一种变压器线圈的绕制模具及其成型设备的制作方法
1.本发明属于变压器线圈绕制模具技术领域,具体涉及一种变压器线圈的绕制模具及其成型设备。
背景技术:
2.变压器线圈绕制过程中,往往需要使用到绕制模具,将线芯绕制到模具上,并在线圈成型后,从模具上取出即可获得符合使用要求的线圈。由于变压器的规格和大小各不相同,因此绕制模具的形状也各不相同,若按照各个线圈的规格分别制造模具,则需要制造大量的模具,特别是一些非标准的变压器的线圈绕制时,往往其模具使用一次或极少的几次,就不再需要了,如此就造成了模具的浪费和成本的增加;因此,有必要设计一种可变形的模具,来满足于非标准变压器的线圈绕制要求和低成本需求。
技术实现要素:
3.为了解决现有非标准变压器线圈的绕制模具使用次数少并造成浪费和成本增加的问题,本方案提供了一种变压器线圈的绕制模具及其成型设备。
4.本发明所采用的技术方案为:一种变压器线圈的绕制模具,包括内支撑架、绕制筒和定型筒;所述内支撑架的外侧抵紧定型筒的内侧壁,内支撑架的中心处设置有方管;用于绕制变压器线圈的绕轴能够插入到方管内,并带动内支撑架转动;定型筒包括有内膜层、隔膜和外膜层;在内膜层与外膜层之间设置有填充腔,填充腔包括有若干填充格,每个填充格内均设置有填充物,所述填充物能够在抽真空后或者在常温下由流动形态转变为固定形态;所述绕制筒包括软布层和筋条;所述软布层呈环形并包覆于定型筒外;在软布层外并列排布有若干筋条,所述筋条的长度平行于方管的中心线;所述内膜层、软布层和外膜层均能够伸展或收缩,以使填充物转变为固定形态后,定型筒和绕制筒变形为指定形状。
5.可选的:所述填充物为细沙,并在每个填充格内均穿入有抽送气管,抽送气管的管壁上设置有细孔,以向填充格内充入空气或从填充格内抽出空气,细孔的孔径小于细沙的粒径。
6.可选的:所述抽送气管包括有抽气管和送气管;在送气阶段,送气管送入填充格内的空气能够从抽气管内排出,使得填充格内的细沙能够随气流流动;在抽气阶段,抽气管主动抽出送气管内的空气且送气管不再送入空气,使得填充格内在抽出空气后转变为固定形态。
7.可选的:所述填充物为石蜡,石蜡能够加热熔化为液态或冷却为固态;在石蜡内混入有絮状纤维,絮状纤维包括棉纤维、竹纤维或碳丝纤维。
8.可选的:所述内支撑架为固定式支撑架,所述固定式支撑架包括有第一撑杆和支
撑环;支撑环呈环形,该固定式支撑架的方管为第一方管,所述第一方管设置于支撑环的中心处;支撑环与第一方管之间通过若干第一撑杆固定连接。
9.可选的:所述内支撑架为变形式支撑架,所述变形式支撑架包括有l形撑杆和支撑软垫;该变形式支撑架的方管为第二方管;所述第二方管的外周壁上连接有若干l形撑杆,每个l形撑杆远离第二方管的部位均设置有支撑软垫,l形撑杆通过支撑软垫抵紧绕制筒的内壁,所述l形撑杆与第二方管可拆卸的连接,以调节支撑软垫与第二方管之间的距离。
10.可选的:在内支撑架上设置有振动器,振动器包括有封装筒、电机和偏心轮;所述封装筒呈管筒状并与内支撑架可拆卸的连接;电机固定在封装筒内壁上,偏心轮设置在电机的转轴上;所述电机能够由设置于封装筒内的蓄电池进行供电,或者通过设置在方管上的导电滑环进行对外电连接。
11.一种变压器线圈的绕制模具的成型设备,用于制造上述的绕制模具的绕制筒和定型筒;所述成型设备包括作业基台、成型捅、控制平台和外成型箍圈;作业基台设置于地面上,在作业基台的台面上设置有一个或多个用于绕制筒和定型筒制造的成型工位;每个成型工位处均设置有一个成型桶;所述成型捅包括有桶体、振匀器和充气囊;所述桶体为顶部开口的容器,在该桶体内装有水,所述绕制筒和定型筒能够放入到桶体内;所述振匀器设置于桶体的外壁上,并能够将振动力通过水传递至绕制筒和定型筒上;所述充气囊设置于桶体内并能够伸入至定型筒内,并向外撑开定型筒;所述外成型箍圈呈环形,并能够从绕制筒的外侧对定型筒的膨胀幅度进行限位;所述控制平台设置于作业基台的一侧,并用于对振匀器的启停和充气囊的充放气进行控制。
12.可选的:所述控制平台上还设置有空气抽放设备;当所述填充物为细沙并在每个填充格内均穿入有抽送气管时,所述空气抽放设备能够连接抽送气管并对填充格进行充气或抽气。
13.可选的:所述控制平台上还设置有抽水泵、排水泵、抽放水管头、热水箱和冷水箱;冷水箱内可放置冰块或设置制冷设备;所述热水箱内设置有电加热器;抽放水管头上具有抽水孔和排水孔,所述抽水孔通过软管与抽水泵相连,并通过该抽水泵连通至桶体;排水孔通过软管与排水泵相连,并通过该排水泵连通至桶体。
14.本发明的有益效果为:1.本方案中利用细沙或石蜡等填充物对定型筒进行填充,这些填充物能够在抽真空或者常温状态下转变为固定状态,实现定型筒的形状固定,使得绕制模具能够变形为不同形状和尺寸,满足于线圈绕制的要求;2.此外,由于筋条并排排列以及所述内膜层、软布层和外膜层采用能够伸展或收缩的结构制成,使得绕制模具的周长可根据需要进行微调变化,从而能够更加适配于线圈绕制的所要求的形状和尺寸;3.本方案中设置了固定式支撑架和变形式支撑架的两种结构,能够满足于绕制筒和定型筒的固定和支撑;变形式支撑架由于采用可变形的结构,能够在绕制模具发生变形时,也进行适应性的形状调整,从而通用于不同形状的绕制模具;4.本方案中在内支撑架上设置的振动器能够在线圈绕制过程中进行振动,从而使
得线圈绕制的均匀性更好,保证线圈绕制的密实性;5.本方案中设计了成型设备,能够兼用于抽真空或变温固化的填充物,具有良好的兼容性,能够为绕制模具的形态变化提供条件。
附图说明
15.为了更清楚地说明本方案实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
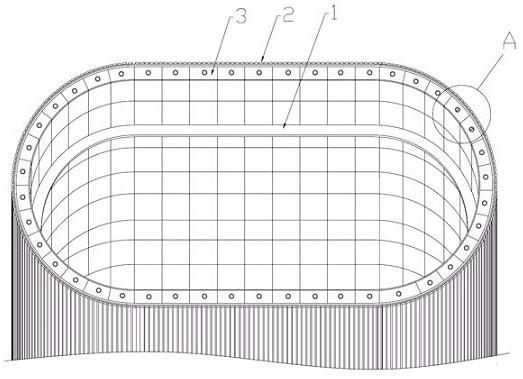
16.图1是本方案中变压器线圈的绕制模具局部结构图;图2是图1中的局部a的放大图;图3是固定式支撑架和外成型箍圈的结构图;图4是变形式支撑架与定型筒和绕制筒的配合状态图。
17.图5是成型设备的立体结构图。
18.图中:1-固定式支撑架;11-第一方管;12-第一撑杆;13-支撑环;2-绕制筒;21-软布层;22-筋条;3-定型筒;31-内膜层;32-隔膜;33-填充物;34-外膜层;35-抽送气管;4-变形式支撑架;41-l形撑杆;42-支撑软垫;43-第二方管;5-外成型箍圈;6-成型设备;61-作业基台;62-成型捅;621-桶体;622-振动器;623-充气囊;63-抽水泵;64-空气抽放设备;641-抽气软管;65-控制平台;66-冷水箱;67-热水箱;68-抽放水管头;7-振匀器;71-封装筒;72-电机;73-偏心轮。
具体实施方式
19.下面将结合附图,对本实施例中的技术方案进行清楚、完整地描述,所描述的实施例仅仅是一部分实施例,而非是全部,基于本方案中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本方案的保护范围。
20.实施例1如图1至图4所示,本实施例设计了一种变压器线圈的绕制模具,包括内支撑架、绕制筒2和定型筒3等部件。以上结构中,绕制筒2具有径向尺寸和周向尺寸可伸缩变化的特性,从而满足于形状变化的要求,使得绕制筒2的外周侧尺寸能够根据需要变形为圆筒形、长圆筒形以及椭圆形等形态,该绕制筒2具体形状变化可以根据非标准变压器的线圈的尺寸而定。此外,该绕制筒2的绕轴向尺寸不易发生变形,从而避免线圈在绕制过程中不同位置的线圈位置不同的问题。内支撑架的作用对连接绕轴,绕轴的作用是带动绕制模具转动并绕制变压器线圈。而定型筒3的作用是对绕制模具进行定型,该定型筒3在某种可保持的状态下或可持续的自然条件下,呈固定形态,从而能够使得定型筒3既可以变形又可以定型,从而满足于不同尺寸的变压器线圈的绕制需求。
21.所述内支撑架的外侧抵紧定型筒3的内侧壁,内支撑架的中心处设置有方管;用于绕制变压器线圈的绕轴能够插入到方管内,并带动内支撑架转动;定型筒3包括有内膜层31、隔膜32和外膜层34;在内膜层31与外膜层34之间设置有填充腔,填充腔包括有若干填充格,每个填充格内均设置有填充物33,各个填充格之间无法实现填充物33的流动,从而避免填充物33在重力作用下全部聚集到定型筒3下部的问题,所述填充物33能够在抽真空后或者在常温下由流动形态转变为固定形态;所述绕制筒2包括软布层21和筋条22;所述软布层
21呈环形并包覆于定型筒3外;在软布层21外并列排布有若干筋条22,所述筋条22的长度平行于方管的中心线,筋条22可以采用不锈钢条或碳钢条等结构,从而避免绕制筒2在线圈绕制过程中发生轴向的变形,相邻筋条22之间具有间隙,由于软布层21可以拉伸,从而使得相邻筋条22之间的间隙可以变化,从而满足于线圈绕制的尺寸要求。总的来说,所述内膜层31、软布层21和外膜层34可以采用可伸缩的面料或结构,从而使得三者均能够伸展或收缩,以使填充物33转变为固定形态后,定型筒3和绕制筒2变形并固定为指定的形状。
22.填充物33的选择上具有多种,具体可以根据生产厂家自身的经济或环境条件而定。本实施例中的填充物33可以采用细沙或石蜡。
23.当填充物33为细沙时,在每个填充格内均穿入有抽送气管35,抽送气管35的管壁上设置有细孔,以向填充格内充入空气或从填充格内抽出空气,细孔的孔径小于细沙的粒径。所述抽送气管35可以包括抽气管和送气管两个管道;在送气阶段,送气管送入填充格内的空气能够从抽气管内排出,使得填充格内的细沙能够随气流流动;在抽气阶段,抽气管主动抽出送气管内的空气且送气管不再送入空气,使得填充格内在抽出空气后转变为固定形态,利用细沙在有气流状态下可流动的特性,通过抽送气的控制,实现填充格的固化。此外,由于细沙的固化是利用填充格内的负压形成的,因此内膜层31和外膜层34需要具有防漏气的特性,当抽送气管35的端部封堵后,即可将填充格内锁定为负压状态。
24.当所述填充物33为石蜡时,在石蜡内混入有絮状纤维,絮状纤维包括棉纤维、竹纤维或碳丝纤维,由于石蜡能够加热到熔点时候熔化为液态,并在常温状态下冷却为固态,因此可以对石蜡的这一特点进行利用,而又由于石蜡的密度较低,混入絮状纤维后能够增加其固化后的结构强度。
25.一个定型筒3内可以设置多个内支撑架,而为了达到内支撑架对定型筒3的支撑效果,本实施例设计了固定式支撑架1和变形式支撑架4两种结构形式的内支撑架,其中固定式支撑架1为固定的尺寸,因此在需要变化定型筒3形状时,需要对固定式支撑架1进行更换,而固定式支撑架1采用铁质材料制成,成本较低;而变形式支撑架4为可变形的,当定型筒3形状发生变形时,该变形式支撑架4随着变化即可。
26.所述固定式支撑架1包括有第一撑杆12和支撑环13;支撑环13呈环形,该固定式支撑架1的方管为第一方管11,所述第一方管11设置于支撑环13的中心处;支撑环13与第一方管11之间通过若干第一撑杆12固定连接。
27.所述变形式支撑架4包括有l形撑杆41和支撑软垫42;该变形式支撑架4的方管为第二方管43;所述第二方管43的外周壁上连接有若干l形撑杆41,每个l形撑杆41远离第二方管43的部位均设置有支撑软垫42,l形撑杆41通过支撑软垫42抵紧绕制筒2的内壁,所述l形撑杆41与第二方管43可拆卸的连接,以调节支撑软垫42与第二方管43之间的距离。
28.在内支撑架上设置有振动器622,振动器622包括有封装筒71、电机72和偏心轮73;所述封装筒71呈管筒状并与内支撑架可拆卸的连接;电机72固定在封装筒71内壁上,偏心轮73设置在电机72的转轴上;所述电机72能够由设置于封装筒71内的蓄电池进行供电,或者通过设置在方管上的导电滑环进行对外电连接。振动器622能够在线圈绕制过程中进行振动,从而使得线圈绕制的均匀性更好,保证线圈绕制的密实性。
29.实施例2如图1至图5所示,本实施例设计了一种变压器线圈的绕制模具的成型设备6,用于
制造实施例1中的绕制筒2和定型筒3;所述成型设备6包括作业基台61、成型捅62、控制平台65和外成型箍圈5等部件。
30.作业基台61设置于地面上,在作业基台61的台面上设置有一个或多个用于绕制筒2和定型筒3制造的成型工位;每个成型工位处均设置有一个成型桶;所述成型捅62包括有桶体621、振匀器7和充气囊623;所述桶体621为顶部开口的容器,在该桶体621内装有水,利用水的浮力和水压,可以提高每个填充格的均匀性,减少重力对填充格固化的影响。所述绕制筒2和定型筒3能够放入到桶体621内;所述振匀器7设置于桶体621的外壁上,并能够将振动力通过水传递至绕制筒2和定型筒3上;所述充气囊623设置于桶体621内并能够伸入至定型筒3内,并向外撑开定型筒3。
31.所述外成型箍圈5呈环形,如图3所示,并能够从绕制筒2的外侧对定型筒3的膨胀幅度进行限位。
32.所述控制平台65设置于作业基台61的一侧,并用于对振匀器7的启停和充气囊623的充放气进行控制。
33.所述控制平台65上还设置有空气抽放设备64;当所述填充物33为细沙并在每个填充格内均穿入有抽送气管35时,所述空气抽放设备64能够连接抽送气管35并对填充格进行充气或抽气。
34.所述控制平台65上还设置有抽水泵63、排水泵、抽放水管头68、热水箱67和冷水箱66;冷水箱66内可放置冰块或设置制冷设备;所述热水箱67内设置有电加热器;抽放水管头68上具有抽水孔和排水孔,所述抽水孔通过软管与抽水泵63相连,并通过该抽水泵63连通至桶体621;排水孔通过软管与排水泵相连,并通过该排水泵连通至桶体621。抽水泵63用于将热水箱67或冷水箱66中水送入到桶体621内,而排水泵用于将桶体621中的水排入到热水箱67或冷水箱66中。
35.当填充物33为细沙时,对定型筒3和绕制筒2进行成型过程中,先将两者放入到桶体621内,使桶体621中的水将定型筒3和绕制筒2的全部淹没;将空气抽放设备64上的抽气软管641和放气软管分别连接到抽送气管35的对应接头处,向各个填充格内充入气体,使得细沙处于可流动的状态。然后,利用充气设备对充气囊623进行充气,利用气囊从定型筒3内并向外撑开定型筒3,将外成型箍圈5套设置绕制筒2外,利用外成型箍圈5套对定型筒3和绕制筒2的膨胀尺寸进行定型。启动振匀器7,振匀器7将水振动,并传递振动力至各个填充格,使得每个填充格的上下两个部分更加均匀。当定型筒3和绕制筒2的尺寸变形成为指定尺寸后,利用空气抽放设备64将各个填充格中的空气抽出,使得填充格固化。之后将充气囊623泄气并取下外成型箍圈5即可完成绕制筒2和定型筒3的成型。
36.当填充物33为石蜡时,对定型筒3和绕制筒2进行成型过程中,先将两者放入到桶体621内,使桶体621中的水将定型筒3和绕制筒2的全部淹没;将抽放水管头68放入到热水箱67中,使热水箱67与桶体621之间实现水循环,热水将融化填充格中的石蜡,使得石蜡处于可流动的状态。然后,利用充气设备对充气囊623进行充气,利用气囊从定型筒3内并向外撑开定型筒3,将外成型箍圈5套设置绕制筒2外,利用外成型箍圈5套对定型筒3和绕制筒2的膨胀尺寸进行定型。启动振匀器7,振匀器7将水振动,并传递振动力至各个填充格,使得每个填充格的上下两个部分更加均匀。当定型筒3和绕制筒2的尺寸变形成为指定尺寸后,将将抽放水管头68放入到热水箱67中,使热冷水箱66与桶体621之间实现水循环,冷水将会
使得填充格中的石蜡固化。之后将充气囊623泄气并取下外成型箍圈5即可完成绕制筒2和定型筒3的成型。
37.上述实施例仅仅是为了清楚地说明所做的举例,而并非对实施方式的限定;这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1