OLED柔性贴合机及其贴合工艺方法与流程
本技术属于自动化制造,尤其涉及一种oled柔性贴合机及其贴合工艺方法。
背景技术:
1、oled显示屏是利用有机电自发光二极管制成的显示屏。由于同时具备自发光有机电激发光二极管,不需背光源、对比度高、厚度薄、视角广、反应速度快、可用于挠曲性面板、使用温度范围广、构造及制程较简单等优异之特性,被认为是下一代的平面显示器新兴应用技术。在oled(organic light-emitting diode,有机发光二极管)行业中,液晶显示器成像所需要必要条件就是前后需要贴附偏振光片,偏光片贴附时比较容易出现气泡、褶皱、光晕环、水纹等缺点。目前偏光片贴附在为人工操作的情况下效率慢,良品率较低、存在对人员的熟练度依赖、劳动强度比较大。
技术实现思路
1、本技术实施例提供一种oled柔性贴合机及其贴合工艺方法,以解决现有技术中的偏光片采用人工贴附而导致效率低下且良品率低的技术问题。
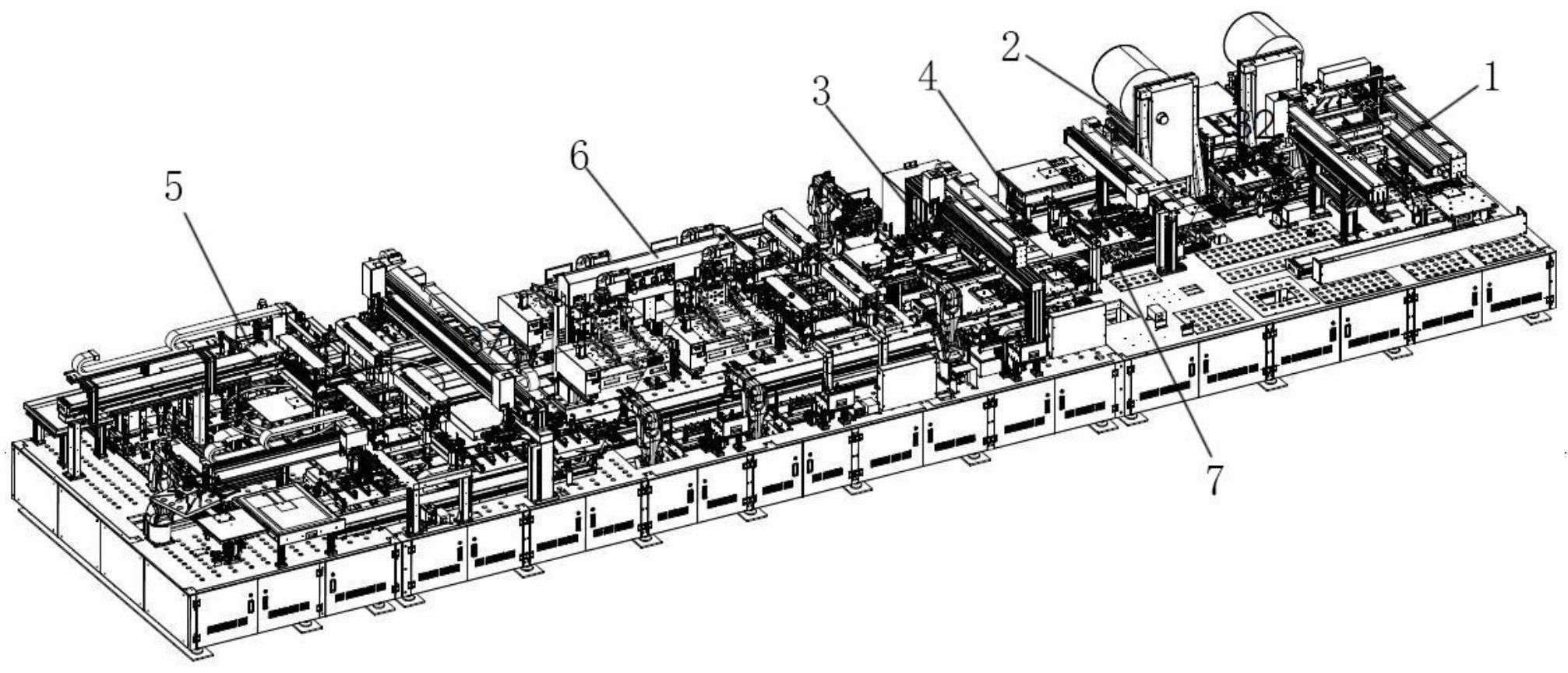
2、第一方面,本技术实施例提供一种oled柔性贴合机,所述oled柔性贴合机包括机架和设于所述机架上的光学胶片模块、贴附模块和偏光片模块;
3、所述光学胶片模块包括从机架的一端沿光学胶片传输方向布置的:
4、第一上料单元,用于将待清洁的光学胶片从机架的一端搬运至载料台上;
5、oca清洁单元,接收待清洁的光学胶片并进行表面清洁;和
6、第一撕膜单元,用于吸取清洁后的光学胶片并撕下光学胶片表面的保护膜;所述偏光片模块包括从所述机架的另一端沿偏光片传输方向依次布置的:
7、第二上料单元,用于将待贴附的偏光片从机架的另一端搬运至所述载料台上;和
8、第二撕膜单元,用于抓取所述载料台上的偏光片并撕下表面的保护膜;
9、其中,所述贴附模块位于所述第一撕膜单元和所述第二撕膜单元之间,所述贴附模块用于汇聚从所述第一撕膜单元中输出的光学胶片和从所述第二撕膜单元中输出的偏光片,以使得所述光学胶片和所述偏光片进行贴附并形成成品oled。
10、可选的,所述第一上料单元包括第一上料搬运组件、扫码组件、第二上料搬运组件和翻转组件,所述第一上料搬运组件包括第一运料导轨和设于所述第一运料导轨一端的第一搬运臂,所述扫码组件设于所述第一运料导轨的一侧且扫码枪位于所述第一运料导轨的上方;其中,
11、当待清洁的光学胶片被放置在第一运料导轨上并进行直线移动时,所述扫码组件的扫码枪能够读取编码;
12、所述第二上料搬运组件用于将扫码后的光学胶片搬运到所述翻转组件上进行翻转,并将翻转后的光学胶片转运至所述oca清洁单元进行表面清洁。
13、可选的,所述oca清洁单元包括第一清洁搬运组件、一次清洁机构、第二清洁搬运组件和二次清洁机构;其中,
14、所述第一清洁搬运组件用于接收从所述第一上料单元转运的待清洁的光学胶片,并带动光学胶片运动以通过所述一次清洁机构;所述一次清洁机构用于分别对所述光学胶片的上表面和下表面进行超声波一次清洁;所述第二清洁搬运组件带动超声波清洁完毕的光学胶片动作以通过所述二次清洁机构,所述二次清洁机构用于对所述光学胶片进行酒精二次清洁。
15、可选的,所述一次清洁机构包括第一超声波清洁组件、第三清洁搬运组件和第二超声波清洁组件;其中,所述第一超声波清洁组件用于对待清洁的光学胶片的上表面进行超声波清洁;所述第二清洁搬运组件用于将上表面清洁完毕的光学胶片抓取起来通过所述第二超声波清洁组件以清洁下表面,并将两侧均清洁完毕的光学胶片转运至所述第二清洁搬运组件中等待二次清洁。
16、可选的,所述第一撕膜单元包括第一撕膜搬运组件、第二撕膜搬运组件、第三撕膜搬运组件、核心搬臂组件和第一机械手撕膜组件;其中,
17、所述第一撕膜搬运组件用于从所述oca清洁单元中吸取清洁后的光学胶片并转运到所述第二撕膜搬运组件上;所述第二撕膜搬运组件用于带着所述光学胶片进行微调对位;所述第三撕膜搬运组件用于将对位完毕后的光学胶片搬运到所述核心搬臂组件中;所述核心搬臂组件运载所述光学胶片并运动到所述第一机械手撕膜组件处进行撕膜处理。
18、可选的,所述第二撕膜单元包括偏光片上料搬臂组件、第四撕膜搬运组件、第五撕膜搬运组件和第二机械手撕膜组件;其中,所述上料搬运组件用于从料仓抓取出偏光片后转运至第四撕膜搬运组件上;所述第四撕膜搬运组件带动所述偏光片进行微调对位;所述第五撕膜搬运组件用于抓取对位完毕的偏光片并转运至所述核心搬臂组件中;所述核心搬臂组件运载偏光片并运动至所述第二机械手撕膜组件处进行撕膜处理。
19、可选的,所述核心搬臂组件包括并行布置的第一贴附搬臂和第二贴附搬臂,在所述第一贴附搬臂或所述第二贴附搬臂中的一条满载后,所述第三撕膜搬运组件将偏光片转移至所述第一贴附搬臂或所述第二贴附搬臂中的另外一条。
20、可选的,所述贴附模块包括四个贴附工位,四个所述贴附工位两两并排布置且分别位于所述核心搬臂组件的上方,所述贴附工位上设有黏着板,所述黏着板上方设有贴附滚轮,所述核心搬臂组件分别运载着撕膜完成的光学胶片和偏光片至所述贴附工位的工作区域,所述贴附工位下降以将所述光学胶片和所述偏光片重合到一起,所述贴附滚轮用于滚动压紧以将所述光学胶片和所述偏光片贴合。
21、可选的,所述oled柔性贴合机还包括转运贴附完成的成品oled的下料单元,所述下料单元包括下料搬运臂和成品检测组件,所述下料搬运臂用于将贴附完成的成品oled转运至所述成品检测组件的下方,所述成品检测组件用于检测贴附好的成品oled的性能是否合格。
22、第二方面,本技术实施例还提供一种oled柔性贴合机的贴合工艺方法,其特征在于,应用于如上所述的oled柔性贴合机中,所述oled柔性贴合机的贴合工艺方法包括步骤:
23、s10:通过第一上料单元将待清洁的光学胶片从机架的一端搬运至载料台上扫码;
24、s20:所述第一上料单元将扫码后的光学胶片转运至oca清洁单元中进行表面清洁;
25、s30:第一撕膜单元吸取清洁后的光学胶片并撕下光学胶片表面的保护膜,同时第二撕膜单元从机架的另一端抓取偏光片并撕下偏光片表面的保护膜;
26、s40:将撕膜后的光学胶片和偏光片汇聚在贴附模块中进行贴附;
27、s50:通过下料单元转运贴附完成的成品oled。
28、本技术实施例提供的oled柔性贴合机在进行自动贴附时,首先第一上料单元将待清洁的光学胶片从机架的一端搬运至载料台上,同时,第二上料单元用于将待贴附的偏光片从机架的另一端搬运至载料台上,oca清洁单元接收待清洁的光学胶片并进行表面清洁;其次,第一撕膜单元吸取清洁后的光学胶片并撕下光学胶片表面的保护膜,同时第二撕膜单元抓取载料台上的偏光片并撕下表面的保护膜;最后,撕膜完成后,贴附模块汇聚从第一撕膜单元中输出的光学胶片和从第二撕膜单元中输出的偏光片,以使得光学胶片和偏光片进行贴附并形成成品oled。本发明的oled柔性贴合机可以实现全自动的光学胶片与偏光片的贴附,可以有效地避免人工贴膜时出现错位、气泡、光晕等现象的出现,大幅度提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!