一种金属壳电池安全阀结构的制作方法
1.本发明涉及储能领域,更具体地说,它涉及一种金属壳电池安全阀结构。
背景技术:
2.防爆阀是金属壳电池顶盖组件中重要组成部分,防爆阀阀片通过激光焊接连接在顶盖组件上。当金属壳电池内部产生大量气体,气压达到开阀压力时,防爆阀开阀,释放压力,起到安全防护作用。
3.金属壳电池安全阀在相关安全测试后开阀,或者在金属壳电池的制程中被磕碰,意外开阀,均会破坏金属壳电池顶盖组件上原有的防爆阀,进而造成金属壳电池顶盖组件甚至整个金属壳电池的报废。
4.这会造成相当的浪费。本技术旨在针对生产和测试过程中,由于测试和磕碰导致的防爆阀失效情况,提出一种金属壳电池安全阀结构,用此安全阀焊接固定覆盖原有阀体,并避免此类报废不良。
5.中国专利公告号cn215008494u,名称为二次锂电池顶盖的防爆阀结构,该申请案公开了二次锂电池顶盖的防爆阀结构,包括顶盖板、绝缘支架、防护罩、第一固定件和第二固定件,所述顶盖板的中部开设有防爆阀透气孔,且所述防爆阀透气孔的内部安装有防爆阀,所述防爆阀通过激光点焊固定在防爆阀透气孔的底部,所述绝缘支架通过定位柱安装在顶盖板的底部,所述第一固定件内侧注塑成型有呈v型的第一固定支架,所述第一拉扣与顶盖板上设置的倒锥孔相配合。在意外破损防爆阀后,上述方案的顶盖组件或电池均需要进行报废,影响良率。
技术实现要素:
6.本发明克服了现有的金属壳电池的防爆阀在生产过程中由于测试或磕碰情况下损毁会导致整个金属壳上盖随同报废的不足,提供了一种金属壳电池安全阀结构,通过将该安全阀覆盖至原有阀体,可以避免电芯因安全阀受损导致的报废不良,减少材料浪费。
7.为了解决上述技术问题,本发明采用以下技术方案:一种金属壳电池安全阀结构,包括固定连接在金属壳电池顶盖上的压块,压块盖装在顶盖的防爆阀上,压块设有槽腔,顶盖贴合槽腔的开放面,压块上设有连通槽腔的泄压孔,压块的内壁面固定连接有阀片,压块的外壁面设有膜片,阀片与膜片分别封闭在泄压孔的两端,阀片在预设压力下破损使电池内部与大气压连通。
8.槽腔受到顶盖的封闭,形成一个封闭的腔室。该封闭腔室用于容纳电池内部气压变化带动原有防爆阀形变伸出顶盖以外的部分,保持出气气道的通畅。阀片上具有刻痕,在预设气压下破裂形成出气气道。出气气道包括顶盖上的防爆阀作为进气孔,槽腔形成的腔室作为气道,泄压孔作为出气孔。其中膜片的强度较低,仅用于保持槽腔的密封性,避免在加液的过程中,电解液流到阀片上影响阀片性能。通过上述结构,在防爆阀以外新设了与防爆阀既有功能相近的安全阀,拯救了原本预计作为废品的防爆阀失效顶盖和电池。减少了
此类材料浪费,提高了产品的良率。
9.作为优选,阀片在安装位置弯曲且向顶盖方向凸出。本技术选用具有弹性的阀片,并使阀片在安装时向顶盖方向凸出,此时阀片具有第一刚度;当电池内部热失控,气压增大,对阀片做工,阀片的外缘与压块固定连接,内缘产生形变,背向顶盖方向凸出,此时阀片具有第二刚度,第一刚度大于第二刚度。通过上述结构,可以为阀片设置更深的刻度,从而让阀片在破裂时破裂的更为彻底,让安全阀对应的开口更大,从而减小阻力,更快减压。
10.作为优选,阀片上设有引导阀片破损的刻痕,刻纹位于阀片远离顶盖一面。刻痕是在阀片处于平片状态下雕刻的,当阀片背向顶盖方向凸出时,刻痕的横截面外大内小,呈倒三角,这样的结构更利于阀片沿刻痕撕裂,降低撕裂难度。
11.作为优选,盖板上设有极柱,沿着极柱的轴向方向,压块的高度较极柱顶部到盖板表面的距离更小。上述结构使得外挂式的安全阀结构具有更好的兼容性。
12.作为优选,压块还盖装在顶盖的注液孔上。注液孔也连通至槽腔形成的腔室中。
13.作为优选,压块与顶盖之间设有密封件。密封件提高了密封性能,避免外界通过压块与顶盖之间的间隙进入到电池内部。
14.作为优选,压块的内壁面向顶盖伸出有密封条,密封条定位密封件。上述结构通过密封条对密封件进行定位,使得密封件受压缩的处于压块和顶盖之间,避免密封件松动失去密封效果。
15.作为优选,密封件的横截面呈u字形,密封件设有插入开口,密封条插装在插入开口中且与密封件紧配合。密封条对密封件进行压装以及三个方向的摩擦,限制密封件的位置,保证密封件不失位。
16.作为优选,密封件的横截面呈环状,密封条和压块的外缘以及顶盖之间围合成密封腔体,密封件紧贴合密封腔体的内壁面。上述结构提供了另一种可行的密封定位方案,保证了密封件不失位。
17.作为优选,压块靠近顶盖的一端向外延伸形成有焊接台阶边,焊接台阶边固定连接顶盖。通过在焊接台阶边的顶面进行焊接,将压块与顶盖焊接固定。
18.与现有技术相比,本发明的有益效果是:(1)对于与防爆阀已经完成安装的电池顶盖或甚至已经与电池电芯完成安装的电池来说,防爆阀已经失效的电池只能做废品处理,通过装设本安全阀,可以在不丧失兼容性的前提下使得这些电池顶盖和电池仍然有效,从而有效的提高了产品的良率;(2)在注液过程中,电解液会在顶盖的光板上流动,现有的与顶盖平齐的防爆阀易受到电解液的侵蚀而失效,本技术的安全阀表面高出顶盖表面,不易受到电解液的侵蚀;(3)也可以避免在电芯膨胀挤压原有防爆阀,影响防爆功能。
附图说明
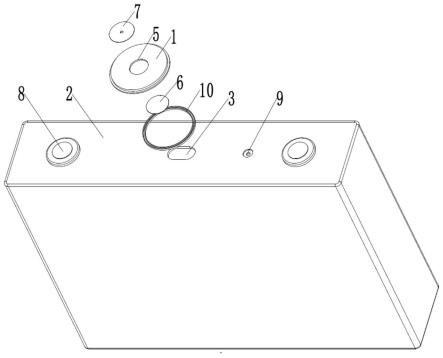
19.图1是本发明的主视图;图2是本发明的爆炸图;图3是本发明一实施例的剖面图;图4是本发明另一实施例的剖面图;图5是本发明一实施例的局部放大图;
图6是本发明另一实施例的局部放大图;图7是本发明又以一实施例的剖面图;图8是图7对应实施例屈曲后的示意图。
20.图中:压块1、顶盖2、防爆阀3、槽腔4、泄压孔5、阀片6、膜片7、极柱8、注液孔9、密封件10、密封条11、焊接台阶边12、预破刃13。
具体实施方式
21.下面结合附图与实施例对本公开作进一步说明。
22.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
23.实施例:一种金属壳电池安全阀结构,如图2、3所示,包括固定连接在金属壳电池顶盖2上的压块1,压块1盖装在顶盖2的防爆阀3上,压块1设有槽腔4,顶盖2贴合槽腔4的开放面。以压块1居于顶盖2上方为参考性,槽腔4位于压块1的底部,槽腔4的开口面向顶盖2,在压块1固定连接顶盖2的基础上,槽腔4受到顶盖2的封闭,从而形成了一个封闭的腔室,防爆阀3产生的通孔完全位于腔室之中,使得电池内部的空间与腔室连通且不与大气压连通。在此基础上,压块1上设有连通槽腔4的泄压孔5,压块1的内壁面固定连接有阀片6,压块1的外壁面设有膜片7,阀片6与膜片7分别封闭在泄压孔5的孔道两端。阀片6上具有深度适宜的刻痕,阀片6在预设压力下破损使电池内部与大气压连通。阀片6采用激光焊接的方式在其外缘固定连接压块1。膜片7采用粘结的方式连接压块1,其破损需要的压力或压强小于阀片6破损的力。
24.如图1所示,盖板上设有极柱8,沿着极柱8的轴向方向,压块1的高度较极柱8顶部到盖板表面的距离更小。上述结构使得外挂式的安全阀结构具有更好的兼容性。
25.如图4所示,在一些实施例中,压块1还盖装在顶盖2的注液孔9上。注液孔9也连通至槽腔4形成的腔室中。压块1对应的腔室在与外界大气压不连通的基础上与防爆阀3对应的孔以及注液孔9连通。
26.槽腔4受到顶盖2的封闭,形成一个封闭的腔室。该封闭腔室用于容纳电池内部气压变化带动原有防爆阀3形变伸出顶盖2以外的部分,保持出气气道的通畅。阀片6上具有刻痕,在预设气压下破裂形成出气气道。出气气道包括顶盖2上的防爆阀3作为进气孔,槽腔4形成的腔室作为气道,泄压孔5作为出气孔。其中膜片7的强度较低,仅用于保持槽腔4的密封性,避免在加液的过程中,电解液流到阀片6上影响阀片6性能。通过上述结构,在防爆阀3以外新设了与防爆阀3既有功能相近的安全阀,拯救了原本预计作为废品的防爆阀3失效顶盖2和电池。减少了此类材料浪费,提高了产品的良率。
27.如图5、6所示,腔室与外界大气压的切断是这样保证的:压块1与顶盖2之间设有密封件10。密封件10提高了密封性能,避免外界通过压块1与顶盖2之间的间隙进入到电池内部。密封件10在一些实施例中为o形圈。压块1的内壁面向顶盖2伸出有密封条11,密封条11定位密封件10。上述结构通过密封条11对密封件10进行定位,使得密封件10受压缩的处于
压块1和顶盖2之间,避免密封件10松动失去密封效果。在一些实施例中,密封件10的横截面呈u字形,密封件10设有插入开口,密封条11插装在插入开口中且与密封件10紧配合。密封条11对密封件10进行压装以及三个方向的摩擦,限制密封件10的位置,保证密封件10不失位。在另一些实施例中,密封件10的横截面呈环状,密封条11和压块1的外缘以及顶盖2之间围合成密封腔体,密封件10紧贴合密封腔体的内壁面。上述结构提供了另一种可行的密封定位方案,保证了密封件10不失位。
28.如图5、6所示,压块1与金属顶盖2的固定连接的形式在一些实施例中为焊接,具体的,采用激光焊接的方式。为匹配激光焊接,压块1靠近顶盖2的一端向外延伸形成有焊接台阶边12,焊接台阶边12固定连接顶盖2。通过在焊接台阶边12的顶面进行焊接,将压块1与顶盖2焊接固定。
29.如图7所示,在一些实施例中,阀片在安装位置弯曲且向顶盖2方向凸出。本技术选用具有弹性的阀片,并使阀片在安装时向顶盖2方向凸出,此时阀片具有第一刚度;当电池内部热失控,气压增大,对阀片做工,阀片的外缘与压块1固定连接,内缘产生形变,背向顶盖2方向凸出,参图8所示,此时阀片具有第二刚度,第一刚度大于第二刚度,在第二刚度下的阀片破裂使得电池内外连通。通过上述结构,可以为阀片设置更深的刻度,从而让阀片在破裂时破裂的更为彻底,让安全阀对应的开口更大,从而减小阻力,更快减压。当向顶盖2方向凸出的阀片受到压力,变形凸出方向,阀片由较强的第一刚度转为较弱的第二刚度。在一些优选的实施例中,阀片上设有引导阀片破损的刻痕,刻纹位于阀片远离顶盖2一面。刻痕是在阀片处于平片状态下雕刻的,当阀片背向顶盖2方向凸出时,刻痕的横截面外大内小,呈倒三角,这样的结构更利于阀片沿刻痕撕裂,降低撕裂难度。在一些实施例中,阀片屈曲从对应第一刚度的状态至第二刚度的状态的临界点的压力大于在第二刚度下阀片破裂的压力,于是当阀片屈曲的同时进行破裂。
30.为了更进一步的在阀片破碎时,扩大阀片沿刻痕产生裂片,在压块1上设置预破刃13,预破刃13设置在对应阀片刻痕位置。当阀片向顶盖2方向凸出状态时,预破刃13与阀片不接触,当阀片凸出方向反转,预破刃13接触阀片,沿着刻痕的方向破坏阀片,此时阀片在压力最大中的中心位置即刻痕交错位置以及刻痕靠近外缘位置均具有破裂口,如此沿刻痕产生的撕裂会更大,进一步的降低排气阻力。
31.以上所述的实施例只是本发明的较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1