一种LED产品的自动化生产系统的制作方法
一种led产品的自动化生产系统
技术领域
1.本发明涉及灯具技术领域,尤其是涉及一种led产品的自动化生产系统。
背景技术:
2.led灯一般采用led作为光源,led灯因其光效高、耗电少、寿命长、易控制、节能环保等优点而被广泛应用。led,发光二极管,是一种能够将电能转化为可见光的固态的半导体器材,它可以直接将电转化为光。led的心脏是一个半导体的晶片,晶片的一端附在一个支架上,一端是负极,另一端连接的是电源的正极,使得整个晶片被环氧树脂封装起来。半导体晶片由两部分组成,一部分是p型半导体,在它里面空穴占主导地位,另一端是n型半导体,在这边主要是电子。这两种半导体连接起来的时候,二者之间就会形成一个p-n结,当电流通过导线作用于这个晶片的时候,电子就会被推向p区,在p区里电子跟空穴复合,然后就会以光子的形式发出能量,这就是led灯发光的原理,而光的波长也就是光的颜色,它是由形成p-n结的材料决定的,led可直接发出红、黄、蓝、绿、青、橙、紫、白色的光。现有技术中,led生产中在完成一道工序后,需要人工搬运至另一道工序上,经常有设备由于上料不到位而导致停机,此种方式耗时长,工作效率低。
技术实现要素:
3.本发明的主要目的在于提供一种led产品的自动化生产系统,以解决上述技术问题,提高工作效率。
4.为实现上述目的,本发明采用如下技术方案:
5.一种led产品的自动化生产系统,包括有排片区、固晶区、焊线区、点胶区和下料区,所述排片区、所述固晶区、所述焊线区、所述点胶区和是下料区依次连接,电路板于所述排片放置在料盒中,随后料盒移送至所述固晶区将芯片固定于电路板上,再将料盒移送至所述焊线区使芯片与电路板焊接导通,再移动至所述点胶区在电路板上进行点胶,最后于下料区进行下料。
6.作为一种优选的技术方案,所述排片区包括有装板机、排片隧道炉、排片缓存机和排片天车,所述装板机将电路板装载于料盒中,并移送至所述排片隧道炉中进行烘干,烘干完成后移送至所述排片缓存机进行等候移动,最后通过所述排片天车移送至所述固晶区进行固晶。
7.作为一种优选的技术方案,所述排片缓存机包括有排片入片移栽结构、排片入片导轨、第一排片缓存移栽结构、排片缓存导轨、第二排片缓存移栽结构和排片出片导轨,所述排片入片导轨和所述排片出片导轨设置于所述排片缓存导轨的两侧,所述排片入片导轨通过所述第一排片缓存移栽结构与所述排片缓存导轨连接,所述排片出片导轨通过所述第二排片缓存移栽结构与所述排片缓存导轨连接,所述排片入片导轨通过所述排片入片移栽结构与所述排片隧道炉连接。
8.作为一种优选的技术方案,所述排片入片移栽结构包括有排片入片驱动结构和排
片入片汇流结构,所述排片入片驱动结构驱动所述排片入片汇流结构,所述排片入片汇流结构固定料盒。
9.作为一种优选的技术方案,所述排片入片汇流结构包括有汇流连接座、汇流气缸和汇流吸盘,所述汇流气缸固定于所述汇流连接座上,所述汇流气缸驱动所述汇流吸盘移动,所述汇流吸盘吸附料盒,所述排片入片驱动结构驱动所述汇流连接座移动。
10.作为一种优选的技术方案,所述固晶区包括有固晶机、固晶高空天梯、固晶隧道炉、固晶缓存机和固晶清洗机,所述固晶高空天梯接收从所述排片区移送过来的料盒,所述固晶高空天梯将料盒移动至所述固晶机,所述固晶机将芯片固定于电路板上,通过所述固晶高空天梯将料盒依次传送至所述固晶隧道炉、所述固晶缓存机和所述固晶清洗机分别进行烘干、缓存和清洗。
11.作为一种优选的技术方案,所述固晶高空天梯包括有固晶高空运输轨道、固晶高空运输移动座、固晶高空纵移轨道、固晶高空纵移座、固晶高空横移轨道、固晶高空转动组件和固晶高空转移组件,所述固晶高空转移组件设置于所述固晶高空运输轨道的一侧,所述固晶高空转动组件固设于所述固晶高空横移轨道上,且与所述固晶高空纵移轨道对齐,料盒放置于所述固晶高空运输移动座上,所述固晶高空运输轨道驱动所述固晶高空运输移动座,所述固晶高空纵移轨道驱动所述固晶高空纵移座移动。
12.作为一种优选的技术方案,所述焊线区包括有焊线机和焊线高空天梯,所述焊线高空天梯接收从所述固晶区传输过来的料盒,所述焊接机对料盒中的电路板进行焊接。
13.作为一种优选的技术方案,所述点胶区包括有点胶缓存机、点胶高空天梯、点胶机和点胶隧道炉,所述点胶缓存机接收从所述焊线区传输过来的料盒,所述点胶缓存机将料盒传输至所述点胶高空天梯,所述点胶机对芯片进行点胶,点胶完成后所述点胶高空天梯将料盒移动至所述点胶隧道炉将胶水烘干,最后传输至所述下料区。
14.作为一种优选的技术方案,所述下料区包括有下料缓存机、落料机、分光机和编带机,所述下料缓存机接收从所述点胶区传输过来的料盒,料盒于所述落料机进行下料,将电路板取出,移动至所述分光机进行光效测视,最后移动至所述编带机进行卷带。
15.本发明的有益效果在于:上述led产品的自动化生产系统,可以通过自动化进行运输,同时采用高空天梯进行运输,不会阻挡操作人员活动,运输方便便捷,同时可以将料盒进行缓存,可以同时缓存多个料盒,避免有些机构需要等待料盒上料,增加工作效率。
附图说明
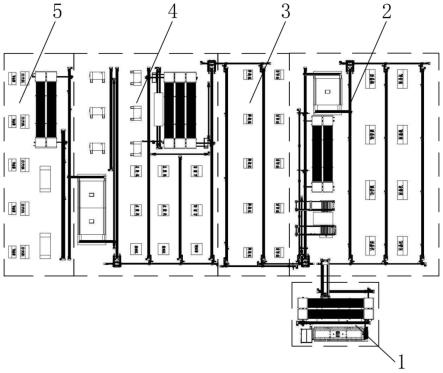
16.图1为本发明涉及的led产品的自动化生产系统的结构示意图;
17.图2为本发明涉及的排片区的结构示意图;
18.图3为本发明涉及的排片入片汇流结构的结构示意图;
19.图4为本发明涉及的第二排片缓存移栽结构的结构示意图;
20.图5为本发明涉及的排片天车转移组件的结构示意图;
21.图6为本发明涉及的排片天车移栽组件的结构示意图;
22.图7为本发明涉及的固晶区的结构示意图;
23.图8为本发明涉及的固晶高空天梯的结构示意图;
24.图9为本发明涉及的固晶高空转动组件的结构示意图;
25.图10为本发明涉及的焊线区的结构示意图;
26.图11为本发明涉及的点胶区的结构示意图;
27.图12为本发明涉及的下料区的结构示意图。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
29.如图1所示,一种led产品的自动化生产系统,包括有排片区1、固晶区2、焊线区3、点胶区4和下料区5,排片区1、固晶区2、焊线区3、点胶区4和下料区5依次连接,电路板于排片1放置在料盒a中,随后料盒a移送至固晶区2将芯片固定于电路板上,再将料盒a移送至焊线区3使芯片与电路板焊接导通,再移动至点胶区4在电路板上进行点胶,使胶液包覆于芯片表面,最后于下料区5进行下料。
30.如图2-图6所示,排片区1包括有装板机11、排片隧道炉12、排片缓存机13和排片天车14,装板机11将电路板装载于料盒a中,并移送至排片隧道炉12中进行烘干,烘干完成后移送至排片缓存机13进行等候移动,最后通过排片天车14移送至固晶区2进行固晶。排片缓存机13包括有排片入片移栽结构131、排片入片导轨132、第一排片缓存移栽结构133、排片缓存导轨134、第二排片缓存移栽结构135和排片出片导轨136,排片缓存导轨134设置有多条,且根据上下层有序排列,排片入片导轨132和排片出片导轨136设置于排片缓存导轨134的两侧,排片入片导轨132通过第一排片缓存移栽结构133与排片缓存导轨134连接,排片出片导轨136通过第二排片缓存移栽结构135与排片缓存导轨134连接,排片入片导轨132通过排片入片移栽结构131与排片隧道炉12连接,第一排片缓存移栽结构133和第二排片缓存移栽结构135的结构尺寸相同,当排片隧道炉12将料盒a烘干后,通过排片入片移栽结构131移动至排片入片导轨132上,于排片入片导轨132对料盒a进行扫码识别,第一排片缓存移栽结构133根据识别码放置于排片缓存导轨134上,待需要使用时,通过第二排片缓存移栽结构135移动至排片出片导轨136,最后通过排片天车14移动至固晶区2。排片入片移栽结构131包括有排片入片驱动结构1311和排片入片汇流结构1312,排片入片驱动结构1311驱动排片入片汇流结构1312,排片入片汇流结构1312固定料盒a,在本实施例中,固定的方式可以为吸附、夹紧等,排片入片汇流结构1312包括有汇流连接座1313、汇流气缸1314和汇流吸盘1315,汇流气缸1314固定于汇流连接座1313上,汇流气缸1314驱动汇流吸盘1315移动,汇流吸盘1315吸附料盒a,排片入片驱动结构1311驱动汇流连接座1313移动。第二排片缓存移栽结构135包括有上缓存移栽结构和下缓存移栽结构,上缓存移栽结构将料盒a从上层排片缓存导轨134移送至排片出片导轨136,下缓存移栽结构将料盒a从下层排片缓存导轨134移送至排片出片导轨136。上缓存移栽结构包括有上移栽横向驱动结构1351、上移栽横向汇流结构1352、上移栽纵向驱动结构1353、上移栽纵向汇流结构1354和上移栽交换平台1355,上移栽横向驱动结构1351驱动上移栽横向汇流结构1352移动,将料盒a从上层排片缓存导轨134移送至上移栽交换平台1355,上移栽纵向驱动结构1353驱动上移栽纵向汇流结构1354移动,将料盒a从上移栽交换平台1355移动至排片出片导轨136。下缓存移栽结构包括有下移栽横向驱动结构1356和下移栽横向汇流结构1357,下移栽横向驱动结构1356驱动下移栽横
向汇流结构1357移动,将料盒a从下层排片缓存导轨134移送至排片出片导轨136,上移栽横向汇流结构1352、上移栽纵向汇流结构1354和下移栽横向汇流结构1357的结构与排片入片汇流结构1312的相同。排片天车14包括有排片天车转移组件141和排片天车移栽组件142,排片天车转移组件141将料盒从排片出片导轨136移动至排片天车移栽组件142上,排片天车移栽组件142将料盒移动至固晶区2。排片天车转移组件141包括有排片天车转移支架1411、排片天车转移驱动结构1412和排片天车转移汇流结构1413,排片天车转移驱动结构1412固定于排片天车转移支架1411上,排片天车转移驱动结构1412驱动排片天车转移汇流结构1413移动,排片天车转移汇流结构1413的结构与排片入片汇流结构1312的相同。排片天车移栽组件142包括有排片天车移栽支架1421、排片天车纵移驱动结构1422、排片天车纵移放置架1423、排片天车横移驱动结构1424和排片天车横移汇流结构1425,排片天车纵移驱动结构1422和排片天车横移驱动结构1424固定于排片天车移栽支架1421上,排片天车纵移驱动结构1422驱动排片天车纵移放置架1423移动,排片天车横移驱动结构1424驱动排片天车横移汇流结构1425移动,排片天车转移组件141将料盒a移动至排片天车移栽支架1421上,排片天车纵移驱动结构1422驱动排片天车纵移放置架1423移动,带动料盒a向上移动,排片天车横移汇流结构1425吸附料盒a,排片天车横移驱动结构1424驱动排片天车横移汇流结构1425移动,将料盒a移动至固晶区2。
31.如图7至图9所示,固晶区2包括有固晶机21、固晶高空天梯22、固晶隧道炉23、固晶缓存机24和固晶清洗机25,固晶高空天梯22接收从排片区1移送过来的料盒a,固晶高空天梯22将料盒a移动至固晶机21的一侧,操作人员从固晶高空天梯22拿取料盒a至固晶机21,通过固晶机21将芯片固定于电路板上,完成操作后将电路板放置回料盒a上,重新将料盒a放置在固晶高空天梯22上,随后依次传送至固晶隧道炉23、固晶缓存机24和固晶清洗机25分别进行烘干、缓存和清洗,固晶隧道炉23的结构与排片隧道炉12相同,固晶缓存机24的结构与排片缓存机13相同。固晶高空天梯22包括有固晶高空运输轨道221、固晶高空运输移动座222、固晶高空纵移轨道223、固晶高空纵移座224、固晶高空横移轨道225、固晶高空转动组件226和固晶高空转移组件227,固晶高空转移组件227设置于固晶高空运输轨道221的一侧,固晶高空转动组件226固设于固晶高空横移轨道225上,且与固晶高空纵移轨道223对齐,料盒a放置于固晶高空运输移动座222上,固晶高空运输轨道221驱动固晶高空运输移动座222,从而带动料盒a移动,固晶高空转移组件227将料盒a从固晶高空运输移动座222转移至固晶高空纵移座224,或者将料盒a从固晶高空纵移座224转移至固晶高空运输移动座222,固晶高空纵移轨道223驱动固晶高空纵移座224移动,固晶高空转动组件226能够将料盒a从固晶高空纵移座224移动至固晶高空横移轨道225上,或者将料盒a从固晶高空横移轨道225移动至固晶高空纵移座224。固晶高空转动组件226包括有固晶高空转动支架2261、固晶高空转动电机2262、固晶高空转动臂2263和固晶高空夹爪气缸2264,固晶高空转动电机2262固设于固晶高空转动支架2261上,固晶高空转动电机2262驱动固晶高空转动臂2263转动,固晶高空夹爪气缸2264固设于固晶高空转动臂2263上,固晶高空夹爪气缸2264夹紧料盒a。
32.如图10所示,焊线区3包括有焊线机31和焊线高空天梯32,焊线高空天梯32接收从固晶区2传输过来的料盒a,操作人员从焊线高空天梯32拿取料盒a至焊线机31,通过焊线机31将芯片与电路板焊接导通,完成操作后将电路板放置回料盒a上,重新将料盒a放置在焊
线高空天梯32上,通过焊线高空天梯32运输至点胶区4,焊线高空天梯32的结构与固晶高空天梯22相同。
33.如图11所示,点胶区4包括有点胶缓存机41、点胶高空天梯42、点胶机43和点胶隧道炉44,点胶缓存机41接收从焊线区3传输过来的料盒a,点胶缓存机41将料盒a传输至点胶高空天梯42,操作人员从点胶高空天梯42拿取料盒a至点胶机43,通过点胶机43向芯片上进行点胶,完成操作后将电路板放置回料盒a上,重新将料盒a放置在点胶高空天梯42上,点胶高空天梯42将料盒a移动至点胶隧道炉44,将胶水进行烘干,最后传输至下料区5进行下料,点胶隧道炉44的结构与排片隧道炉12相同,点胶缓存机41的结构与排片缓存机13相同,点胶高空天梯42的结构与固晶高空天梯22相同。
34.如图12所示,下料区5包括有下料缓存机51、落料机52、分光机53和编带机54,下料缓存机51接收从点胶区4传输过来的料盒a,操作人员从下料缓存机51拿去料盒a移动至落料机52进行下料,将电路板取出,随后将其移动至分光机53进行光效测视,根据光效对电路板进行筛分,最后移动至编带机54上,将电路板在载带上进行封合并在卷盘上卷带。
35.以上所述实施例,只是本发明的较佳实例,并非来限制本发明的实施范围,故凡依本发明申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1