支撑片、及工件加工物的制造方法与流程
本发明涉及支撑片、及工件加工物的制造方法。本申请基于2022年3月28日于日本提出申请的日本特愿2022-052004号主张优先权,并将其内容援用于此。
背景技术:
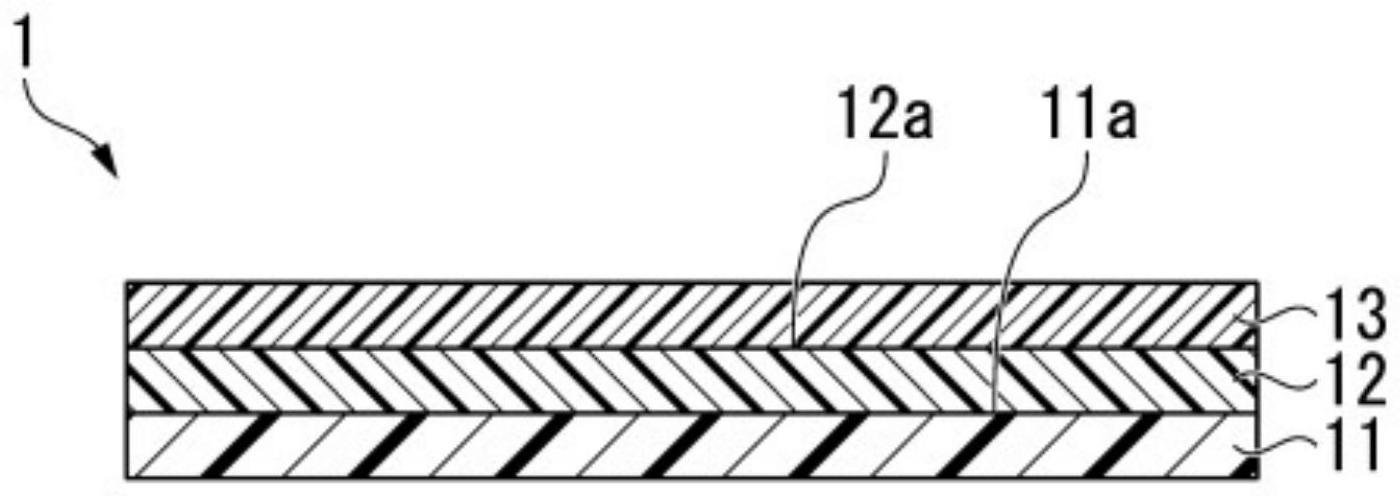
1、在加工晶圆等工件而制造芯片等工件加工物时,可使用支撑片。作为典型的支撑片,可列举出一种通过具备基材与设置在所述基材的一个面上的粘着剂层而构成的支撑片。支撑片中的粘着剂层贴附于例如作为加工对象的工件上,支撑片固定加工中的工件。当加工为切割时,支撑片发挥切割片的功能。将所得到的工件加工物最终从支撑片上拉离而拾取,用于目标用途。此时,当粘着剂层为能量射线固化性时,通过使粘着剂层进行能量射线固化,其固化物与工件加工物之间的粘着力得以降低,从而易于拾取工件加工物。
2、有时进一步在粘着剂层的与基材侧相反一侧的面上设置用于在工件上形成保护膜的保护膜形成膜,从而构成保护膜形成用复合片。保护膜形成用复合片中的保护膜形成膜例如贴附在作为加工对象的工件上,保护膜形成用复合片在固定加工中的工件的同时,在工件或工件加工物上形成保护膜。将所得到的工件加工物最终以具备保护膜的状态从支撑片上拉离而拾取,用于目标用途。并且,与上述相同,当粘着剂层为能量射线固化性时,通过使粘着剂层进行能量射线固化而易于拾取具备保护膜的工件加工物。
3、另一方面,有时以贴附有工件或工件加工物的状态而加热支撑片。该加热有时是为了去除例如附着于工件的表面的低分子量的树脂成分等异物而进行的。此外,有时是在利用水清洗并去除在切割工件等加工时产生并附着于工件加工物的表面的微细的异物后为了使工件加工物等干燥而进行的。并且,这些加热通常以将加热温度的上限值设为135℃左右的方式而进行。然而,若支撑片的耐热性不够充分,如果以这种温度加热贴附有工件或工件加工物的支撑片,则最终可能无法从支撑片上拾取工件加工物。此外,这种支撑片的加热有时在进一步将支撑片固定于环形框架的状态下进行。此时,加热后的支撑片的至少一部分区域会从环形框架上剥离。
4、作为具有耐热性、适合进行加热的支撑片,公开了一种具备基材与粘着剂层且于120℃加热4小时后的基材的23℃下的杨氏模量、及120℃下的基材的储能模量e’均被限定在特定的范围内的支撑片(工件加工用片)(参照专利文献1)。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2021-119592号公报
技术实现思路
1、本发明要解决的技术问题
2、然而,专利文献1中公开的支撑片并未对将温度的上限值设为135℃左右而加热的情况进行设想。并且,并不确定在这样的条件下加热支撑片时,能否从支撑片上正常拾取工件加工物,以及能否抑制支撑片从环形框架上剥离。
3、本发明的目的在于提供一种支撑片,其为具备基材与粘着剂层的支撑片,所述粘着剂层为能量射线固化性,即使对贴附有工件或工件加工物的状态的支撑片进行加热时,也可从支撑片上正常拾取工件加工物,即使对固定于环形框架的状态的支撑片进行加热时,也可抑制支撑片从环形框架上剥离。
4、解决技术问题的技术手段
5、为了解决上述技术问题,本发明采用以下的构成。
6、(1).一种支撑片,所述支撑片具备基材与设置在所述基材的一个面上的粘着剂层,所述粘着剂层为能量射线固化性,利用所述粘着剂层将所述支撑片贴附于不锈钢板的表面,并于130℃加热贴附后的所述粘着剂层,测定加热后的所述粘着剂层与所述不锈钢板之间的粘着力(y2)时,所述粘着力(y2)为13000mn/25mm以上,利用所述粘着剂层将所述支撑片贴附于硅镜面晶圆的镜面,并于130℃加热贴附后的所述粘着剂层,且使加热后的所述粘着剂层进行能量射线固化,测定所述粘着剂层的能量射线固化物与所述硅镜面晶圆之间的粘着力(x1)时,所述粘着力(x1)为400mn/25mm以下。
7、(2).根据(1)所述的支撑片,其中,所述粘着剂层含有能量射线固化性化合物及能量射线固化性丙烯酸树脂。
8、(3).根据(1)或(2)所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于不锈钢板的表面,并于130℃加热贴附后的所述粘着剂层,且使加热后的所述粘着剂层进行能量射线固化,测定所述粘着剂层的能量射线固化物与所述不锈钢板之间的粘着力(y1)时,所述粘着力(y1)为300mn/25mm以上。
9、(4).根据(1)~(3)中任一项所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于硅镜面晶圆的镜面,并于130℃加热贴附后的所述粘着剂层,测定加热后的所述粘着剂层与所述硅镜面晶圆之间的粘着力(x2)时,所述粘着力(x2)为13000mn/25mm以上。
10、(5).根据(1)~(4)中任一项所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于硅镜面晶圆的镜面,并将具备所述支撑片的所述硅镜面晶圆在23℃的温度条件下静置保存30分钟,测定所述粘着剂层与所述硅镜面晶圆之间的粘着力(x0)时,所述粘着力(x0)为2000mn/25mm以上。
11、(6).一种工件加工物的制造方法,所述制造方法具有:将(1)~(5)中任一项所述的支撑片中的所述粘着剂层贴附于工件及环形框架,从而将带支撑片的工件固定于所述环形框架的贴附工序,其中,所述带支撑片的工件具备所述工件与设置于所述工件的所述支撑片;在所述贴附工序后,对固定于所述环形框架的所述支撑片中的所述粘着剂层进行加热的加热工序;在所述贴附工序后,对固定于所述环形框架的所述带支撑片的工件中的所述工件进行加工,从而制作所述工件加工物的加工工序;在所述加热工序及加工工序后,使贴附于所述环形框架的所述粘着剂层进行能量射线固化的固化工序;及,在所述固化工序后,将所述工件加工物从所述粘着剂层的固化物上拉离并对其进行拾取的拾取工序。
12、发明效果
13、根据本发明,可提供一种支撑片,其为具备基材与粘着剂层的支撑片,所述粘着剂层为能量射线固化性,即使对贴附有工件或工件加工物的状态的支撑片进行加热时,也能够从支撑片上正常拾取工件加工物,即使对固定于环形框架的状态的支撑片进行加热时,也能够抑制支撑片从环形框架上剥离。
技术特征:
1.一种支撑片,其中,所述支撑片具备基材与设置在所述基材的一个面上的粘着剂层,
2.根据权利要求1所述的支撑片,其中,所述粘着剂层含有能量射线固化性化合物与能量射线固化性丙烯酸树脂。
3.根据权利要求1或2所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于不锈钢板的表面,并于130℃加热贴附后的所述粘着剂层,且使加热后的所述粘着剂层进行能量射线固化,测定所述粘着剂层的能量射线固化物与所述不锈钢板之间的粘着力(y1)时,所述粘着力(y1)为300mn/25mm以上。
4.根据权利要求1~3中任一项所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于硅镜面晶圆的镜面,并于130℃加热贴附后的所述粘着剂层,测定加热后的所述粘着剂层与所述硅镜面晶圆之间的粘着力(x2)时,所述粘着力(x2)为13000mn/25mm以上。
5.根据权利要求1~4中任一项所述的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于硅镜面晶圆的镜面,并将具备所述支撑片的所述硅镜面晶圆在23℃的温度条件下静置保存30分钟,测定所述粘着剂层与所述硅镜面晶圆之间的粘着力(x0)时,所述粘着力(x0)为2000mn/25mm以上。
6.一种工件加工物的制造方法,所述制造方法具有:
技术总结
一种支撑片,其为具备基材与设置在所述基材上的粘着剂层的支撑片,其中,利用所述粘着剂层将所述支撑片贴附于SUS板,并于130℃加热所述粘着剂层时,加热后的所述粘着剂层与所述SUS板之间的粘着力(Y2)为13000mN/25mm以上,利用所述粘着剂层将所述支撑片贴附于Si镜面晶圆,并于130℃加热所述粘着剂层,且使其进行能量射线固化时,所述粘着剂层的固化物与所述Si镜面晶圆之间的粘着力(X1)为400mN/25mm以下。
技术研发人员:佐藤壮起,山下茂之,田中佑耶
受保护的技术使用者:琳得科株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!