一种按钮开关组件装配装置的制作方法
1.本发明涉及按钮开关组装技术领域,特别涉及一种按钮开关组件装配装置。
背景技术:
2.按钮开关是一种主令电器,是一种用人体某一部分施加力而操作,具有弹簧储能复位的控制开关。按钮开关可以完成启动、停止、正反转、变速以及互锁等基本控制,一般由按钮帽、拉簧、动片、静片、支柱连杆、底座及外壳等部分组成。在组装过程中,需要先将两个动片分别装到拉簧上,再将上述组装好的组件一起装到底座上。现有的安装方法都是采用人工来实现,生产成本高,装配质量不可控,容易产生报废品,生产效率低。
技术实现要素:
3.针对背景技术中所存在的技术问题,本发明的目的在于提供一种生产效率高且装配质量稳定可靠的按钮开关组件装配装置。
4.为了实现上述目的,本发明采用的技术方案如下:
5.一种按钮开关组件装配装置,包括搬运机构、拉簧上料机构、动片装配机构和底座装配机构,所述的拉簧上料机构设在所述动片装配机构侧边,所述的动片装配机构和底座装配机构沿着所述搬运机构的搬运方向依次设置。所述的搬运机构包括移动模组、安装在所述移动模组上并用于将拉簧上料机构上的拉簧抓取至所述动片装配机构以及将动片装配机构上组装好的动片组抓取至所述底座装配机构上的第一抓取机构,以及安装在所述移动模组上并用于将装配好的组件下料的第二抓取机构。所述动片装配机构的侧边设有动片振动盘以及用于将动片振动盘输送出的动片抓取至动片装配机构上的动片抓取机构。所述底座装配机构的侧边设有底座振动盘以及用于将底座振动盘上输送出的底座抓取至底座装配机构上的底座抓取机构。
6.进一步地,所述的动片装配机构包括支撑底座、设在所述支撑底座顶部中心处的拉簧固定组件以及设在所述拉簧固定组件外侧并呈中心对称分布的两组动片装入组件。所述的动片装入组件包括固定在所述支撑底座顶部的弧形导轨、滑动安装在所述弧形导轨上的滑块、固定在所述滑块上的第一连接座、固定在所述第一连接座上的滑台气缸、安装在所述滑台气缸上的第二连接座、固定在所述第二连接座上并用于夹取动片的动片气动手指、固定在所述弧形导轨一端的限位块、固定在所述弧形导轨另一端的l型限位座、固定在所述支撑底座顶部并位于所述l型限位座下方的气缸座以及两端分别与所述l型限位座及气缸座相铰接的伸缩气缸。所述伸缩气缸的伸缩杆穿过所述l型限位座且末端与所述第一连接座相连。
7.进一步地,所述的底座装配机构包括支撑座、设在所述支撑座顶部前侧的前后移动组件、安装在所述前后移动组件上的托架、安装在所述托架上并可沿水平轴线旋转的u型旋转座、设在所述托架侧边并用于驱动所述u型旋转座旋转的驱动气缸、固定在所述u型旋转座顶部并用于夹紧底座的气动手指、设在所述支撑座顶部后侧的两组横移组件、分别与
两组横移组件相连的两组夹紧送料组件、设在所述驱动气缸侧边的不良品下料轨道以及设在所述不良品下料轨道下方的不良品收集料盒。所述的夹紧送料组件包括与所述横移组件相连的托板、固定在所述托板末端的支撑托块、固定在所述支撑托块顶部并用于横向夹紧的横向手指气缸、固定在所述托板顶部中间位置的横向导轨气缸、与所述横向导轨气缸相连的连接块以及固定在所述连接块上并用于纵向夹紧的纵向手指气缸。
8.进一步地,所述的底座抓取机构包括第一支撑柱组、固定在所述第一支撑柱组上部的第一承载座、水平固定在所述第一承载座上的第一滑轨、滑动安装在所述第一滑轨上的第一滑块、固定在所述第一滑块上的第二承载座、固定在所述第一承载座侧边并用于驱动所述第二承载座移动的直线气缸、竖直固定在所述第二承载座上的第二滑轨、滑动安装在所述第二滑轨上的第二滑块、固定在所述第二滑块上的第三承载座、固定在所述第二承载座侧边并用于驱动所述第三承载座移动的气动滑台以及固定在所述第三承载座底部并用于抓取底座的底座气动手指。
9.进一步地,所述的拉簧上料机构包括拉簧振动盘、设在所述拉簧振动盘出料侧的拉簧旋转组件以及设在所述拉簧旋转组件侧边的拉簧送料组件。所述的拉簧旋转组件包括第一承托座、固定在所述第一承托座顶部的导轨、滑动安装在所述导轨上的导向块、固定在所述导向块顶部的第二承托座、固定在所述第一承托座侧边并用于驱动所述第二承托座移动的滑台、固定在所述第二承托座顶部的旋转气缸以及与所述旋转气缸相连并用于从拉簧振动盘输出端抓取拉簧的第一手指气缸。所述的拉簧送料组件包括第二支撑柱组、固定在所述第二支撑柱组上部的横向移动组件、与所述横向移动组件相连的第一支座、安装在所述第一支座上的第一纵向移动组件、与所述第一纵向移动组件相连的第二支座、安装在所述第二支座上的第二纵向移动组件、与所述第二纵向移动组件相连的第三承托座以及固定在所述第三承托座上并用于从第一手指气缸上抓取拉簧的第二手指气缸。
10.进一步地,所述的动片抓取机构包括设在所述动片振动盘出料侧的动片旋转组件、设在所述动片旋转组件侧边的动片中转座,以及用于将动片振动盘出料端的动片抓取至所述动片旋转组件上并将所述动片旋转组件上旋转完成的动片抓取至所述动片中转座上的动片送料组件。所述的动片旋转组件包括旋转驱动组件、与所述旋转驱动组件相连的旋转座以及固定在所述旋转座上并用于夹取动片的气动夹爪。所述的动片送料组件包括支撑架、固定在所述支撑架上部的水平移动组件、与所述水平移动组件相连的第一承载板、安装在所述第一承载板上的竖直移动组件、与所述竖直移动组件相连的第二承载板以及安装在所述第二承载板两侧的两气动夹指。
11.进一步地,所述的第一抓取机构包括安装在所述移动模组上的第一承托板、滑动安装在所述第一承托板上的第一竖向移动组件、固定在所述第一承托板顶部并用于驱动所述第一竖向移动组件的第一气缸、固定在所述第一竖向移动组件底部的第二承托板、安装在所述第二承托板上的导杆气缸、与所述导杆气缸相连的第三承托板以及固定在所述第三承托板侧边的第一平行夹紧气缸。
12.进一步地,所述的第二抓取机构包括安装在所述移动模组上的第一支撑板、滑动安装在所述第一支撑板上的第二竖向移动组件、固定在所述第一支撑板顶部并用于驱动所述第二竖向移动组件的第二气缸、固定在所述第二竖向移动组件两侧的第二支撑板和第三支撑板、安装在所述第二支撑板内侧的横移气缸、与所述横移气缸相连的第四支撑板、固定
在所述第四支撑板上的第二平行夹紧气缸以及固定在所述第三支撑板内侧的第三平行夹紧气缸。
13.本发明具有如下有益效果:提供一种按钮开关组件装配装置,通过搬运机构、拉簧上料机构、动片装配机构和底座装配机构之间的相互配合,实现了按钮开关组件的全程自动化装配,设备结构紧凑,操作简单,相比于现有的人工组装方式,本装置具有生产效率高、运行安全可靠、装配质量稳定、生产成本低等优点,适于推广使用。
附图说明
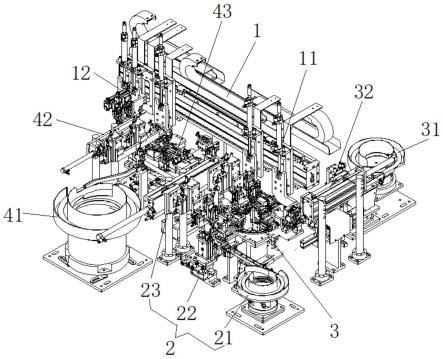
14.图1为本发明的立体结构示意图。
15.图2为动片装配机构的俯视示意图。
16.图3为动片装配机构的立体结构示意图。
17.图4为底座装配机构的立体结构示意图。
18.图5为底座装配机构另一角度的立体结构示意图。
19.图6为底座抓取机构的立体结构示意图。
20.图7为拉簧上料机构的立体结构示意图。
21.图8为动片抓取机构的立体结构示意图。
22.图9为搬运机构的立体结构示意图。
23.图10为动片的结构示意图。
24.图11为拉簧与动片组装后的主视示意图。
25.图12为拉簧与动片组装后的侧视示意图。
26.图13为底座的结构示意图。
27.图14为按钮开关组件的结构示意图。
28.主要组件符号说明:1、搬运机构;10、移动模组;11、第一抓取机构;111、第一承托板;112、第一竖向移动组件;113、第一气缸;114、第二承托板;115、导杆气缸;116、第三承托板;117、第一平行夹紧气缸;12、第二抓取机构;121、第一支撑板;122、第二竖向移动组件;123、第二气缸;124、第二支撑板;125、第三支撑板;126、横移气缸;127、第四支撑板;128、第二平行夹紧气缸;129、第三平行夹紧气缸;2、拉簧上料机构;21、拉簧振动盘;22、拉簧旋转组件;221、第一承托座;222、导轨;223、导向块;224、第二承托座;225、滑台;226、旋转气缸;227、第一手指气缸;23、拉簧送料组件;231、第二支撑柱组;232、横向移动组件;233、第一支座;234、第一纵向移动组件;235、第二支座;236、第二纵向移动组件;237、第三承托座;238、第二手指气缸;3、动片装配机构;301、支撑底座;302、拉簧固定组件;303、弧形导轨;304、滑块;305、第一连接座;306、滑台气缸;307、第二连接座;308、动片气动手指;309、限位块;310、l型限位座;311、气缸座;312、伸缩气缸;31、动片振动盘;32、动片抓取机构;321、动片旋转组件;3211、旋转驱动组件;3212、旋转座;3213、气动夹爪;322、动片中转座;323、动片送料组件;3231、支撑架;3232、水平移动组件;3233、第一承载板;3234、竖直移动组件;3235、第二承载板;3236、气动手指;4、底座装配机构;401、支撑座;402、前后移动组件;403、托架;404、u型旋转座;405、驱动气缸;406、气动手指;407、横移组件;408、夹紧送料组件;409、不良品下料轨道;410、不良品收集料盒;411、托板;412、支撑托块;413、手指气缸;414、横向导轨气缸;415、连接块;416、纵向手指气缸;41、底座振动盘;42、底座抓取机构;421、第
一支撑柱组;422、第一承载座;423、第一滑轨;424、第一滑块;425、第二承载座;426、直线气缸;427、第二滑轨;428、第二滑块;429、第三承载座;4210、气动滑台;4211、底座气动手指;5、拉簧;6、动片;7、底座。
具体实施方式
29.下面结合附图和具体实施方式,对本发明做进一步说明。
30.如图1-14所示,一种按钮开关组件装配装置,包括搬运机构1、拉簧上料机构2、动片装配机构3和底座装配机构4。拉簧上料机构2设在动片装配机构3侧边,动片装配机构3和底座装配机构4沿着搬运机构1的搬运方向依次设置。搬运机构1包括移动模组10、安装在移动模组10上并用于将拉簧上料机构2上的拉簧5抓取至动片装配机构3以及将动片装配机构3上组装好的动片组抓取至底座装配机构4上的第一抓取机构11,以及安装在移动模组10上并用于将装配好的组件下料的第二抓取机构12。动片装配机构3的侧边设有动片振动盘31以及用于将动片振动盘31输送出的动片6抓取至动片装配机构3上的动片抓取机构32。底座装配机构4的侧边设有底座振动盘41以及用于将底座振动盘41上输送出的底座7抓取至底座装配机构4上的底座抓取机构42。
31.动片装配机构3包括支撑底座301、设在支撑底座301顶部中心处的拉簧固定组件302以及设在拉簧固定组件302外侧并呈中心对称分布的两组动片装入组件。动片装入组件包括固定在支撑底座301顶部的弧形导轨303、滑动安装在弧形导轨303上的滑块304、固定在滑块304上的第一连接座305、固定在第一连接座305上的滑台气缸306、安装在滑台气缸306上的第二连接座307、固定在第二连接座307上并用于夹取动片6的动片气动手指308、固定在弧形导轨303一端的限位块309、固定在弧形导轨303另一端的l型限位座310、固定在支撑底座301顶部并位于l型限位座310下方的气缸座311以及两端分别与l型限位座310及气缸座311相铰接的伸缩气缸312。伸缩气缸312的伸缩杆穿过l型限位座310且末端与第一连接座305相连。
32.底座装配机构4包括支撑座401、设在支撑座401顶部前侧的前后移动组件402、安装在前后移动组件402上的托架403、安装在托架403上并可沿水平轴线旋转的u型旋转座404、设在托架403侧边并用于驱动u型旋转座404旋转的驱动气缸405、固定在u型旋转座404顶部并用于夹紧底座7的气动手指406、设在支撑座401顶部后侧的两组横移组件407、分别与两组横移组件407相连的两组夹紧送料组件408、设在驱动气缸405侧边的不良品下料轨道409以及设在不良品下料轨道409下方的不良品收集料盒410。夹紧送料组件408包括与横移组件407相连的托板411、固定在托板411末端的支撑托块412、固定在支撑托块412顶部并用于横向夹紧的横向手指气缸413、固定在托板411顶部中间位置的横向导轨气缸414、与横向导轨气缸414相连的连接块415以及固定在连接块415上并用于纵向夹紧的纵向手指气缸416。
33.底座抓取机构42包括第一支撑柱组421、固定在第一支撑柱组421上部的第一承载座422、水平固定在第一承载座422上的第一滑轨423、滑动安装在第一滑轨423上的第一滑块424、固定在第一滑块424上的第二承载座425、固定在第一承载座422侧边并用于驱动第二承载座425移动的直线气缸426、竖直固定在第二承载座425上的第二滑轨427、滑动安装在第二滑轨427上的第二滑块428、固定在第二滑块428上的第三承载座429、固定在第二承
载座425侧边并用于驱动第三承载座429移动的气动滑台4210以及固定在第三承载座429底部并用于抓取底座7的底座气动手指4211。
34.拉簧上料机构2包括拉簧振动盘21、设在拉簧振动盘21出料侧的拉簧旋转组件22以及设在拉簧旋转组件22侧边的拉簧送料组件23。拉簧旋转组件22包括第一承托座221、固定在第一承托座221顶部的导轨222、滑动安装在导轨222上的导向块223、固定在导向块223顶部的第二承托座224、固定在第一承托座221侧边并用于驱动第二承托座224移动的滑台225、固定在第二承托座224顶部的旋转气缸226以及与旋转气缸226相连并用于从拉簧振动盘21输出端抓取拉簧5的第一手指气缸227。拉簧送料组件23包括第二支撑柱组231、固定在第二支撑柱组231上部的横向移动组件232、与横向移动组件232相连的第一支座233、安装在第一支座233上的第一纵向移动组件234、与第一纵向移动组件234相连的第二支座235、安装在第二支座235上的第二纵向移动组件236、与第二纵向移动组件236相连的第三承托座237以及固定在第三承托座237上并用于从第一手指气缸227上抓取拉簧的第二手指气缸238。
35.动片抓取机构32包括设在动片振动盘31出料侧的动片旋转组件321、设在动片旋转组件侧321边的动片中转座322,以及用于将动片振动盘31出料端的动片6抓取至动片旋转组件321上并将动片旋转组件321上旋转完成的动片6抓取至动片中转座322上的动片送料组件323。动片旋转组件321包括旋转驱动组件3211、与旋转驱动组件3211相连的旋转座3212以及固定在旋转座3212上并用于夹取动片6的气动夹爪3213。动片送料组件323包括支撑架3231、固定在支撑架3231上部的水平移动组件3232、与水平移动组件3232相连的第一承载板3233、安装在第一承载板3233上的竖直移动组件3234、与竖直移动组件3234相连的第二承载板3235以及安装在第二承载板3235两侧的两气动夹指3236。
36.第一抓取机构11包括安装在移动模组10上的第一承托板111、滑动安装在第一承托板111上的第一竖向移动组件112、固定在第一承托板111顶部并用于驱动第一竖向移动组件112的第一气缸113、固定在第一竖向移动组件112底部的第二承托板114、安装在第二承托板114上的导杆气缸115、与导杆气缸115相连的第三承托板116以及固定在第三承托板116侧边的第一平行夹紧气缸117。
37.第二抓取机构12包括安装在移动模组10上的第一支撑板121、滑动安装在第一支撑板121上的第二竖向移动组件122、固定在第一支撑板121顶部并用于驱动第二竖向移动组件122的第二气缸123、固定在第二竖向移动组件122两侧的第二支撑板124和第三支撑板125、安装在第二支撑板124内侧的横移气缸126、与横移气缸126相连的第四支撑板127、固定在第四支撑板127上的第二平行夹紧气缸128以及固定在第三支撑板125内侧的第三平行夹紧气缸129。
38.本发明的工作原理为:拉簧旋转组件22将拉簧振动盘21振动出的拉簧5旋转90
°
,拉簧送料组件23将旋转完成的拉簧5抓取到过渡工装上,再由搬运机构1的第一抓取机构11送至动片装配机构3的拉簧固定组件320上;动片送料组件323将动片振动盘31振动出的动片6抓取至动片旋转组件321上,动片旋转组件321将动片6旋转一定的角度后,再由动片送料组件323将旋转完成的动片6送至动片中转座322上,最后再由动片送料组件323将动片中转座322上的动片6上料到动片装配机构3上;动片装配机构3动作,通过两组动片装入组件分别将两个动片6装到拉簧5的两侧,装完后的产品如图11所示;底座抓取机构42将底座振
动盘41输出的底座7抓取至底座装配机构4的气动手指406上并夹紧,搬运机构1的第一抓取机构11将组装后的拉簧动片组合抓取至底座7侧边,驱动气缸405驱动u型旋转座404旋转,使得底座7上供动片6穿过的通孔旋转90
°
(不然动片6会与底座7上的通孔相干涉),在两组夹紧送料组件408的配合下,拉簧动片组合穿过底座7上的通孔,穿过后,u型旋转座404复位,再由两组夹紧送料组件408分别将拉簧5两端的两动片6分别向外拉开,最终使得两动片的两触角分别插到底座7两侧的插孔内;上述装配动作完成后,由搬运机构1的第二抓取机构进行下料,如若出现不良品,则将不良品丢入不良品下料轨道409中并滑落到不良品收集料盒410内。
39.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1