜的混合液以及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于110℃下烘干2h,得到固态电解质膜。
66.实施例5
67.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为95.99wt%、3.83wt%、0.18wt%的li2s-ges2、pvdf及柠檬酸三丁酯;所述固态电解质膜的厚度为15μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
68.所述固态电解质膜的制备方法为:取质量比为50:45:2:0.2的li2s-ges2、n-甲基吡咯烷酮、pvdf及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
69.实施例6
70.本实施例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为90.46wt%、3.74wt%、5.8wt%的li2s-ges2、pvdf及柠檬酸三丁酯;所述固态电解质膜的厚度为15μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
71.所述固态电解质膜的制备方法为:取质量比为50:45:2:1.5的li2s-ges2、n-甲基吡咯烷酮、pvdf及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
72.对比例1
73.本对比例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为96.15wt%及3.85wt%的li2s-ges2及pvdf,不含有增塑剂;所述固态电解质膜的厚度为15μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
74.所述固态电解质膜的制备方法为:取质量比为50:45:2的li2s-ges2、n-甲基吡咯烷酮及pvdf混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
75.对比例2
76.本对比例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为96.11wt%、3.84wt%、0.05wt%的li2s-ges2、pvdf及柠檬酸三丁酯;所述固态电解质膜的厚度为15μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
77.所述固态电解质膜的制备方法为:取质量比为50:45:2:0.05的li2s-ges2、n-甲基吡咯烷酮、pvdf及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
78.对比例3
79.本对比例提供了一种固态电解质膜及其制备方法,所述固态电解质膜包括质量分数分别为85.09wt%、3.6wt%、11.31wt%的li2s-ges2、pvdf及柠檬酸三丁酯;所述固态电解质膜的厚度为15μm,且所述固态电解质膜的一侧表面覆盖有离型纸。
80.所述固态电解质膜的制备方法为:取质量比为50:45:2:3.5的li2s-ges2、n-甲基吡咯烷酮、pvdf及柠檬酸三丁酯混合均匀制成固态电解质浆料,将所述固态电解质浆料在离型纸的硅油面一侧涂覆,然后于90℃下烘干4h,得到固态电解质膜。
81.应用例1
82.本应用例提供了一种全固态电池的制造方法,所述全固态电池的制造方法包括:
83.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述正极极片一侧的活性层上,保持所述离型纸朝外;所述固态电解质膜选自实施例1-6或对比例1-3中任意一个所得固态电解质膜;
84.(2)在转印设备上设置3mm厚的硅胶作为柔性物质层,通过所述柔性物质层与所述离型纸及正极极片的集流体接触并在25℃下施加10kn的压力,将所述固态电解质膜转印至所述正极极片的活性层上,之后先于90℃下以100n的压力进行热压,再于15℃下以100n的压力进行冷压,得到复合正极极片;
85.(3)将步骤(2)所述复合正极极片与相应的未复合的负极极片组装为全固态电池。
86.图1为本应用例所述全固态电池的制造方法的步骤(2)中,使用所述转印设备转印固态电解质膜时各个部分相配合的示意图,从图中可以看出,带有离型纸2的固态电解质膜1设置在正极极片的一侧,具体地,所述正极极片包括正极集流体31,以及位于所述正极集流体31一侧的正极活性层41,所述正极活性层41上设置带有离型纸2的固态电解质膜1,所述离型纸2朝外(即,朝向所述转印设备)设置;转印设备6上设置有柔性物质层5,所述柔性
物质层5直接与所述离型纸2及正极集流体31接触并施加压力,将所述固态电解质膜1转印至所述正极活性层41上,完成固态电解质膜1的转印过程。
87.将实施例1-6及对比例1-3所得固态电解质膜分别应用于本应用例1中制备为全固态电池,设置充放电截止电压的下限为2~2.5v,上限为4~4.5v,对所得各个全固态电池进行充放电测试,所得结果如表1所示。
88.表1
89.项目首次库伦效率400次循环后容量保持率实施例179.3%94.3%实施例278.5.%93.3%实施例380.8%93.6%实施例477.7%95.5%实施例579.8%95.1%实施例677.6%92.8%对比例177.0%79.6%对比例275.7%81.1%对比例360.2%78.9%
90.由表1可以看出:在使用柔性物质层转印并进行热压及冷压的情况下,使用实施例1-6所得固态电解质膜制得的全固态电池均可以获得较高的首次库伦效率和容量保持率;相比于实施例1,对比例1中的固态电解质膜中不含有增塑剂,因此电解质层的柔韧性较差,在充放电过程中随着电池体积发生膨胀导致电解质层产生微小的裂纹,锂枝晶穿过有裂纹的电解质层,使电池内部发生微短路,容量保持率较差;对比例3中的增塑剂含量过多会导致电解质层离子电导率下降,电池的首次库伦效率和容量保持率均明显下降。
91.应用例2
92.本应用例提供了一种全固态电池的制造方法,所述全固态电池的制造方法包括:
93.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述正极极片两侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
94.(2)在转印设备上设置5mm厚的泡棉作为柔性物质层,通过所述柔性物质层与所述离型纸接触并在50℃下施加50kn的压力,将所述固态电解质膜转印至所述正极极片的活性层上,之后先于40℃下以1000n的压力进行热压,再于0℃下以1000n的压力进行冷压,得到复合正极极片;
95.(3)将步骤(2)所述复合正极极片与相应的未复合的负极极片组装为全固态电池。
96.应用例3
97.本应用例提供了一种全固态电池的制造方法,所述全固态电池的制造方法包括:
98.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述负极极片一侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
99.(2)在转印设备上设置4mm厚的泡棉作为柔性物质层,通过所述柔性物质层与所述离型纸接触并在25℃下施加10kn的压力,将所述固态电解质膜转印至所述负极极片的活性
层上,之后先于80℃下以150n的压力进行热压,再于25℃下以500n的压力进行冷压,得到复合负极极片;
100.(3)将步骤(2)所述复合负极极片与相应的未复合的正极极片组装为全固态电池。
101.应用例4
102.本应用例提供了一种全固态电池的制造方法,所述全固态电池的制造方法包括:
103.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述负极极片两侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
104.(2)在转印设备上设置2mm厚的泡棉作为柔性物质层,通过所述柔性物质层与所述离型纸接触并在10℃下施加5kn的压力,将所述固态电解质膜转印至所述负极极片的活性层上,之后先于100℃下以10n的压力进行热压,再于25℃下以50n的压力进行冷压,得到复合负极极片;
105.(3)将步骤(2)所述复合负极极片与相应的未复合的正极极片组装为全固态电池。
106.图2为本应用例所述全固态电池的制造方法的步骤(2)中,使用所述转印设备转印固态电解质膜时各个部分相配合的示意图,从图中可以看出,带有离型纸2的固态电解质膜1设置在负极极片的双侧,具体地,所述负极极片包括负极集流体32,以及位于所述负极集流体32两侧的负极活性层42,所述负极活性层42上均设置带有离型纸2的固态电解质膜1,所述离型纸2朝外(即,朝向所述转印设备)设置;转印设备6上设置有柔性物质层5,所述柔性物质层5直接与所述离型纸2接触并施加压力,将所述固态电解质膜1转印至所述负极活性层42上,完成固态电解质膜1的转印过程。
107.应用对比例1
108.本应用对比例提供了一种全固态电池,所述全固态电池的制造方法中不在转印设备上设置柔性物质层,所述制造方法包括:
109.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述正极极片一侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
110.(2)使用转印设备在25℃下施加10kn的压力,将所述固态电解质膜转印至所述正极极片的活性层上,得到复合正极极片;
111.(3)将步骤(2)所述复合正极极片与相应的未复合的负极极片组装为全固态电池。
112.应用对比例2
113.本应用对比例提供了一种全固态电池,所述全固态电池的制造方法中不在转印之后进行热压及冷压的操作,所述制造方法包括:
114.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述正极极片一侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
115.(2)在转印设备上设置3mm厚的硅胶作为柔性物质层,通过所述柔性物质层与所述离型纸及正极极片的集流体接触并在25℃下施加10kn的压力,将所述固态电解质膜转印至所述正极极片的活性层上,得到复合正极极片;
116.(3)将步骤(2)所述复合正极极片与相应的未复合的负极极片组装为全固态电池。
117.应用对比例3
118.本应用对比例提供了一种全固态电池,所述全固态电池的制造方法中不在转印设备上设置柔性物质层,也不在转印之后进行热压及冷压的操作,所述制造方法包括:
119.(1)分别准备尺寸规格相同的正极极片、负极极片及带有离型纸的固态电解质膜,将所述固态电解质膜设置于所述正极极片一侧的活性层上,保持所述离型纸朝外;所述固态电解质膜为实施例1所得固态电解质膜;
120.(2)使用转印设备在25℃下施加10kn的压力,将所述固态电解质膜转印至所述正极极片的活性层上,得到复合正极极片;
121.(3)将步骤(2)所述复合正极极片与相应的未复合的负极极片组装为全固态电池。
122.将实施例1所得固态电解质膜应用于应用例1-4及应用对比例1-3中分别制备为全固态电池,设置充放电截止电压的下限为2~2.5v,上限为4~4.5v,对各个所得全固态电池进行充放电测试,所得结果如表2所示。
123.表2
[0124][0125][0126]
由表2可以看出:在使用柔性物质层转印并进行热压及冷压的情况下,将实施例1所得固态电解质膜应用于正极极片单/双侧转印或负极极片单/双侧转印得到的全固态电池均能获得较高的首次库伦效率和容量保持率;相比于应用例1,应用对比例1中不使用柔性物质进行转印,因此极片间的厚度差异导致的极片固-固界面接触不充分和局部过压,界面接触不充分使库伦效率较低,且易产生锂枝晶,局部过压会导致极片损伤而产生微短路现象,使容量保持率较低;应用对比例2未进行热压及冷压,因此转印后的极片平整性较差,局部有弯曲现象,叠片后在一定程度上导致固-固界面接触不充分,使库伦效率和容量保持率较低;应用对比例3中不使用柔性物质进行转印且未进行热压及冷压,因此固-固界面接触不充分和局部过压现象更为严重,库伦效率和容量保持率更差;从以上可以看出在使用柔性物质层转印并进行热压及冷压的情况下可以改善全固态电池所存在的固-固界面接触不充分问题以及极片间厚度差异导致的局部过压问题,使电池获得较高的库伦效率和容量保持率。
[0127]
本发明通过上述实施例来说明本发明的详细结构特征,但本发明并不局限于上述
详细结构特征,即不意味着本发明必须依赖上述详细结构特征才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明所选用部件的等效替换以及辅助部件的增加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
[0128]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0129]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0130]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1