一种煅烧三合一云母带及其制造工艺的制作方法
1.本发明属于云母带技术领域,涉及一种煅烧三合一云母带及其制造工艺。
背景技术:
2.作为耐火电缆中主要的耐火绝缘层,云母带包裹层是电缆持续火焰温度下确保电缆绝缘的关键部件,云母带的性能优劣需以耐火电缆为主体进行检测,即在耐火绝缘电缆通电(一定电压和电流)情况下,外加火焰高温持续燃烧,检测其在火焰持续时间内受损情况、击穿情况、通电参数变化情况等。
3.行业中普遍的共识是单面煅烧云母带耐火稳定性能应该是最好,但是从试验数据中得知其耐火数据其实并不太理想,20次试验数据中单面煅烧云母带(以绝缘电缆为检测主体)仅6次通过,检测条件为:通电电压1000v,火焰燃烧温度750℃,持续时间90min;而在火焰燃烧温度提升至950℃,持续时间延长至180min的情况下,通过率更低。当然,其耐火绝缘性能在云母矿的质量、造纸过程中一些细节和云母鳞片搭配及胶含量等因素的影响下存在波动范围,但是对其影响有限,也很难有突破。经分析,原因有以下几点:1、云母带的绝缘、防潮、机械强度等性能是云母鳞片、粘结胶、玻纤布等材料的综合影响的结果,由于单面煅烧云母带的云母料经过高温煅烧再破碎后,其径厚比大幅增加,导致煅烧型云母纸在施胶过程中,有机硅胶对云母纸的渗透时间大幅延长,加上煅烧使云母纸更加致密(这是煅烧云母带耐火绝缘性能较不煅烧云母带有大幅提升的主要原因)、鳞片分布的随机性等多方面因素的影响,不能确保胶水完全渗透云母纸,未渗透位置就形成了耐火绝缘电缆在检测条件(即某通电电压、某火焰燃烧温度和某持续时间)下的薄弱点,检测条件下这些薄弱点综合性能由低至高先后形成电缆的点状击穿区;2、云母带在电缆加工过程中因拉伸等原因造成云母带的微小形变而形成新的薄弱点,因而,拉伸强度也是云母带在应用于耐火绝缘电缆中的重要参考;3、另外,单面云母带的露胶一侧黏连导体、掉粉(云母粉)等问题也会影响耐火绝缘电缆的耐火绝缘等级。
技术实现要素:
4.本发明的目的是针对现有的技术存在的上述问题,提供一种煅烧三合一云母带,本发明所要解决的技术问题是如何补偿单面煅烧云母带的电击薄弱点,提升耐火电缆的耐火耐击穿等级。
5.本发明的目的可通过下列技术方案来实现:一种煅烧三合一云母带,其特征在于,由云母带的一侧至另一侧,依次复合有玻纤布、有机硅胶水、煅烧云母纸、高粘度覆膜胶水、改性bopp薄膜。
6.进一步的,所述云母带带厚0.13-0.15mm。
7.一种煅烧三合一云母带的制造工艺,其特征在于,包括如下步骤:1)、挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸;
8.2)、开机涂胶:将玻纤布放入胶槽均匀施胶,胶水为有机硅胶水;对改性bopp薄膜的复合面进行施胶,胶水为高粘度胶;
9.3)、复合:将玻纤维布和改性bopp薄膜同步复合在云母纸的两侧面,经表面处理、烘道干燥、固化得到半成品云母带;
10.4)、经收卷、分切、卷绕,得到煅烧型耐火云母带。
11.进一步的,所述改性bopp薄膜的厚度为0.018-0.020mm,其性能为双向拉伸和耐高温可达到150℃5min膜表面不会变形,薄膜上胶时更均匀,有效保护云母纸横、竖向对折不会断提升云母带整体性能。
12.煅烧三合一云母带的细化步骤如下:
13.1):a挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为650-850℃;煅烧时间为:0.5-1.5小时,b采用水力破碎和超声波破碎组合形成的湿法破碎方式。
14.2):a玻纤布是无碱玻纤布;玻纤布的胶黏剂为油性有机硅胶水,玻璃纤维布与有机硅胶水均为公司自产。
15.3):生产速度控制在5-7米/分钟。
16.4):复合的温度为85-95℃,通过辊轴对改性bopp薄膜的复合面进行上胶。
17.进一步的,所述云母纸与玻纤布之间胶水的固含量控制在10-20%。
18.进一步的,所述云母纸与改性bopp薄膜之间胶水的固含量控制在25-30%。
19.本方案相对现有技术具备如下优势:
20.1、以较小固含量的胶水充当云母纸与玻纤布之间的粘结介质,作为云母纸的一次渗透胶,是云母纸鳞片的主要渗透胶,而云母纸与pe薄膜之间胶水则作为补偿胶水,对一次渗透时的未渗透薄弱点进行填覆补偿,也能对少胶处进行二次覆盖填满,从而可以忽略渗透薄弱点的存在,使薄弱点的耐点击、耐火等级提升。由于云母带的性能需要应用到电缆产品上,对电缆产品进行检测时最为准确、切实,通过在单层云母带的纸面进行上胶覆膜,可有效的消除随机存在的、不能在生产过程中被检测到的渗胶薄弱点,从而提高了电缆的耐火耐击穿等级。
21.2、改性bopp薄膜的存在可以提高云母带相应面的平整度和光洁度,克服了单面煅烧云母带黏连导体、掉粉(云母粉)等缺陷。
22.3、由于在较高温度下进行复合,提升了胶水渗透效率,覆膜车速可相应提升,从而提高了生产效率。
23.4、由于改性bopp薄膜和该粘度胶水的存在,使云母带渗透薄弱点可有效被补偿,降低了玻纤布与云母纸之间的有机硅胶水的渗透要求,可进一步提高车速,进而提高效率。
24.5、改性bopp薄膜由于具有坚韧双向拉伸,光滑度更高可提升了云母带卷收、电缆绕包等作业过程的轻便性,同时也提升了云母带机械性能,尤其是抗拉伸性能,此类优势间接优化了云母带产品和耐火绝缘电缆产品。
具体实施方式
25.以下是本发明的具体实施例,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
26.煅烧三合一云母带由煅烧云母纸、玻纤布和改性bopp薄膜组成,改性bopp薄膜与云母纸之间通过高粘度胶水黏结复合,此类胶水可以是离型纸覆膜时的胶水;玻纤布与云母纸之间通过有机硅胶水复合,有机硅胶水为低粘度胶水,固化依赖溶剂的渗透挥发。复合改性bopp薄膜薄膜的过程中,高粘度胶水覆盖到云母纸表面,有效控制住了云母纸面上的薄弱点,云母带的击穿问题也得以控制。
27.本技术改进后一种煅烧三合一云母带,由原来的煅烧单面云母带耐火不稳定的情况下提升到质的飞越,在耐火测试中750℃90min检测20次,20次全通过,950℃180min检测20次,17次通过,三次未通过。
28.作为细化,挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸。
29.开机涂胶,将玻纤布放入胶槽均匀施胶,胶水为:有机硅胶水;在pe薄膜与云母纸之间辊涂高粘度胶水;使三者同步复合,经表面处理、经烘道干燥、固化得到半成品云母带;然后再通过收卷、分切、卷绕得到煅烧型三合一云母带。
30.挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为650-850℃;煅烧时间为:0.5-1.5小时,采用湿法破碎是水力破碎和超声波破碎中的一种组合。
31.玻纤布是无碱玻纤布;所选用的胶黏剂为油性有机硅胶水,其固体含量为:10%-25%,玻璃纤维布与有机硅胶水:均为公司自产。
32.上胶设备为自产设备以涂覆的方式上胶,生产速度由原来的2米提升至5-7米。
33.改性bopp薄膜与纸的复合的温度为90℃,通过辊轴上胶在薄膜在经过烘道进行烘烤、干燥上卷。
34.未详尽之处可参照申请号为cn202010865766.1的申请人在先专利申请,即关于单面煅烧云母带的生产参数,烘干温度依本方案所述。
35.实施例1:
36.挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸。
37.开机涂胶,将玻纤布放入胶槽均匀施胶,胶水为:有机硅胶水。
38.粘合复合,将玻璃纤维布和改性bopp薄膜分别复合云母纸两侧,经表面处理、烘道干燥、固化得到半成品云母带,改性bopp薄膜的厚度为0.018-0.020mm。
39.经收卷、分切、卷绕,得到煅烧型耐火云母带。
40.挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为700℃;煅烧时间为:60min,采用湿法破碎是水力破碎和超声波破碎中的一种组合。
41.玻纤布是无碱玻纤布;所选用的胶黏剂为油性有机硅胶水,其固体含量为:10%-25%,玻璃纤维布与有机硅胶水:均为公司自产。
42.上胶设备为自产设备以涂覆的方式上胶,生产速度由原来的2米提升至5米。
43.薄膜与纸的复合的温度为90℃,通过辊轴上胶在薄膜在经过烘道进行烘烤、干燥上卷。
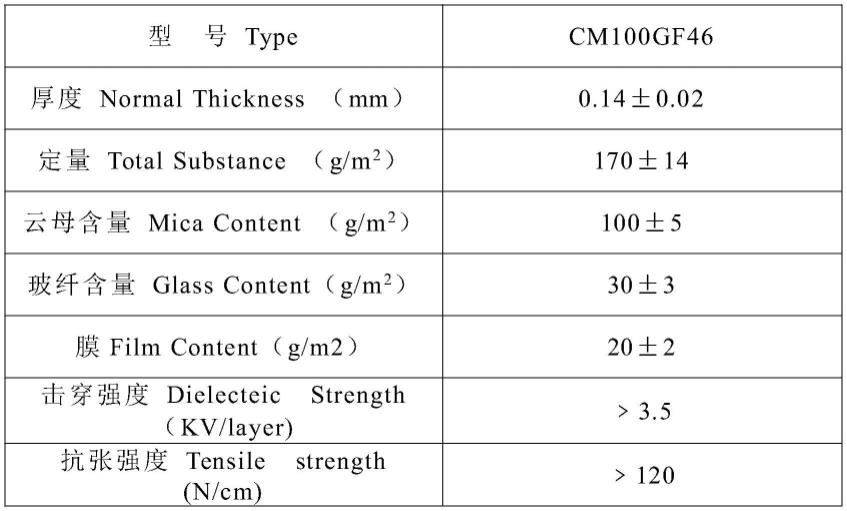
44.所得煅烧三合一云母带参数如下表。
[0045][0046]
耐火测试:750℃90min测试10次通过7次,3次未通过
[0047]
实施例2:
[0048]
挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸。
[0049]
开机涂胶,将玻纤布放入胶槽均匀施胶,胶水为:有机硅胶水。
[0050]
粘合复合,将玻璃纤维布和改性bopp薄膜分别复合云母纸两侧,经表面处理、烘道干燥、固化得到半成品云母带,改性bopp薄膜的厚度为0.018-0.020mm。
[0051]
经收卷、分切、卷绕,得到煅烧型耐火云母带。
[0052]
挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为750℃;煅烧时间为:70min,采用湿法破碎是水力破碎和超声波破碎中的一种组合。
[0053]
玻纤布是无碱玻纤布;所选用的胶黏剂为油性有机硅胶水,其固体含量为:10%-25%,玻璃纤维布与有机硅胶水:均为公司自产。
[0054]
上胶设备为自产设备以涂覆的方式上胶,生产速度由原来的2米提升至5.5米。
[0055]
改性bopp薄膜与纸的复合的温度为90℃,通过辊轴上胶在薄膜在经过烘道进行烘烤、干燥上卷。
[0056]
所得煅烧三合一云母带参数如下表。
[0057][0058]
耐火测试:750℃90min测试10次通过9次,1次未通过
[0059]
实施例3:
[0060]
挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸。
[0061]
开机涂胶,将玻纤布放入胶槽均匀施胶,胶水为:有机硅胶水。
[0062]
粘合复合,将玻璃纤维布和改性bopp薄膜分别复合云母纸两侧,经表面处理、烘道干燥、固化得到半成品云母带,改性bopp薄膜的厚度为0.018-0.020mm。
[0063]
经收卷、分切、卷绕,得到煅烧型耐火云母带。
[0064]
挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为830℃;煅烧时间为:60min,采用湿法破碎是水力破碎和超声波破碎中的一种组合。
[0065]
玻纤布是无碱玻纤布;所选用的胶黏剂为油性有机硅胶水,其固体含量为:10%-25%,玻璃纤维布与有机硅胶水:均为公司自产。
[0066]
上胶设备为自产设备以涂覆的方式上胶,生产速度由原来的2米提升至5.5米。
[0067]
改性bopp薄膜与纸的复合的温度为90℃,通过辊轴上胶在薄膜在经过烘道进行烘烤、干燥上卷。
[0068]
所得煅烧三合一云母带参数如下表。
[0069][0070]
耐火测试:950℃180min测试10次通过8次,2次未通过
[0071]
实施例4:
[0072]
挑选优质云母料经过煅烧得煅烧好的云母料,将煅烧好的云母料经过水湿法破碎,优先分级得到煅烧云母浆,煅烧云母浆经抄造、压榨、烘干、收卷得煅烧型云母纸。
[0073]
开机涂胶,将玻纤布放入胶槽均匀施胶,胶水为:有机硅胶水。
[0074]
粘合复合,将玻璃纤维布和改性bopp薄膜分别复合云母纸两侧,经表面处理、烘道干燥、固化得到半成品云母带,改性bopp薄膜的厚度为0.018-0.020mm。
[0075]
经收卷、分切、卷绕,得到煅烧型耐火云母带。
[0076]
挑选优质云母料是经过去除砂石、杂质、结晶水、小鳞片或大鳞片的白云母或金云母;煅烧方式为窑炉煅烧,煅烧温度为850℃;煅烧时间为:50min,采用湿法破碎是水力破碎和超声波破碎中的一种组合。
[0077]
玻纤布是无碱玻纤布;所选用的胶黏剂为油性有机硅胶水,其固体含量为:10%-25%,玻璃纤维布与有机硅胶水:均为公司自产。
[0078]
上胶设备为自产设备以涂覆的方式上胶,生产速度由原来的2米提升至5.8米。
[0079]
薄膜与纸的复合的温度为90℃,通过辊轴上胶在薄膜在经过烘道进行烘烤、干燥上卷。
[0080]
所得煅烧三合一云母带参数如下表。
[0081][0082]
耐火测试:950℃180min测试10次通过9次,1次未通过。
[0083]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1