一种磁铁加工系统及加工方法与流程
1.本发明属于磁铁加工技术领域,具体而言,是一种磁铁加工系统及加工方法。
背景技术:
2.磁铁按照形状分类包括:方块磁铁、瓦形磁铁、蹄形磁铁、异形磁铁、圆柱形磁铁、圆环磁铁、圆片磁铁、磁棒磁铁和磁力架磁铁。
3.方块磁铁和圆片磁铁的雏形可通过线切割的方式从胚料上切下而形成。
4.蹄形磁铁、磁力架磁铁和瓦形磁铁的雏形可通过胚料折弯加工而形成。
5.最后通过电镀和充磁处理,制得磁铁产品;此过程中,需要对磁铁工件进行多次拆卸和装夹,操作较为不便。
技术实现要素:
6.为了实现提供一种能够对磁铁进行表面处理和成型处理的一体化整备方案的目的,本发明采用以下技术方案:
7.本发明的目的在于提供一种能够对圆棒的夹紧方式进行切换的方案,使圆棒在两侧顶紧的状态下,对圆棒周侧进行表面处理,之后将圆棒两端松开,再对圆棒进行折弯处理,最后经过电镀和充磁操作,得到磁铁产品。
8.为了实现上述目的,本发明提供了一种磁铁加工系统,包括磁棒修整机和成型组件,磁棒修整机的机台主体上对称滑动安装有两个移动座,移动座上设置有定位销,两个定位销能够对圆棒两端进行夹紧;
9.所述成型组件包括成型器和压槽器,压槽器上滑动安装有u型臂。
10.同步移动两个移动座,带动圆棒沿自身轴线滑移,使u型臂上的刮沿和刮刀与圆棒周侧抵接,实现对圆棒的表面处理;
11.再通过成型器和压槽器的彼此压合,实现对圆棒的成型处理。
12.利用上述磁铁加工系统进行磁铁加工的方法,包括以下步骤:
13.步骤一:铸造制备圆柱胚料;
14.步骤二:将圆柱胚料置于磁棒修整机上的u型臂内,使用两个定位销对圆柱胚料两端进行顶紧操作;
15.步骤三:对圆柱胚料的周侧进行修整;
16.步骤四:根据需求,对圆柱胚料进行折弯处理;
17.步骤五:将圆柱胚料取下后,进行电镀和充磁操作,得到磁铁产品。
附图说明
18.以下附图仅旨在于对本发明做示意性说明和解释,其中:
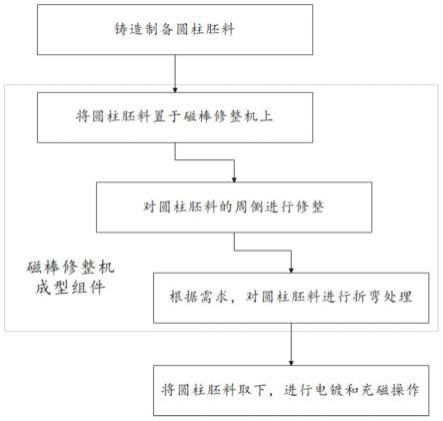
19.图1为本发明的磁铁加工系统的操作流程图;
20.图2为本发明的机台、移动座和成型器的结构示意图;
21.图3为本发明的成型器、压槽器和u型臂的结构示意图;
22.图4为本发明的机台、成型器、第一伸缩驱动器和压槽器的结构示意图;
23.图5为本发明的滑轨条和环形座的结构示意图;
24.图6为本发明的压槽器和滑臂的结构示意图;
25.图7为本发明的压槽器、滑臂和驱动座的结构示意图;
26.图8为本发明的机台和丝杆ⅰ的结构示意图;
27.图9为本发明的移动座、转动驱动器和定位销的结构示意图;
28.图10为本发明的圆棒、定位器和第四伸缩驱动器的结构示意图;
29.图11为本发明的驱动臂、滑臂和丝杆ⅱ的结构示意图;
30.图12为本发明的移动架、驱动臂、滑臂和刀头的结构示意图;
31.图13为本发明的滑臂和刀头的结构示意图。
32.图中:圆棒1;机台11;滑轨条111;环形座112;移动座12;转动驱动器13;定位销14;丝杆ⅰ15;成型器21;第一伸缩驱动器22;压槽器31;滑臂32;驱动座33;第二伸缩驱动器34;u型臂41;第三伸缩驱动器42;刮沿43;刮刀44;定位器51;第四伸缩驱动器52;移动架61;驱动臂62;滑臂63;刀头64;丝杆ⅱ65。
具体实施方式
33.为了实现提供一种能够对磁铁进行表面处理和成型处理的一体化整备方案的目的,本发明提供了一种磁铁加工系统,包括磁棒修整机和成型组件,磁棒修整机的主体为机台11,成型组件包括成型器21和压槽器31,成型器21和压槽器31均滑动安装在机台11的中部。
34.首先制备圆柱胚料,将圆柱胚料置于磁棒修整机上,对圆柱胚料的周侧进行修整;
35.其中,修整的处理方式有两种:
36.一种是去除圆柱胚料周侧的毛刺和铸造残留的凸楞;
37.另一种是在圆柱胚料上涂抹清洗剂,使得圆柱胚料表面光亮,易于后续电镀加工;
38.清洗剂可使用酸洗膏。
39.以下对本发明的具体实施例进行说明。
40.参照图2-4和图9-10所示,说明本发明提供的磁铁加工系统对磁铁进行加工,对两侧的移动座12进行同步移动控制,以便对圆棒1周侧进行修整加工的实施例:
41.所述机台11的两侧分别滑动安装有一个移动座12,移动座12上安装有定位销14,圆棒1上预加工有圆孔,两侧的定位销14分别顶紧在圆棒1两个的圆孔中,从而将圆棒1顶紧安装在两侧的定位销14之间。
42.移动座12上安装有转动驱动器13,定位销14通过法兰组件安装在转动驱动器13的输出轴上。
43.转动驱动器可选用步进电机或伺服电机,启动转动驱动器13,带动圆棒1以自身的轴线为轴进行转动。
44.机台11的两侧分别转动安装有丝杆ⅰ15,丝杆ⅰ15与移动座12通过螺纹传动连接,机台11上安装有两个步进电机ⅰ,步进电机ⅰ的输出轴与丝杆ⅰ15通过联轴器相连。
45.同步启动两侧的步进电机ⅰ,带动丝杆ⅰ15转动,对两侧的移动座12进行同步移动
控制,以便对圆棒1周侧进行修整加工。
46.参照图2-7所示,说明本发明提供的磁铁加工系统对磁铁进行加工,带动成型器21和压槽器31对圆棒1进行折弯处理的实施例:
47.所述成型器21下侧的连接臂与机台11上的环形座112滑动连接,机台11上安装有第一伸缩驱动器22,第一伸缩驱动器22的活动端与连接臂通过紧固件固定连接。
48.压槽器31通过下侧的滑臂32与机台11连接,滑臂32与机台11上的环形座112滑动连接;
49.压槽器31上设置有弧形槽,压槽器31上通过紧固件可拆卸固定连接有驱动座33,机台11上安装有第二伸缩驱动器34,第二伸缩驱动器34的活动端与驱动座33通过紧固件固定连接。
50.启动第一伸缩驱动器22和第二伸缩驱动器34收缩,带动成型器21和压槽器31对圆棒1进行折弯处理。
51.参照图2-5和10所示,说明本发明提供的磁铁加工系统对磁铁进行加工,增加圆棒1的安置稳定性的实施例:
52.所述机台11的端部对称滑动安装有两个定位器51,定位器51上设置有两个横杆,以便对圆棒1的两端进行限位,定位器51与圆棒1的端部抵接配合,机台11上安装有用于驱动第四伸缩驱动器52滑动的定位器51。
53.启动两侧的第四伸缩驱动器52,调整定位器51的位置,使定位器51上的两个横杆能够对圆棒1的两端进行限位,在圆棒1折弯处理过程中,增加圆棒1的安置稳定性。
54.其中,两个横杆能够将定位销14的位置让出,增加圆棒1沿自身轴线方向移动的范围。
55.参照图4-5所示,说明本发明提供的磁铁加工系统对磁铁进行加工,增加成型器21下侧的连接臂、移动座12和滑臂32的滑动稳定性,降低设备整体的加工成本的实施例:
56.所述机台11上设置有两个横槽,横槽内侧的两端分别固定连接有一个滑轨条111,移动座12滑动连接在两个滑轨条111之间。
57.机台11上设置有多个竖槽,竖槽内通过紧固件固定连接有环形座112,成型器21和压槽器31分别滑动连接在多个环形座112内。
58.滑轨条111和环形座112的设置,能够增加成型器21下侧的连接臂、移动座12和滑臂32的滑动稳定性,降低设备整体的加工成本。
59.参照图2和图6-7所示,说明本发明提供的磁铁加工系统对磁铁进行加工,对圆棒1周侧因铸造残留的凸楞进行处理,增加圆棒1侧部光滑程度的实施例:
60.所述压槽器31上滑动连接有u型臂41,u型臂41扣在圆棒1外侧,并且,u型臂41的上下两侧分别设置有刮沿43和刮刀44,刮沿43和刮刀44与圆棒1外侧面抵接配合。
61.控制圆棒1沿自身轴线相对u型臂41移动过程中,刮沿43能够对圆棒1周侧因铸造残留的凸楞进行处理,增加圆棒1侧部光滑程度。
62.参照图6-7所示,说明本发明提供的磁铁加工系统对磁铁进行加工,去除圆柱胚料周侧的毛刺和铸造残留的凸楞的实施例:
63.所述压槽器31上安装有第三伸缩驱动器42,第三伸缩驱动器42的活动端与u型臂41通过紧固件固定连接,启动第三伸缩驱动器42,使刮刀44与圆棒1周侧抵接连接,以便去
除圆柱胚料周侧的毛刺和铸造残留的凸楞。
64.参照图2、图7-8和图10-13所示,说明本发明提供的磁铁加工系统对磁铁进行加工,根据圆棒1的转动方向,使圆棒1周侧粘连的清洗剂在圆棒1上均匀涂覆或刮尽的实施例:
65.所述机台11上滑动安装有驱动臂62,驱动臂62焊接固定连接在移动架61上,移动架61上侧可拆卸固定连接有刀头64。
66.刀头64一侧设置有弧面,另一侧设置有刮楞,根据圆棒1的转动方向,使圆棒1周侧粘连的清洗剂在圆棒1上均匀涂覆或刮尽。
67.机台11上转动安装有丝杆ⅱ65,丝杆ⅱ65与驱动臂62通过螺纹传动连接,机台11上安装有步进电机ⅱ,步进电机ⅱ的输出轴与丝杆ⅱ65通过联轴器相连;
68.启动步进电机ⅱ,带动驱动臂62移动,调整刀头64与圆棒1之间的位置。
69.参照图11-12所示,说明本发明提供的磁铁加工系统对磁铁进行加工,的实施例:
70.首先将酸洗膏涂敷在圆棒1周侧,之后启动两个转动驱动器13转动,带动圆棒1旋转,再控制两侧的移动座12同步在机台11上滑动,带动圆棒1相对u型臂41移动,使u型臂41侧部的刮沿43将酸洗膏涂覆在圆棒1表面,此过程中,还可配合使用刀头64与圆棒1侧部抵接,将酸洗膏充分涂覆在圆棒1表面。
71.参照图3、图6-7和图13所示,说明本发明提供的磁铁加工系统对磁铁进行加工,将酸洗膏在圆棒1周侧上充分涂抹,对圆棒1的周侧进行修整的实施例:
72.所述刀头64通过滑臂63与移动架61连接,滑臂63通过紧固件锁定安装在移动架61上,刀头64通过紧固件可拆卸安装在滑臂63上。
73.在圆棒1的一处手动涂抹酸洗膏,之后调整滑臂63在移动架61上的位置,使刀头64与圆棒1周侧抵接,控制圆棒1转动,并使驱动臂62在机台11上滑动,使酸洗膏在圆棒1周侧上充分涂抹,对圆棒1的周侧进行修整。
74.利用上述磁铁加工系统进行磁铁加工的方法,包括以下步骤:
75.步骤一:铸造制备圆柱胚料;
76.步骤二:将圆柱胚料置于磁棒修整机上的u型臂41内,使用两个定位销14对圆柱胚料两端进行顶紧操作;
77.步骤三:对圆柱胚料的周侧进行修整;
78.步骤四:根据需求,对圆柱胚料进行折弯处理;
79.步骤五:将圆柱胚料取下后,进行电镀和充磁操作,得到磁铁产品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1