一种锂电池双电芯加工生产系统的制作方法
1.本发明涉及非水电解质蓄电池领域,尤其涉及一种锂电池双电芯加工生产系统。
背景技术:
2.锂离子动力电池是以锂钴氧化物(licoo2)、锂镍氧化物(linio2)或锂锰氧化物(limn2o4)、锂镍钴锰三元(linixco1-xmno2)等为正极活性材料,以碳材料或者钛酸锂等为负极活性材料。其电解液可以使用液态有机电解液或固态凝胶电解液,后者又称为锂聚合物电池(lithium polymer battery),目前常用的为液态电解液。锂离子电池使用的液态电解液是有机非水溶液,如碳酸乙烯酯(ethylene carbonate,ec)、碳酸二乙酯(diethyl carbonate,dec)的混合物为溶剂,以锂盐(如lipf6)为溶质,并添加少量添加剂组成。
3.如cn108711627b现有技术公开了一种锂电池生产工艺,锂电池生产过程中,需要在极板之间设置隔膜,该隔膜为绝缘的薄膜状,同时,在生产的过程中无法兼顾锂电池高功率密度(高功率、高功率体积比);高的能量密度(高质量的能量)。
4.另一种典型的如cn106898822b的现有技术公开的一种锂电池生产工艺及锂电池,锂离子电池中电池包装膜与电池内部极片、电解液之间的接触性能严重的影响电池的能量密度和功率密度。
5.为了解决本领域普遍存在无法对电池半成品进行压制、压制力度不可控、极易造成破损、生产效率低、智能程度低和无法进行双电芯加工等等问题,作出了本发明。
技术实现要素:
6.本发明的目的在于,针对目前所存在的不足,提出了一种锂电池双电芯加工生产系统。
7.为了克服现有技术的不足,本发明采用如下技术方案:
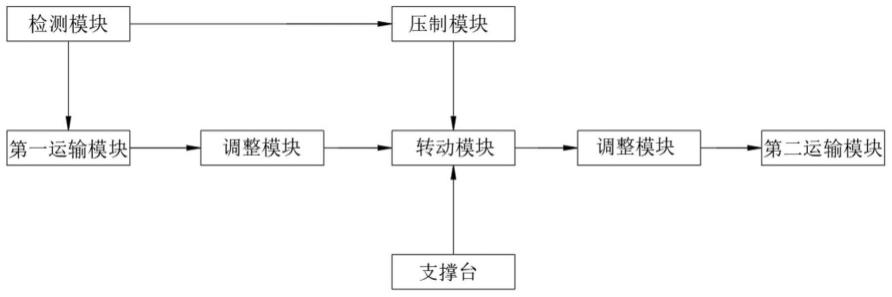
8.一种锂电池双电芯加工生产系统,所述电芯加工生产系统包括电芯、以及包含电芯的电池半成品,所述电芯加工生产系统还包括第一运输模块、转动模块、第二运输模块、压制模块、支撑台、调整模块,
9.所述支撑台用于对所述转动模块、第一运输模块、所述第二运输模块、所述压制模块进行支撑;
10.第一运输模块用于运输所述电池半成品,所述转动模块用于将第一运输模块运输的电池半成品转移至压制模块的压制工位上;
11.所述压制模块用于对所述电池半成品进行压制,以使电池半成品中电池包装膜与电池内部极片、电解液之间间隙更紧密;
12.所述第二运输模块将压制好的电池半成品运输至下一工序;
13.所述调整模块用于将第一运输模块上的电池半成品转移至所述转动模块上、以及将经过所述压制模块压制好的电池半成品从转动模块上转移至所述第二运输模块中;
14.所述压制模块包括压制单元、抬升单元、以及评估单元,所述抬升单元用于对所述
压制单元的高度进行调整,压制单元用于对压制工位中的电池半成品进行压制;所述评估单元对所述压制单元的压制力度进行评估;
15.所述抬升单元包括固定杆、抬升杆、抬升座、抬升驱动机构,所述固定杆用于对所述抬升杆、抬升座和抬升驱动机构进行支撑;
16.所述抬升杆的一端与所述抬升座的侧边边沿连接,所述抬升驱动机构与所述抬升杆驱动连接以调整所述抬升座的高度,
17.其中,所述压制单元分别设置在所述抬升座和转动模块上,且抬升座上的压制单元和转动模块上的压制单元相向设置,以同时对所述电池半成品进行压制;
18.所述压制单元包括限位构件、压力检测构件、压制气囊、充气泵和连接管道,所述限位构件用于对所述压制气囊的压制位置进行限位,所述压力检测构件用于对所述压制气囊对所述电池半成品的挤压力进行检测,所述充气泵用于对所述压制气囊进行充气,以使所述压制气囊作用于所述电池半成品的外表以进行压制,所述连接管道的两端分别与所述充气泵和所述压制气囊进行连接;
19.其中,所述压力检测构件设置在所述压制气囊的外周,以对所述压制气囊与所述电池半成品的外周的挤压力进行检测;
20.所述压力检测构件包括若干个微型的压力检测件和限制凸起,所述限制凸起设置在所述压制气囊与所述电池半成品的接触位置处,并用于对各个所述压力检测件进行支撑;
21.所述评估单元获取一个采样周期t中的第t次采样各个所述压力检测件测得的压力测量值measure
t
,并根据所述压力测量值measure
t
计算压制指数pressing:
[0022][0023]
式中,t为采样次数;
[0024]
根据压制指数pressing计算压制气囊的仍需充气量q:
[0025][0026]
式中,γ为转换系数,其值与压制气囊的压制力和充气量有关,p0为电池半成品所能承受的固有压制指数值,s为所述压制气囊与所述电池半成品的接触面积,ki为所述压制气囊的调整因子,其值满足:
[0027][0028]
式中,f为所述压制气囊与所述电池半成品的接触刚度比例因子,ui为电池半成品的对角线的长度,ki为压制气囊的体积模量,其值与压制气囊本身的特性有关,s为所述压制气囊与所述电池半成品的接触面积;
[0029]
所述评估单元将仍需充气量q传输至所述充气泵中,并通过所述充气泵对所述压制气囊进行充气,以实现对所述电池半成品进行压制。
[0030]
可选的,所述转动模块包括转动单元、转动板、转动角度检测件,所述转动角度检测件用于对所述转动板的转动角度进行检测;
[0031]
所述转动单元用于驱动所述转动板进行转动;
[0032]
其中,所述转动板上对称设有容纳腔,且所述电池半成品可放置在所述容纳腔中;
[0033]
所述转动单元包括转动驱动机构、立杆,所述立杆的一端与所述转动板连接,且所述立杆与所述转动板同轴设置,所述立杆的另一端与所述支撑台的上端面铰接;
[0034]
所述转动驱动机构设置在所述支撑台上,并驱动所述转动板沿着立杆与支撑台的铰接位置的轴线转动。
[0035]
可选的,所述第一运输模块对称设置在转动模块的外周,以将电池半成品从所述第一运输模块转移至所述转动模块上;
[0036]
其中,所述第一运输模块包括第一运输带、第一运输辊、第一运输驱动机构,所述第一运输带嵌套在各个所述第一运输辊上,以对电池半成品进行运输,所述第一运输驱动机构与所述第一运输带驱动连接。
[0037]
可选的,所述调整模块包括承接台、拨动构件、对准构件,所述承接台用于承接通行的所述电池半成品,所述拨动构件将所述承接台上的所述电池半成品进行拨动,使所述电池半成品能够进入所述转动模块的容纳腔中,所述对准构件用于与所述转动模块的所述容纳腔进行对准;
[0038]
其中,所述对准构件包括一组校准探头、以及一组感应探头,一组所述校准探头设置在所述承接台靠近所述转动模块的一侧,一组所述感应探头设置在所述容纳腔靠近所述承接台的一侧,且所述校准探头与所述感应探头配合使用。
[0039]
可选的,所述第二运输模块对称设置在转动模块的外周,以将压制好的电池半成品从所述转动模块转移至所述第二运输模块上;
[0040]
其中,所述第二运输模块包括第二运输带、第二运输辊、第二运输驱动机构,所述第二运输带嵌套在各个所述第二运输辊上,以对电池半成品进行运输,所述第二运输驱动机构与所述第二运输带驱动连接。
[0041]
可选的,所述拨动构件包括拨动杆、拨动驱动机构和固定座,所述拨动杆的一端与所述拨动驱动机构驱动连接形成拨动部,所述拨动杆的另一端朝向远离所述拨动驱动机构的一侧悬空伸出,所述固定座用于对所述拨动部进行支撑。
[0042]
可选的,所述固定杆的杆体设有隐藏腔,且所述抬升杆隐藏设置在所述固定杆的隐藏腔中。
[0043]
可选的,所述转动驱动机构基于一组所述感应探头与一组所述校准探头的对准信号停止驱动所述转动板。
[0044]
本发明所取得的有益效果是:
[0045]
1.通过压制模块对电池半成品进行压缩,促使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度;
[0046]
2.通过第一运输模块和第二运输模块的相互配合,促使待加工的电池半成品的运输效率更高,也兼顾将压制好的电池半成品进行运输,以提升整个系统的加工效率;
[0047]
3.通过转动模块与压制模块的相互配合,促使电池半成品能进行双电芯进行压制,提升电池压制的效率,也兼顾对电池半成品的智能加工;
[0048]
4.通过限位构件对膨出的范围进行限制,促使压制气囊对电池半成品的压制能够被精准的限制在电池半成品所在的范围中,促使压制气囊与电池半成品的接触位置产生均
匀的作用力;
[0049]
5.通过抬升模块对压制模块的压制高度进行调整,使得压制模块能对不同型号的电池半成品进行压制,也兼顾了对电池半成品表面质量的有效的防护;
[0050]
6.通过检测模块与压制模块的配合,促使压制模块根据检测模块的数据对电池半成品的压制范围进行限制,以提升对电池半成品的压制效果,也进一步的提升整个系统的生产效率和生产的质量。
附图说明
[0051]
从以下结合附图的描述可以进一步理解本发明。图中的部件不一定按比例绘制,而是将重点放在示出实施例的原理上。在不同的视图中,相同的附图标记指定对应的部分。
[0052]
图1为本发明的整体方框示意图。
[0053]
图2为本发明的第一运输模块、第二运输模块与转动模块的侧视示意图。
[0054]
图3为本发明的第一运输模块、第二运输模块与转动模块的俯视的结构示意图。
[0055]
图4为图3中a-a处的部分剖视示意图。
[0056]
图5为本发明的转动板与容纳腔的俯视示意图。
[0057]
图6为本发明的调整模块的俯视示意图。
[0058]
图7为本发明的调整模块的剖视示意图。
[0059]
图8为本发明的转动模块与压制模块的剖视示意图。
[0060]
图9为本发明的限位构件的结构示意图。
[0061]
图10为本发明的压制气囊与电池半成品的结构示意图。
[0062]
附图标号说明:1、第一运输模块;2、固定杆;3、抬升杆;4、隐藏腔;5、抬升座;6、第一运输驱动机构;7、转动驱动机构;8、支撑台;9、压制工位;10、转动板;11、第二运输模块;12、电池半成品;13、拨动杆;14、承接台;15、拨动部;16、容纳腔;17、第一限位杆;18、第一限位座;19、压制气囊;20、充气泵;21、第二限位座;22、限位构件;23、第二限位轨道;24、第二限位杆;25、压力传感器;26、压力检测带;27、第一限位轨道。
具体实施方式
[0063]
以下是通过特定的具体实施例来说明本发明的实施方式,本领域技术人员可由本说明书所公开的内容了解本发明的优点与效果。本发明可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不悖离本发明的精神下进行各种修饰与变更。另外,本发明的附图仅为简单示意说明,并非依实际尺寸的描绘,事先声明。以下的实施方式将进一步详细说明本发明的相关技术内容,但所公开的内容并非用以限制本发明的保护范围。
[0064]
实施例一。
[0065]
根据图1、图2、图3、图4、图5、图6、图7、图8、图9和图10所示,本实施例提供一种锂电池双电芯加工生产系统,所述电芯加工生产系统包括电芯、以及包含所述电芯的电池半成品12,所述电芯加工生产系统还包括第一运输模块1、转动模块、第二运输模块11、压制模块、支撑台8、调整模块,
[0066]
所述支撑台8用于对所述转动模块、第一运输模块1、所述第二运输模块11、所述压
制模块进行支撑;
[0067]
第一运输模块1用于运输所述电池半成品12,所述转动模块用于将第一运输模块1运输的电池半成品12转移至压制模块的压制工位9上;
[0068]
所述压制模块用于对所述电池半成品12进行压制,以使电池半成品中电池包装膜与电池内部极片、电解液之间间隙更紧密;
[0069]
所述第二运输模块11将压制好的电池半成品12运输至下一工序;
[0070]
所述调整模块用于将第一运输模块1上的电池半成品12转移至所述转动模块上、以及将经过所述压制模块压制好的电池半成品12从转动模块上转移至所述第二运输模块11中;
[0071]
所述双电芯加工生产系统还包括处理器,所述处理器分别与所述第一运输模块1、所述第二运输模块11、所述转动模块、调整模块控制连接,并基于所述处理器对所述第一运输模块1、所述第二运输模块11、所述转动模块、调整模块进行集中控制;
[0072]
其中,通过所述压制模块对所述电池半成品12进行压缩,促使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度,还兼顾压制过程中电池表面质量,防止压制力过大造成电池破损或者毁坏;
[0073]
通过所述第一运输模块1和所述第二运输模块11的相互配合,促使待加工的所述电池半成品12的运输效率更高,也兼顾将压制好的所述电池半成品12进行运输,以提升整个系统的加工效率;
[0074]
通过所述转动模块与所述压制模块的相互配合,促使所述电池半成品12能同时进行双电芯进行压制,提升电池压制的效率,也兼顾对电池半成品12的智能加工;
[0075]
在本实施例中,通过所述第一运输模块1将所述电池半成品12进行运输,并通过所述调整模块将所述电池半成品12运输至所述转动模块中,同时,通过转动模块的转动,使得所述电池半成品12转动至压制工位9;
[0076]
通过所述压制模块对所述电池半成品12进行压制,以促使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度;
[0077]
当所述压制模块对所述电池半成品12压制完成后,则通过转动模块将电池半成品转动至与所述第二运输模块1对准的位置,并通过所述调整模块将所述转动模块中已经压制的电池半成品12转移至所述第二运输模块11中,送入下一工序;
[0078]
其中,所述第一运输模块1对称设置在转动模块的外周,以将电池半成品12从所述第一运输模块1转移至所述转动模块上;
[0079]
其中,所述第一运输模块1包括第一运输带、第一运输辊、第一运输驱动机构6,所述第一运输带嵌套在各个所述第一运输辊上,以对电池半成品12进行运输,所述第一运输驱动机构6与所述第一运输带驱动连接;
[0080]
所述第一运输模块1还包括一组限位档板,一组所述限位档板设置在所述第一运输带的两侧,以防止所述电池半成品12脱离所述第一运输带;
[0081]
其中,所述调整模块设置在所述第一运输模块1与所述转动模块之间,以将所述第一运输模块1上的所述电池半成品12转移至所述转动模块中;
[0082]
可选的,所述调整模块包括承接台14、拨动构件、对准构件,所述承接台14用于承接通行的所述电池半成品12,所述拨动构件将所述承接台14上的所述电池半成品12进行拨
动,使所述电池半成品12能够进入所述转动模块的容纳腔16中,所述对准构件用于与所述转动模块的所述容纳腔16进行对准;
[0083]
其中,所述对准构件包括一组校准探头、以及一组感应探头,一组所述校准探头设置在所述承接台14靠近所述转动模块的一侧,一组所述感应探头设置在所述容纳腔16靠近所述承接台14的一侧,且所述校准探头与所述感应探头配合使用;
[0084]
另外,所述承接台14的设置高度与所述第一运输模块1的第一运输带的设置高度、以及所述第二运输模块11的第二运输带的设置高度等高,以使得电池半成品12、以及经过压制的电池半成品12能够在第一运输带和转动模块之间、所述转动模块与所述第二运输带之间进行顺利转移;其中,通过所述拨动构件将所述电池半成品12从所述承接台14上转移至所述转动模块上;
[0085]
可选的,所述拨动构件包括拨动杆13、拨动驱动机构和固定座,所述拨动杆13的一端与所述拨动驱动机构驱动连接形成拨动部15,所述拨动杆13的另一端朝向远离所述拨动驱动机构的一侧悬空伸出,所述固定座用于对所述拨动部15进行支撑;
[0086]
通过所述拨动构件将所述电池半成品12拨动至所述转动模块的容纳腔16中,以配合所述压制模块对电池进行压制,提升整个系统的智能程度;
[0087]
同时,所述承接台14的宽度与所述容纳腔16的宽度相当,以保证所述电池半成品12能在所述拨动构件的拨动下进入所述容纳腔16中;
[0088]
值得注意的是,各个所述电池半成品12在第一运输带上之间的间隔距离与所述压制模块对电池半成品12的压制时间和压制速度有关;
[0089]
可选的,所述转动模块包括转动单元、转动板10、转动角度检测件,所述转动角度检测件用于对所述转动板10的转动角度进行检测;
[0090]
所述转动单元用于驱动所述转动板10进行转动;
[0091]
其中,所述转动板10上对称设有容纳腔16,且所述电池半成品可12放置在所述容纳腔16中,且所述容纳腔16设置为一端开口,以使得所述电池半成品12能够顺利的进入容纳腔16,或者从容纳腔16中转移至所述第二运输模块11的第二运输带中;
[0092]
值得注意的是,所述容纳腔16的腔壁内设置有隐藏腔4,其中,所述隐藏腔4中设有推挤构件,且所述推挤构件正对所述容纳腔的开口设置,使得压制完成的所述电池半成品12能从所述容纳腔16中转移至所述第二运输模块11的第二运输带上;当所述推挤构件处于初始状态时,隐藏在所述隐藏腔4中;
[0093]
其中,所述推挤构件包括推挤杆、推挤驱动机构,所述推挤杆的一端端部与所述推挤驱动机构驱动连接形成推挤部,所述推挤部设置在所述隐藏腔4的底壁,所述推挤杆的另一端朝向所述容纳腔16的出口悬空设置;
[0094]
当所述压制模块对所述电池半成品12压制完成且所述转动模块转动使所述容纳腔16与所述第二运输模块11相对齐的位置,则触发推挤构件对所述电池半成品12的推出,使压制的电池半成品12从容纳腔16中转移至所述调整模块的承接台14上,并通过所述拨动构件将压制的电池半成品12拨动至所述第二运输带上;此时,所述第二运输带则可将压制后的所述电池半成品12转移至下一工序;
[0095]
其中,所述转动单元包括转动驱动机构7、立杆,所述立杆的一端与所述转动板10连接,且所述立杆与所述转动板10同轴设置,所述立杆的另一端与所述支撑台8的上端面铰
接;
[0096]
所述转动驱动机构7设置在所述支撑台8上,并驱动所述转动板10沿着立杆与支撑台的铰接位置的轴线转动;
[0097]
转动单元对所述转动板10进行转动时,在所述第一运输模块1的运输位置、压制工位9、所述第二运输模块11的运输位置三者之间进行往复转动;
[0098]
值得注意的是,当所述转动驱动机构7驱动转动板10进行转动时,所述转动驱动机构7的停止信号是基于一组所述感应探头与一组所述校准探头的对准信号进行确定,若对准信号处于对准状态,则处理器控制所述转动驱动机构7停止驱动所述转动板10,并通过调整模块将所述电池半成品12进行转移,当电池半成品12转移完成后,处理器控制所述转动驱动机构7驱动转动板10,进入下一位置;
[0099]
在本实施例中,所述容纳腔16的正上方设有识别探头,用于对所述电池半成品12在容纳腔16中的转移状态进行识别,当所述容纳腔16中的电池半成品12被转移后,将该转移数据发送至所述处理器中,使得处理器控制所述转动驱动机构7驱动转动板10转动,使得所述容纳腔16进入下一位置;
[0100]
本实施例的位置转移的规则如下:
①
容纳腔16与第一运输模块1对准
‑‑②
电池半成品12进入容纳腔16中
‑‑③
识别探头识别
‑‑④
转动板10转动
‑‑⑤
进入压制工位9
‑‑⑥
压制模块压制
‑‑⑦
压制完成
‑‑⑨
转动板10转动
‑‑⑩
容纳腔16与第二运输模块11对准
‑‑
压制好的电池半成品12转移至第二运输模块11
‑‑
识别探头识别
‑‑
转动板10转动
‑‑①
容纳腔16与第一运输模块1对准
‑‑②
电池半成品12进入容纳腔16
……
;
[0101]
所述转动板10的转动次序根据:
①‑‑‑‑①‑‑……
循环往复的转动;
[0102]
可选的,所述第二运输模块11对称设置在转动模块的外周,以将压制好的电池半成品12从所述转动模块转移至所述第二运输模块11上;
[0103]
其中,所述第二运输模块11包括第二运输带、第二运输辊、第二运输驱动机构,所述第二运输带嵌套在各个所述第二运输辊上,以对电池半成品12进行运输,所述第二运输驱动机构与所述第二运输带驱动连接;
[0104]
所述第二运输模块11还包括一组防护板,一组所述防护板设置在所述第二运输带的两侧,以防止所述电池半成品12脱离所述第二运输带;
[0105]
另外,所述压制模块对进入压制工位9的电池半成品12进行压制,其中,当转动驱动机构7将所述转动板10转动到所述压制工位9且与设置在所述压制工位9正上方的压制单元对齐后,触发对所述电池半成品12的压制,以促使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度;
[0106]
其中,所述压制模块包括压制单元、抬升单元、以及评估单元,所述抬升单元用于对所述压制单元的高度进行调整,压制单元用于对压制工位9中的电池半成品12进行压制;所述评估单元对所述压制单元的压制力度进行评估;
[0107]
所述抬升单元包括固定杆2、抬升杆3、抬升座5、抬升驱动机构,所述固定杆2用于对所述抬升杆3、抬升座5和抬升驱动机构进行支撑;
[0108]
所述固定杆2的杆体设有隐藏腔4,且所述抬升杆3隐藏设置在所述固定杆2的隐藏腔4中;
[0109]
所述抬升杆3的一端与所述抬升座5的侧边边沿连接,所述抬升驱动机构与所述抬升杆3驱动连接以调整所述抬升座的高度,
[0110]
其中,所述压制单元分别设置在所述抬升座5和转动模块上,且抬升座上的压制单元和转动模块上的压制单元相向设置,以同时对所述电池半成品进行压制;
[0111]
值得注意的是,设置在所述转动模块上的所述压制单元需要与所述转动模块转动板10上方的所述压制单元对准后,触发对所述电池半成品12进行压制,使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度;
[0112]
所述压制单元包括限位构件22、压力检测构件、压制气囊19、充气泵20和连接管道,所述限位构件22用于对所述压制气囊19的压制位置进行限位,所述压力检测构件用于对所述压制气囊19对所述电池半成品12的挤压力进行检测,所述充气泵20用于对所述压制气囊19进行充气,以使所述压制气囊19作用于所述电池半成品12的外表以进行压制,所述连接管道的两端分别与所述充气泵20和所述压制气囊19进行连接;
[0113]
其中,所述压力检测构件设置在所述压制气囊19的外周,以对所述压制气囊19与所述电池半成品12的外周的挤压力进行检测;
[0114]
所述压力检测构件包括若干个微型的压力检测件和限制凸起,所述限制凸起设置在所述压制气囊19与所述电池半成品12的接触位置处,并用于对各个所述压力检测件进行支撑;
[0115]
所述评估单元获取一个采样周期t中的第t次采样各个所述压力检测件测得的压力测量值measure
t
,并根据所述压力测量值measure
t
计算压制指数pressing:
[0116][0117]
式中,t为采样次数;
[0118]
根据压制指数pressing计算压制气囊的仍需充气量q:
[0119][0120]
式中,γ为转换系数,其值与压制气囊的压制力和充气量有关,是本领域技术人员熟知的,不再一一赘述,p0为电池半成品所能承受的固有压制指数值,其值根据加工的不同型号电池进行设定(该值根据压制的不同型号电池半成品由操作者根据加工工艺得出),s为所述压制气囊与所述电池半成品的接触面积,ki为所述压制气囊的调整因子,其值满足:
[0121][0122]
式中,f为所述压制气囊与所述电池半成品的接触刚度比例因子,其值根据压制气囊的特性决定,ui为电池半成品的对角线的长度,ki为压制气囊的体积模量,其值与压制气囊本身的特性有关,s为所述压制气囊与所述电池半成品的接触面积;
[0123]
所述评估单元将仍需充气量q传输至所述充气泵20中,并通过所述充气泵20对所述压制气囊19进行充气,以实现对所述电池半成品12进行压制;
[0124]
其中,设置在所述转动模块上的所述压制单元被构造为设置在所述容纳腔16内;设置在所述容纳腔16中的所述压制单元形成供所述电池半成品12放置的放置台,同时,所
述放置台处于初始状态时与所述承接台14平齐设置;
[0125]
另外,设置在所述抬升座5上的压制单元被构造为设置在抬升座5的存储腔中,其中,所述存储腔设置在所述抬升座5的下端面中;
[0126]
当所述电池半成品12被放置在所述容纳腔16中且所述转动板10转动到与所述抬升座上的压制单元对齐的位置时,即位于所述压制工位9上,通过设置在抬升座上的压制单元和设置在容纳腔16内的压制单元对所述电池半成品12的上、下两侧进行压制,促使电池中电池包装膜与电池内部极片、电解液之间间隙更紧密,以提升电池的能量密度和功率密度;
[0127]
在本实施例中,所述压制气囊19在充气泵20进行充气后,所述压制气囊19变形膨出,通过所述限位构件22对膨出的范围进行限制,促使所述压制气囊19对所述电池半成品12的压制能够被精准的限制在电池半成品12所在的范围中,促使所述压制气囊19与所述电池半成品12的接触位置产生均匀的作用力;
[0128]
其中,所述限位构件22包括一组第一限位轨道27、一组第二限位轨道23、一组第一限位座18、一组第二限位座21、一组第一限位杆17、一组第二限位杆24、一组第一限位驱动机构、一组第二限位驱动机构、以及若干个伸出检测件,各个伸出检测件分别对一组所述第一限位杆17、一组所述第二限位杆24的伸出长度进行检测;
[0129]
一组所述第一限位轨道27对称设置在所述压制气囊19的两侧,一组所述第二限位轨道23对称设置在所述压制气囊19的两侧,且第一限位轨道27与所述第二限位轨道23的轨道方向相互垂直;
[0130]
其中,一组第一限位座18分别设置在一组所述第一限位轨道27上,并与所述第一限位轨道27滑动连接,一组所述第二限位座21分别设置在一组所述第二限位轨道23上,并与所述第一限位轨道27滑动连接;
[0131]
所述第一限位杆17的一端与限位驱动机构驱动连接形成第一驱动部,所述第一限位杆17的另一端与所述第一限位座18连接,使得所述第一限位座18能沿着所述第一限位轨道27进行滑动,所述第一驱动部设置在所述抬升座5下端面的存储腔、以及所述转动板10的容纳腔16中;
[0132]
一组所述第二限位杆24的一端与限位驱动机构驱动连接形成第二驱动部,所述第二限位杆24的另一端与所述第二限位座21连接,使得所述第二限位座21能沿着所述第二限位轨道23进行滑动,所述第二驱动部分别设置在所述抬升座5下端面的存储腔、以及所述转动板10的容纳腔16中;
[0133]
同时,所述限位构件22还包括压力检测带26,所述压力检测带26用于对抬升座5与所述转动板10的接触力进行检测;
[0134]
特别的,所述压力检测带26分别设置在一组所述第一限位座18、一组所述第二限位座21上,且当所述抬升座5在抬升杆3的伸缩动作并靠近容纳腔16时,使得抬升座5上的一组所述第一限位座18、一组所述第二限位座21与转动板10上的容纳腔16中的一组所述第一限位座18、一组所述第二限位座21接触并达到压力阈值后,则实现对所述压制气囊19的限制,使所述压制气囊19膨出的方向能够被限制,以促使所述压制气囊19能完全作用在所述电池半成品12上;
[0135]
另外,当通过所述压制气囊19对所述电池半成品12进行压制的过程中,压制气囊
19产生的形变促使所述压制气囊19能与所述电池半成品12具有更大的接触面积且各个接触位置产生均匀的作用力,促使所述电池半成品12内部极片、电解液之间的间隙更加均匀、紧密,改善了电池的能量密度和功率密度;
[0136]
通过压制气囊19对所述电池半成品12进行压制,也有效的保护所述电池半成品12的表面质量,最大限度防止电池半成品12压制过程的破损,提升了产品生产的质量和合格率;
[0137]
另外,所述充气泵20根据仍需充气量q对压制气囊19进行充气,使得所述压制气囊19能够对所述电池半成品12进行精准的压制,也兼顾了对所述电池半成品12质量的有效防护;
[0138]
通过所述抬升模块对所述压制模块的压制高度进行调整,使得所述压制模块能对不同型号的所述电池半成品12进行压制,也兼顾了对所述电池半成品12表面质量的有效的防护。
[0139]
实施例二。
[0140]
本实施例应当理解为至少包含前述任一一个实施例的全部特征,并在其基础上进一步改进,根据图1、图2、图3、图4、图5、图6、图7、图8、图9和图10所示,还在于所述电芯加工生产系统还包括检测模块,所述检测模块用于对所述第一运输模块1上运输的电池半成品12大小进行检测,并将检测到的所述电池半成品12的大小数据传输至所述处理器中,并由所述处理器对所述电池半成品12的型号进行判别;
[0141]
所述检测模块与所述处理器控制连接,并基于所述处理器对所述检测模块进行集中控制;
[0142]
其中,所述检测模块设置在所述第一运输带的上方,以对运输的各个所述电池半成品12进行图像数据的采集;
[0143]
所述检测模块包括支撑杆、检测单元、以及分析单元,所述支撑杆用于对所述检测单元进行支撑,所述检测单元用于对所述第一运输带上运输的所述电池半成品12进行检测,以获取所述电池半成品12的图像数据,所述分析单元对所述检测单元所采集的图像数据进行分析,以实现配合所述处理器对所述电池半成品12型号进行判别;
[0144]
所述检测单元包括检测探头、数据存储器,所述数据存储被构造为对所述检测探头的图像数据进行存储,所述检测探头用于采集所述第一运输带上运输的所述电池半成品12的图像数据;
[0145]
所述分析单元对所述采集探头采集的图像数据进行处理,其中,所述处理包括灰度化和边缘提取,以获取所述电池半成品12的边缘点像素坐标w、x、y、z;
[0146]
同时,所述分析单元选取采集的电池半成品12图像上的一组边缘点像素坐标w(u1,v1),x(u2,v2),其中,一组边缘点坐标w(u1,v1),x(u2,v2)的连线需平行于所述电池半成品的运输方向,则一组边缘点坐标w(u1,v1),x(u2,v2)之间的距离为d1,其中,d1根据下式进行计算:
[0147][0148]
选取采集的电池半成品12图像上一组边缘点像素坐标y(u3,v3),z(u4,v4),其中,一组边缘点像素坐标y(u3,v3),z(u4,v4)的连线需垂直于所述电池半成品的运输方向,则一
组边缘点像素坐标y(u3,v3),z(u4,v4)之间的距离为d2,其中,d2根据下式进行计算:
[0149][0150]
所述分析单元根据d1和d2计算所述电池半成品的面积指数zoom:
[0151]
zoom=d1·
d2[0152]
所述分析单元根据所述面积指数zoom匹配对应的电池型号,并将电池型号的数据传输至处理器中,并通过所述处理器控制限位构件的限制范围,促使压制气囊的膨出位置能够被限制,实现对所述电池半成品的精准压制;
[0153]
值得注意的是,所述面积指数s与对应的电池型号的数据已经预置在处理器的存储单元中;
[0154]
通过所述检测模块与压制模块的配合,促使所述压制模块根据所述检测模块的数据对电池半成品的压制范围进行限制,以提升对所述电池半成品的压制效果,也进一步的提升整个系统的生产效率和生产的质量。
[0155]
以上所公开的内容仅为本发明的优选可行实施例,并非因此局限本发明的保护范围,所以凡是运用本发明说明书及附图内容所做的等效技术变化,均包含于本发明的保护范围内,此外,随着技术发展其中的元素可以更新的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1