一种锂电池软包电池铝塑膜的双重封装工艺及热压模具的制作方法
1.本发明涉及一种铝塑膜包装技术领域,特别涉及一种锂电池软包电池铝塑膜的双重封装工艺及热压模具。
背景技术:
2.铝塑膜作为一种多层复合薄膜,因其具有阻隔性高、成型性良好、耐电解液腐蚀等性能,目前被广泛应用于软包锂离子电池领域;在软包电池生产装配过程中,通常使用热压模具加压,在一定时间下使铝塑膜胶层溶融,冷却后胶层粘合固化,从而达到封装电池的目的。现有封装工艺通常分为顶封和侧封,如专利cn109560221b所公开的一种提高软包电池铝塑膜封装可靠性的方法。其中,顶封由于受到极耳位置的限制一般采用多次封边工艺,而侧封通常采用单次封边工艺。同时,为了提高侧封的可靠性,通常采用较宽封区(≥9mm)的技术方案。然而,采用较宽的封区存在如下问题:
3.(1)为了实现软包电池较宽封区通常采用较宽的热压模具,容易造成铝塑膜封区在长度方向上封装厚度不均匀,甚至产生褶皱,影响封装强度,在电芯生产及使用过程中易引发漏液;
4.(2)由于较宽的热压模具其结构具有一定的机械强度,在冲压过程中应力不断积累,导致模具平行度偏移,调节难度大,影响生产效率;
5.(3)在锂电池pack折边工序中,对软包电池侧边铝塑膜进行折边时,封区中铝层弯折疲劳,容易发生断裂,导致电芯漏液报废。
技术实现要素:
6.为了克服上述现有技术的缺陷,本发明所要解决的技术问题是:提供一种侧封可靠的锂电池软包电池铝塑膜的双重封装工艺及该双重封装工艺所使用的热压模具。
7.为了解决上述技术问题,本发明采用的技术方案为:一种锂电池软包电池铝塑膜的双重封装工艺,依次或同步在封装体的至少一侧封位形成间隔设置的第一封区和第二封区,所述第一封区的长度方向与所述第二封区的长度方向相平行并间隔设置,以在所述第一封区和第二封区之间形成供二者溢胶相融合的溢胶区。
8.进一步提供一种热压模具,具有:
9.第一热压结构,用以在封装体上形成第一封区;
10.第二热压结构,用以在封装体上形成第二封区;
11.所述第一封区和第二封区位于所述封装体相同的侧封位上,所述第一封区的长度方向与所述第二封区的长度方向相互平行并间隔设置,二者之间具有供其溢胶相融合的溢胶区。
12.本发明的有益效果在于:1、采用双重封装的方式,可有效提高软包电池铝塑膜封装强度,降低封装褶皱和厚度不均造成电池漏液风险,提高产品安全性能;
13.2、采用双封头热压模具,可有效减小模具厚度,可使模具内部应力更容易释放,模
具平行度更易调整,提高生产效率;
14.3、提高电池pack折边的工艺性能,保证电池侧边铝塑膜抗弯折能力,降低电池漏液风险,提高产品安全性能。
附图说明
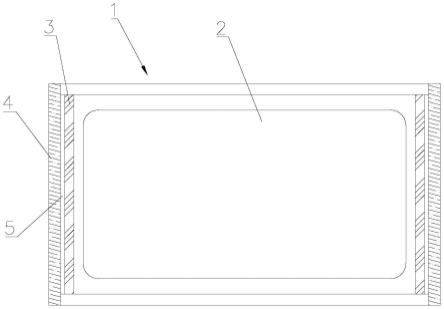
15.图1所示为本发明在具体实施方式中封装体经双重封装后的结构示意图;
16.图2所示为本发明在具体实施方式中封装经双重封装后的局部侧视图;
17.图3所示为本发明在具体实施方式中一种热压模具的结构示意图;
18.图4所示为本发明在具体实施方式中另一种热压模具的结构示意图。
19.标号说明:1、封装体;2、主体区;3、第一封区;4、第二封区;5、溢胶区;6、第二热压结构;61、外侧连接件;62、外侧上封头;63、外侧下封头;64、外侧气缸;7、第一热压结构;71、内侧连接件;72、内侧上封头;73、内侧下封头;74、内侧气缸;8、底座;9、第一基板;10、第二基板。
具体实施方式
20.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.参见图1和图2所示,一种锂电池软包电池铝塑膜的双重封装工艺,依次或同步在封装体1的至少一侧封位形成间隔设置的第一封区3和第二封区4,所述第一封区3的长度方向与所述第二封区4的长度方向相平行,以在所述第一封区3和第二封区4之间形成供二者溢胶相融合的溢胶区5。
22.其中,所述封装体1为现有结构,其由铝塑膜和包裹在所述铝塑膜之间的电芯所构成。具体的,所述铝塑膜被预先冲压出用于装载所述电芯的主体区2,当第一封区3和第二封区4均形成时,所述电芯及其电解液均被限制在所述主体区2内。所述封装体1的外壳可以为双层铝塑膜对接或通过单层铝塑膜对折形成。所述侧封位尤指电芯非极耳一侧的封位,如顶封位、底封位、以及左右封位。所述溢胶尤指用于粘合电芯两侧铝塑膜并形成密封结构的胶层,其为铝塑膜自身结构,并在热压过程中被加热融化而向封区宽度方向两侧流动的胶。
23.具体的,预先在封装体1的一侧封位形成第一封区3后再在相同的侧封位形成第二封区4,或同时在侧封位上形成第一封区3和第二封区4。此时,第一封区3和第二封区4的长度方向是相互平行且间隔的,因此可在二者之间形成供溢胶相互融合的溢胶区5。所述第二封区4为完整封区,所述第一封区3可以为完整封区或非完整封区,其可根据实际的封装要求进行选择。其中,所述完整封区为其长度方向两端均形成在所述铝塑膜的端线上,而非完整封区为其长度方向的至少一端未形成在所述铝塑膜的端线上。即在图1中所述第一封区3为非完整封区,所述第二封区4为完整封区,当然本技术所请求保护的范围并不局限于附图所示。
24.在一种实施方式中,所述第二封区4靠近所述铝塑膜的边缘位置,即所述第一封区3位于靠近电芯的位置。此时,所述第一封区3主要起缓冲预封装和对铝塑膜起固定平整的作用,在实际的封装过程中允许其在形成过程中产生贯穿性褶皱,因此可有效降低第二封区4产生褶皱的可能。而第一封区3和第二封区4在形成过程中所产生的溢胶在溢胶区5内融
合,此时溢胶区5作为第一封区3和第二封区4之间的过渡带,其具有一定的封装强度,因此可有效降低第一封区3和第二封区4褶皱连接的可能性,同时防止位于电解液与第二封区4相接触。而第二封区4是确保软包锂电池铝塑膜最终封装强度达标的作用,其是阻止电解液外溢的最终防线。
25.在一种实施方式中,所述铝塑膜包括由外至内依次设置的尼龙层、铝层和胶层。其中,所述单层铝塑膜尤指位于电芯上层或下层单独的铝塑膜,即在二者进行连接时,两侧的铝塑膜之间的胶层相互接触。
26.在一种实施方式中,所述第一封区3具有第一胶层,所述第二封区4具有第二胶层,所述第一胶层的融胶比例小于所述第二胶层的融胶比例,其中所述融胶比例由如下公式所确定:融胶比例=(融溶前胶层的厚度-融溶后胶层的厚度)/融溶前胶层的厚度。由于铝塑膜胶层在未热压时其厚度是相对恒定的,而胶层在热压过程中可发生融溶而降低其厚度,因此可通过控制胶层的厚度控制封区的封装强度。具体的,由于第一封区3是阻止电解液外溢的第一道防线,因此其第一胶层的厚度应当较大,即胶层残留厚度较大,以有效阻止铝塑膜中铝层与电解液接触;同时,第一胶层的厚度较大,保证电池侧边封区铝塑膜抗弯折能力,降低电池漏液风险,而第二封区4是阻止电解液外溢的最后一道防线,因此其第二胶层的厚度应当较小,即胶层残留厚度较小,以实现更高的封装强度。即在表观上,参见图2所示,所述第一封区3具有第一厚度a,所述第二封区4具有第二厚度b,所述第一厚度a大于所述第二厚度b。
27.在一种优选地实施方式中,所述第一胶层的融胶比例为12.5-25%,所述第二胶层的融胶比例为25-44%。
28.在一种实施方式中,所述第一封区3的宽度为3-4mm,所述第二封区4的宽度为4-5mm,所述溢胶区5的宽度为0.5-1.5mm。即本技术通过形成两道封区而非如现有技术的单道封区,可有效降低热压模具的厚度,从而可使模具内部应力更容易释放,模具平行度更易调整,提高生产效率。
29.所述胶层的材质为现有一般材质,如pp。
30.一种热压模具,具有:第一热压结构7,用以在封装体1上形成第一封区3;第二热压结构6,用以在封装体1上形成第二封区4;所述第一封区3和第二封区4位于所述封装体1相同的侧封位上,所述第一封区3的长度方向与所述第二封区4的长度方向相互平行并间隔设置,二者之间具有供其溢胶相融合的溢胶区5。
31.在一种实施方式中,所述第一热压结构7包括内侧下封头73、内侧上封头72、内侧连接件71和内侧气缸74;所述内侧下封头73与所述内侧上封头72的相对面相互平行并间隔设置;所述内侧气缸74通过所述内侧连接件71连接内侧上封头72。其中,所述内侧下封头73和内侧上封头72均为导热材质,其可通过现有任一种加热设备所加热,并在热压过程中将热传导至第一封区3的第一胶层中并通过对其加热温度、加压时间、压力的控制以调节第一胶层的厚度。在此实施方式中,所述内侧下封头73和内侧上封头72具有形成第一封区3所对应的宽度(即前述厚度),即3.0-4.0mm。具体的,内侧气缸74运行而驱使内侧上封头72向下移动至其与内侧下封头73所对应的表面与铝塑膜表面接触并继续下移至预设高度后复位。内侧下封头73和内侧上封头72在于封装体1上、下表面相互接触时,使第一胶层融溶并缩小其高度,并当内侧上封头72复位后,第一胶层冷却重新固化。当然,在此实施方式同样允许
内侧上封头72是固定的,而内侧下封头73是移动的,或二者均是移动的,其原理与前述相同,因此便不加以赘述。所述内侧下封头73和内侧上封头72之间的间隙是可调的,其调节精度优选为0.01μm。在一种优选的实施方式中,所述内侧气缸74可通过内侧连接件71及内侧上封头72对封装体1所施加的压力为1-20kg/cm2,保压时间为1-30s,内侧上封头72和内侧下封头73的温度为20-250℃,控制精度优选为
±
3℃。
32.在一种实施方式中,所述第二热压结构6包括外侧下封头63、外侧上封头62、外侧连接件61和外侧气缸64;所述外侧下封头63与所述外侧上封头62的相对面相互平行并间隔设置;所述外侧气缸64通过所述外侧连接件61连接外侧上封头62。其中,所述外侧下封头63和外侧上封头62均为导热材质,其可通过现有任一种加热设备所加热,并在热压过程中将热传导至第二封区4的第二胶层中并通过对其加热温度、加压时间、压力的控制以调节第二胶层的厚度。在此实施方式中,所述外侧下封头63和外侧上封头62具有形成第二封区4所对应的宽度(即前述厚度),即4.0-5.0mm。具体的,外侧气缸64运行而驱使外侧上封头62向下移动至其与外侧下封头63所对应的表面与铝塑膜表面接触并继续下移至预设高度后复位。外侧下封头63和外侧上封头62在于封装体1上、下表面相互接触时,使第二胶层融溶并缩小其高度,并当外侧上封头62复位后,第二胶层冷却重新固化。当然,在此实施方式同样允许外侧上封头62是固定的,而外侧下封头63是移动的,或二者均是移动的,其原理与前述相同,因此便不加以赘述。所述外侧下封头63和外侧上封头62之间的间隙在0.5-1.5mm之间可调,其调节精度优选为0.10mm。在一种优选的实施方式中,所述外侧气缸64可通过外侧连接件61及外侧上封头62对封装体1所施加的压力为0-20kg/cm2,保压时间为0-30s,外侧上封头62和外侧下封头63的温度为20-250℃,控制精度优选为
±
3℃。
33.所述第一热压结构7和第二热压结构6之间的间距间距决定溢胶区5的宽度,因此优选地,所述第一热压结构7与第二热压结构6之间的间距为0.5-1.0mm。二者之间的间距由内侧上封头72与外侧上封头62,或内侧下封头73与外侧下封头63相对面之间的间距所确定。
34.在一种优选地实施方式中,所述热压模具还包括底座8,所述内侧下封头73和外侧下封头63均设置在所述底座8上。当然,所述内侧下封头73和外侧下封头63也可连接在各自独立的底座8上。
35.在另一种实施方式中,所述第一热压结构7包括第一基板9以及间隔且平行设置在所述第一基板9上内侧上封头72和外侧上封头62;所述第二热压结构6包括第二基板10以及间隔且平行设置在所述第二基板10上的内侧下封头73和外侧上封头62。即此时所述内侧上封头72和外侧上封头62,以及内侧下封头73和外侧下封头63被共同安装在同一第一基板9和第二基板10上,因此相较于前述热压模具而言可有效保证各封头的绝对平行,方便校准。同时可确保铝塑膜溢胶方向可控、溢胶区5厚度均一、形状平整美观、有效保证产品外观均一性。
36.其中,所述内侧上封头72和内侧下封头73,外侧上封头62和外侧下封头63是对应设置的,以通过它们的配合形成第一封区3和第二封区4。又由于内侧上封头72和外侧上封头62,以及内侧下封头73和外侧下封头63均是间隔设置的,因此可在它们所形成的第一封区3和第二封区4之间形成溢胶区5。在此实施方式中,所述内侧上封头72和外侧上封头62,以及内侧下封头73和外侧下封头63是通过在第一基板9以及第二基板10上开设溢胶槽所形
成的,当然它们也可以是独立的,并通过各自的基板相互连接。所述溢胶槽优选的开槽深度为250-350μm,溢胶槽的宽度优选为0.5-1.5mm。
37.实施例1
38.热压模具,具有:第一热压结构7,用以在封装体1上形成第一封区3;第二热压结构6,用以在封装体1上形成第二封区4;所述第一封区3和第二封区4位于所述封装体1相同的侧封位上,所述第一封区3的长度方向与所述第二封区4的长度方向相互平行并间隔设置,二者之间具有供其溢胶相融合的溢胶区5;
39.其中,所述第一热压结构7包括内侧下封头73、内侧上封头72、内侧连接件71和内侧气缸74;
40.所述内侧下封头73与所述内侧上封头72的相对面相互平行并间隔设置;
41.所述内侧气缸74通过所述内侧连接件71连接内侧上封头72;
42.所述第二热压结构6包括外侧下封头63、外侧上封头62、外侧连接件61和外侧气缸64;
43.所述外侧下封头63与所述外侧上封头62的相对面相互平行并间隔设置;
44.所述外侧气缸64通过所述外侧连接件61连接外侧上封头62;
45.其中,所述内侧下封头73和内侧上封头72的厚度为3.0-4.0mm;
46.所述外侧上封头62和外侧下封头63的厚度为4.0-5.0mm;
47.第一热压结构7和第二热压结构6的间距为0.5-1.0mm。
48.实施例2
49.一种锂电池软包电池铝塑膜的双重封装工艺,使用实施例1所述热压模具。
50.具体的,包括如下步骤:
51.s1、设定内侧气缸74的压力,预先加热内侧下封头73和内侧上封头72,待二者的温度达到预设温度后,将封装体1的待封区放置在热压模具中,使第一热压结构7靠近电芯放置,此时内侧下封头73和外侧下封头63的顶面与封装体1的下表面所接触;
52.s2、内侧气缸74运行并通过内侧连接件71下移内侧上封头72,至内侧上封头72的底面与封装体1上表面相接触后继续下移并保持一定时间后复位;在内侧上封头72热压的过程中,第一胶层融溶,部分的溢胶流入溢胶区5中,并在内侧上封头72复位后冷却重新固化,即形成第一封区3;
53.s3、设定外侧气缸64的压力,预先加热外侧下封头63和外侧上封头62至预设温度;
54.s4、外侧气缸64运行并通过外侧连接件61下移外侧上封头62,至外侧上封头62的底面与封装体1的上表面相接触后继续下移并保持一定时间后复位。在外侧上封头62热压的过程中,第二胶层融溶,部分的溢胶流入溢胶区5中并与第一胶层的溢胶融合,冷却后固化,即形成第二封区4。
55.其中,第一胶层的融胶比例为12.5%,第二胶层的融胶比例为25%,所述胶层为pp。
56.具体的,在此实施方式(双独立封头结构)中,可通过分别控制双封头(内侧上、下封头及外侧上、下封头)各自的工作温度、时间、压力参数从而控制第一封区和第二封区内融胶比例,从而实现各封区的厚度不同。
57.实施例3
58.一种锂电池软包电池铝塑膜的双重封装工艺,与实施例2的区别在于:第一胶层的融胶比例为18%,第二胶层的融胶比例为36%。
59.实施例4
60.一种锂电池软包电池铝塑膜的双重封装工艺,与实施例2的区别在于:第一胶层的融胶比例为25%,第二胶层的融胶比例为44%。
61.实施例5
62.一种锂电池软包电池铝塑膜的双重封装工艺,与实施例2的区别在于:所述第一热压结构7包括第一基板9以及间隔且平行设置在所述第一基板9上内侧上封头72和外侧上封头62;
63.所述第二热压结构6包括第二基板10以及间隔且平行设置在所述第二基板10上的内侧下封头73和外侧下封头63。
64.具体的,在此实施方式(单封头开槽结构)中,通过构造模具,使内侧封头(内侧上、下封头)和外侧封头(外侧上、下封头)之间存在水平方向的高度差(20-80μm),并在相同的工作温度、时间、压力参数的设置下,使的封头接触面间隙(封头接触面与封装体表面的间隙)不同,进而影响第一封区和第二封区融胶比例,从而实现双封区(第一封区和第二封区)具有不同的厚度。
65.实施例6
66.锂电池软包电池铝塑膜的双重封装工艺,在实施例5的基础上,溢胶区5的宽度为0.5mm,溢胶区5的厚度为240μm。
67.综上所述,本技术通过采用双重封装的方式,可有效提高软包电池铝塑膜封装强度,降低封装褶皱和厚度不均造成电池漏液风险,提高产品安全性能;同时,可有效减小模具厚度,可使模具内部应力更容易释放,模具平行度更易调整,提高生产效率;并且能够提高电池pack折边的工艺性能,保证电池侧边铝塑膜抗弯折能力,降低电池漏液风险,提高产品安全性能。以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1