电机碳刷的装配设备及其控制方法与流程
1.本发明涉及一种电机碳刷的装配设备。
背景技术:
2.用于电机的碳刷组件如图3所示,由碳刷51、碳刷架5、软电线52和压簧4组成,如果用手装入压簧4,用镊子压住压簧4,最后用尖嘴钳折碳刷架5的封口片55,且此动作要重复4次才能完成一个产品,费时费力,每个产品耗时40秒,在工厂大规模生产时,显著增加了成本,生产效率大幅下降。
技术实现要素:
3.本发明根据以上不足,提供了一种电机碳刷的装配设备,能被有效提高装配速度,大幅降低成本。
4.本发明的技术方案是:一种电机碳刷的装配设备,包括:底座;碳刷座,其与底座固定,碳刷座能固定插入碳刷的碳刷架,碳刷经软电线引出;径向滑轨,其与底座固定;径向滑座,其安装在径向滑轨上,仅能沿着径向滑轨滑动,径向滑座上开设有平行设置的第一切线滑槽和第二切线滑槽;左夹持块,呈l型,l型的底边设置有左夹持直齿和左夹持滑轨,左夹持滑轨仅能沿着第一切线滑槽滑动,l型的顶部设置有左凸块;右夹持块,呈l型,l型的底边设置有右夹持直齿和右夹持滑轨,右夹持滑轨仅能沿着第二切线滑槽滑动,l型的顶部设置有右凸块;齿轮,其中心轴与径向滑座固定,齿轮位于左夹持直齿和右夹持直齿之间且与左夹持直齿和右夹持直齿啮合;第一驱动装置,其能驱动径向滑座沿着径向滑轨来回移动;第二驱动装置,其能驱动左夹持块沿着第一切线滑槽来回滑动,或者,驱动右夹持块沿着第二切线滑槽来回滑动;顶针,其一端与所述的径向滑座固定,另一端悬空,悬空端能套入碳刷部件的压簧;控制器,其分别电连接所述的第一驱动装置和第二驱动装置,顶针能带动压簧插入碳刷架,左凸块和右凸块能将碳刷架的封口片朝向碳刷架的中心轴方向弯折,从而能将压簧固定在碳刷架内。
5.作为优选,所述第一驱动装置为第一气缸,第一气缸的缸体与底座固定,第一气缸的连杆与径向滑座固定,第一气缸的进气口和出气口经第一电磁阀的气路连通气泵,第一电磁阀电连接所述的控制器;所述第二驱动装置为第二气缸,第二气缸的缸体与径向滑座
固定,第二气缸的连杆与左夹持块或右夹持块固定,第二气缸的进气口和出气口经第二电磁阀的气路连通所述的气泵,第二电磁阀电连接所述的控制器。
6.作为优选,所述第一切线滑槽设置有两根,相应地,所述的左夹持滑轨设置有两根;所述第二切线滑槽设置有两根,相应地,所述的右夹持滑轨设置有两根。
7.作为优选,所述顶针的中部设置有限位块,该限位块能对压簧进行限位,限位块为凸块。
8.作为优选,所述碳刷座上开设有两只孔,碳刷架的两只翻边能分别插入该两只孔。
9.作为优选,所述的左凸块和右凸块为锥形块。
10.作为优选,所述的装配设备设置有四套,四套装配设备共用一只所述的控制器,四只碳刷架按十字型排列,固定在同一只碳刷座上。
11.作为优选,所述的控制器包括操控台,操控台上设置有操控开关,操控开关通常有两只,电路上串联,需要两只手分别按,确保安全。
12.作为优选,所述的碳刷架开设有两只对称的长槽和t字形槽,所述的软电线从其中一个长槽伸出,软电线穿入碳刷孔电连接,所述的封口片紧靠t字形槽。
13.一种电机碳刷的装配设备的控制方法,按如下步骤:s1. 人工将安装有碳刷和软电线的碳刷架的两只翻边插入碳刷座的两只孔;s2. 人工将压簧套入顶针;s3. 启动操控台的双操控开关;s4. 第一气缸的连杆伸出将压簧和顶针插入碳刷架且停留3-5秒,第二气缸的连杆伸出将封口片弯折,将压簧固定在碳刷架内;s5. 第一气缸和第二气缸的连杆复位,完成装配,等待下一个装配周期。
14.本发明与现有技术相比较,装配速度明显提升,员工只需将碳刷架放入碳刷座,把4个压簧依次放入顶针后,双手启动开关,装配设备自动完成压簧装入和封口片折弯等动作,效率可提高到15钞/只。
15.本发明具有成本低、安全可靠、装配方便、工作效率高的有益效果。
附图说明
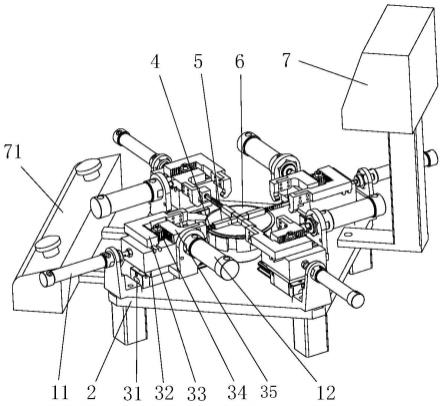
16.图1为本发明的整体结构示意图。
17.图2为本发明的内部结构示意图。
18.图3为本发明的碳刷相关的结构示意图。
19.图4为本发明的碳刷架的左夹持块相关的结构示意图。
具体实施方式
20.现结合附图对本发明作进一步的说明:如图1-4所示,一种电机碳刷的装配设备,包括:底座2;碳刷座6,其与底座2固定,碳刷座6能固定插入碳刷51的碳刷架5,碳刷51经软电线52引出;径向滑轨31,其与底座2固定;
径向滑座32,其安装在径向滑轨31上,仅能沿着径向滑轨31滑动,径向滑座32上开设有平行设置的第一切线滑槽322和第二切线滑槽323;左夹持块33,呈l型,l型的底边设置有左夹持直齿和左夹持滑轨,左夹持滑轨仅能沿着第一切线滑槽322滑动,l型的顶部设置有左凸块331;右夹持块35,呈l型,l型的底边设置有右夹持直齿和右夹持滑轨,右夹持滑轨仅能沿着第二切线滑槽323滑动,l型的顶部设置有右凸块;齿轮34,其中心轴与径向滑座32固定,齿轮34位于左夹持直齿和右夹持直齿之间且与左夹持直齿和右夹持直齿啮合;当左夹持直齿和右夹持直齿中的任一只被驱动后移动时,左夹持块33和右夹持块35能够相向移动,或者,反向移动,左凸块331和右凸块能够夹紧封口片55或者松开碳刷架5;第一驱动装置11,其能驱动径向滑座32沿着径向滑轨31来回移动;第二驱动装置12,其能驱动左夹持块33沿着第一切线滑槽322来回滑动,或者,驱动右夹持块35沿着第二切线滑槽323来回滑动;顶针321,其一端与径向滑座32固定,另一端悬空,悬空端能套入碳刷部件的压簧4;控制器7,其分别电连接第一驱动装置11和第二驱动装置12,顶针321能带动压簧4插入碳刷架5,如图3所示,左凸块331和右凸块能将碳刷架5的封口片55朝向碳刷架5的中心轴方向弯折,如图4所示,从而能将压簧4固定在碳刷架5内。
21.本发明装配设备主要完成装配压簧4和碳刷架5封口片55弯折,控制器7可以通过软件编程实现各种动作。
22.作为一种优选的实施例,第一驱动装置11为第一气缸,第一气缸的缸体与底座2固定,第一气缸的连杆与径向滑座32固定,第一气缸的进气口和出气口经第一电磁阀的气路连通气泵,第一电磁阀电连接控制器7;第二驱动装置12为第二气缸,第二气缸的缸体与径向滑座32固定,第二气缸的连杆与左夹持块33或右夹持块35固定,第二气缸的进气口和出气口经第二电磁阀的气路连通气泵,第二电磁阀电连接控制器7。
23.气缸作为常见的驱动装置具有安全可靠的特点,驱动装置还可以选用直线电机等其他设备。
24.为了能增加稳定性,第一切线滑槽322设置有两根,相应地,左夹持滑轨设置有两根;第二切线滑槽323设置有两根,相应地,右夹持滑轨设置有两根。
25.进一步地,顶针321的中部设置有限位块,该限位块能对压簧4进行限位。该技术方案能为左凸块331、右凸块331和顶针321留出各自移动的空间,不影响各自的动作。
26.为了装配方便,碳刷座6上开设有两只孔,碳刷架5的两只翻边53能分别插入该两只孔,通常,孔的形状为矩形。
27.作为优选,左凸块331和右凸块为锥形块。
28.为了提高生产效率,装配设备设置有四套,四套装配设备共用一只控制器,四只碳刷架5按十字型排列,固定在同一只碳刷座6上。
29.控制器7包括操控台71,操控台71上设置有串联的双操控开关。
30.如图3和图4所示,碳刷架5开设有两只对称的长槽54和t字形槽56,软电线52从其中一个长槽54伸出,软电线52穿入碳刷51孔电连接,封口片55紧靠t字形槽56,该形状方便
封口片55弯折时变形,同时,能从四个角上对压簧4进行定位。
31.一种电机碳刷的装配设备的控制方法,按如下步骤:s1. 人工将安装有碳刷51和软电线52的碳刷架5的两只翻边53插入碳刷座6的两只孔;s2. 人工将压簧4套入顶针321;s3. 启动操控台71的双操控开关;s4. 第一气缸的连杆伸出将压簧4和顶针321插入碳刷架5且停留3-5秒,留出后续动作的时间,第二气缸的连杆伸出将封口片55弯折,将压簧4固定在碳刷架5内;s5. 第一气缸和第二气缸的连杆复位,完成装配,等待下一个装配周期。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1