串联电池片的胶带铺设装置和方法与流程
1.本发明涉及光伏组件自动化组装技术领域,特别是涉及一种串联电池片的胶带铺设装置和方法。
背景技术:
2.太阳能电池片是太阳能发电系统中的核心部分,也是太阳能发电系统中价值最高的部分。
3.在电池片组装成电池组件焊接之前,对电池片之间的焊带区域铺设绝缘胶带,能够保证电池片之间的绝缘性,同时利于电池片封装的美观性。
4.现有技术通常采用人工的方式,先将电池片依次放置好,再在电池片之间铺设胶带。采用这样的方法效率低,胶带长度不一裁切质量得不到保证,并且需要通过使用裁切、铺装、加热使胶带具有黏性等设备,之后才能进行下一步的动作,严重占用空间。
5.因此,亟需开发一种串联电池片的胶带铺设装置和方法,提高胶带裁切铺设质量,提高工作效率,减小空间占用。
技术实现要素:
6.本发明的目的是提供一种串联电池片的胶带铺设装置和方法,提高胶带裁切铺设质量,提高工作效率,减小空间占用。
7.为解决上述技术问题,作为本发明的一个方面,提供了一种串联电池片的胶带铺设装置,包括:旋转上料部,包括多个胶带盘,该胶带盘中间设有第一通孔,胶带缠绕第一通孔设置;张紧轴,该张紧轴穿过第一通孔,胶带盘通过绕张紧轴旋转释放胶带;压紧机构,位于旋转上料部的下游,用于压紧和释放胶带;裁切机构,位于压紧机构的下游,用于裁切胶带;压带拉带机构,位于裁切机构的下游,可靠近或远离裁切机构的出料端,将未裁切的胶带从裁切机构的出料端拉出;支撑平台,设置在拉出的胶带的下方;放置平台,该放置平台上设置有多个胶带放置位;取放变距机构,用于将裁切后的胶带取放至放置平台的胶带放置位。
8.根据本发明一示例实施方式,所述串联电池片的胶带铺设装置还包括张力机构,该张力机构设置在旋转上料部和压紧机构之间,该张力机构包括多个第一辊轮,胶带依次绕设在多个第一辊轮上。
9.根据本发明一示例实施方式,多个第一辊轮使得胶带的运动线路为沿着竖直方向上下运动。
10.根据本发明一示例实施方式,该张紧轴为气胀轴,当旋转上料部释放胶带时,该张
紧轴的直径小于第一通孔的直径,当旋转上料部停止释放胶带时,该张紧轴的直径大于或等于第一通孔的直径。
11.根据本发明一示例实施方式,所述压紧机构包括压紧部和位于压紧部下方的第一下固定部,该压紧部可上下运动,胶带设置在压紧部和第一下固定部之间,当压紧部向下运动时,胶带被压紧。
12.根据本发明一示例实施方式,所述压紧部包括第一驱动件、压块和导向块,该压块与第一驱动件固定连接,并在第一驱动件的驱动下上下运动,该导向块包括第二通孔,该压块穿过第二通孔。
13.根据本发明一示例实施方式,所述第一下固定部包括第一凹槽,该第一凹槽位于压块的下方;所述胶带设置在压块和第一凹槽之间。
14.根据本发明一示例实施方式,所述第一凹槽的长度方向与胶带运动的方向垂直。
15.根据本发明一示例实施方式,所述压紧机构还包括设置在压紧机构进料端的第二辊轮,胶带绕设在第二辊轮上。
16.根据本发明一示例实施方式,所述第二辊轮包括多个环形槽,每条胶带绕设在一个环形槽上。
17.根据本发明一示例实施方式,所述裁切机构包括开合部和第二下固定部,所述开合部设置在第二下固定部的上方,胶带设置在开合部和第二下固定部之间;所述开合部包括第二驱动件、衬套、导柱、裁切件、开合板和裁切刀,所述裁切件设置在开合板的上方,所述导柱竖直设置,下端与开合板固定连接,裁切件上设有供导柱穿过的第三通孔,所述衬套为环形结构并套设在导柱外,衬套的一端与裁切件固定连接,该衬套还与第二驱动件固定连接,在第二驱动件的驱动下,带动裁切件上下运动;所述裁切刀固定在裁切件的一侧并位于裁切机构的出料端。
18.根据本发明一示例实施方式,所述第二下固定部包括第一固定板和设置在第一固定板上的垫块,该垫块设置在裁切机构的出料端附近,并位于裁切刀的上游。
19.根据本发明一示例实施方式,所述裁切机构还包括滑动部,所述滑动部包括第二固定板、第一滑轨和第三驱动件,所述第一滑轨和第三驱动件的一端固定在第二固定板上,该第一滑轨与胶带的运动的方向平行,该第三驱动件的另一端与第二下固定部固定连接,所述第二下固定部在第三驱动件的带动下可在第一滑轨上滑动。
20.根据本发明一示例实施方式,所述压带拉带机构包括第四驱动件、移动滑台、第三固定板、压持件和移动件;移动滑台的滑动方向与第一滑轨平行,第四驱动件与移动件固定连接,用于驱动移动件在移动滑台上滑动,第三固定板水平设置,压持件固定在第三固定板的上方,用于压持胶带,第三固定板的一端与移动件固定连接。
21.根据本发明一示例实施方式,所述压持件包括第五驱动件、连接件、压爪和固定架,该第五驱动件的一端与第三固定板固定连接,另一端与连接件固定连接,用于带动连接件水平运动;连接件的运动方向与胶带的运动的方向平行;压爪包括臂部、爪部和两个凸起端,两个凸起端分别设置在臂部和爪部的连接处的两侧,固定架与第三固定板固定连接,固定架上设有第三通孔,凸起端穿过第三通孔;所述臂部的一端与连接件固定连接,通过连接件的水平运动,使得爪部抬起和下压以夹持胶带。
22.根据本发明一示例实施方式,臂部在远离爪部的一端设有一第四通孔,该连接件
包括连接轴和连接块,该连接轴穿过第四通孔,连接轴的两端与连接块固定连接,连接块与第五驱动件固定连接。
23.根据本发明一示例实施方式,所述压持件还包括支撑架,该支撑架固定连接第五驱动件和第三固定板。
24.根据本发明一示例实施方式,所述支撑平台包括支撑板和第六驱动件,该第六驱动件与支撑板固定连接,驱动支撑板上下运动;所述支撑板上设有多个平行的第二凹槽,每个第二凹槽用于放置一条胶带。
25.根据本发明一示例实施方式,所述取放变距机构包括取放部、变距部和转运部,该取放部包括多组真空吸盘,每组真空吸盘对应一条胶带;变距部包括第七驱动件,用于带动真空吸盘水平运动至对应的胶带放置位的上方;变距部与转运部固定连接,转运部用于带动变距部水平运动至放置平台的上方,还用于带动变距部上下运动使得胶带放置于胶带放置位上。
26.根据本发明一示例实施方式,所述取放部还包括多个吸盘架,每个吸盘架上放置一组真空吸盘。
27.根据本发明一示例实施方式,所述变距部与吸盘架连接,采用蜗轮蜗杆原理驱动吸盘架运动。
28.根据本发明一示例实施方式,所述变距部还包括蜗轮蜗杆副,第七驱动件驱动蜗轮转动,吸盘架通过齿轮与蜗杆连接,在蜗杆的旋转下,吸盘架水平运动。
29.据本发明一示例实施方式,转运部包括第八驱动件、第九驱动件、连接部和水平滑台,所述第八驱动件的一端与变距部固定连接,另一端与连接部固定连接,用于驱动变距部上下运动;所述连接部架在水平滑台上,第九驱动件用于驱动连接部在水平滑台上水平运动。
30.据本发明一示例实施方式,所述放置平台还包括多个真空吸附孔,该真空吸附孔位于胶带放置位上,用于吸附放置好的胶带。
31.据本发明一示例实施方式,所述放置平台还包括加热组件,该加热组件设置在胶带放置位的下方,用于加热胶带。
32.据本发明一示例实施方式,所述加热组件包括加热棒和温度控制器,所述加热棒位于胶带放置位的下方。
33.作为本发明的第二个方面,提供了一种串联电池片的胶带铺设方法,采用所述的串联电池片的胶带铺设装置,包括如下步骤:s1:胶带盘释放胶带,并使得胶带经压紧机构和裁切机构后从裁切机构的出料端伸出;s2:压带拉带机构移动至裁切机构的出料端附近压紧胶带,压紧机构的压紧部向上运动,压带拉带机构远离裁切机构将胶带拉出,压紧机构的压紧部向下运动;s3:支撑平台向上运动支撑胶带,取放变距机构获取胶带;s4:裁切机构裁剪胶带,压带拉带机构释放胶带;s5:取放变距机构将裁切后的胶带取放至放置平台的胶带放置位;s6:支撑平台向下运动,裁切机构向上游方向运动使得胶带从裁切机构的出料端伸出;
s7:压带拉带机构移动至裁切机构的出料端附近压紧胶带,压紧机构的压紧部向上运动,压带拉带机构远离裁切机构将胶带拉出,压紧机构的压紧部向下运动;s8:支撑平台向上运动支撑胶带,取放变距机构获取胶带,裁切机构运动至裁切位置;s9:裁切机构裁剪胶带,压带拉带机构释放胶带;s10:重复步骤s5至步骤s9。
34.根据本发明一示例实施方式,所述胶带为绝缘胶带。
35.根据本发明一示例实施方式,该胶带的背面加热后具有黏性,该胶带的背面朝上设置。
36.根据本发明一示例实施方式,进行步骤s5的同时,可同时进行步骤s6至步骤s8。
37.根据本发明一示例实施方式,步骤s5还包括:取放变距机构将裁切后的胶带取放至放置平台的胶带放置位之后,放置平台吸附胶带,并对胶带加热。
38.根据本发明一示例实施方式,步骤s5中,所述取放变距机构将裁切后的胶带取放至放置平台的胶带放置位的方法包括:先抬升胶带,将胶带水平运送至放置平台的上方,调整胶带位置使胶带位于相应的胶带放置位的上方,驱动胶带向下运动至胶带放置位。
39.本发明的有益效果是:本发明设置胶带的裁切、转运、铺设、加热一体化的装置,在安装电池片前先铺设好胶带并使胶带具有黏性,利于后期电池的安装及焊接。本方案将若干条成盘状放置的标准件胶带,根据工艺要求同步自动化裁切成固定尺寸,对裁切后的胶带自动化搬运至预设位置实现固定及定位,对裁切后胶带背面朝上进行恒温加热,使其背面具有黏性,应用于下一工艺中电池片之间的贴附,实现胶带铺设装置的整体布局紧凑,空间排布合理的优势,同时提高了裁切和铺设质量,很大程度上提高了工作效率。
附图说明
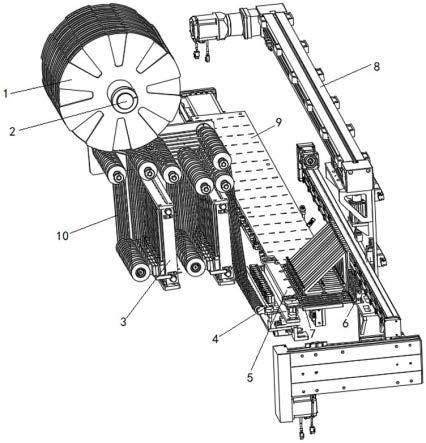
40.图1示意性示出了串联电池片的胶带铺设装置的结构图;图2示意性示出了串联电池片的胶带铺设装置的结构图(另一个角度)。
41.图3示意性示出了旋转上料部、张紧轴、张力机构和压紧机构的结构图。
42.图4示意性示出了旋转上料部、张紧轴、张力机构和压紧机构的结构图(另一个角度)。
43.图5示意性示出了压紧机构、裁切机构和压带拉带机构的结构图。
44.图6示意性示出了压紧机构、裁切机构和压带拉带机构的结构图(另一个角度)。
45.图7示意性示出了压紧机构的结构图。
46.图8示意性示出了压紧机构的结构图(另一个角度)。
47.图9示意性示出了压紧机构压紧胶带的结构图。
48.图10示意性示出了裁切机构的结构图。
49.图11示意性示出了裁切机构的俯视图。
50.图12示意性示出了裁切机构的结构图(另一个角度)。
51.图13示意性示出了开合部打开的结构图。
52.图14示意性示出了开合部打开的结构图(另一个角度)。
53.图15示意性示出了压带拉带机构的结构图。
54.图16示意性示出了压带拉带机构的结构图(另一个角度)。
55.图17示意性示出了图16中a部分的结构图。
56.图18示意性示出了支撑平台的结构图。
57.图19示意性示出了取放变距机构的结构图。
58.图20示意性示出了取放变距机构的结构图(另一个角度)。
59.图21示意性示出了未放置胶带的放置平台的结构图。
60.图22示意性示出了放置胶带后的放置平台的结构图。
61.其中,1—旋转上料部,11—胶带盘,12—垫片,2—张紧轴,3—张力机构,31—第一辊轮,32—竖直滑台,33—传感器,4—压紧机构,41—第二辊轮,42—压紧部,421—第一驱动件,422—压块,423—导向块,43—第一下固定部,431—第一凹槽,44—第一锁紧件,45—第一轴端,46—压紧部支撑板,47—固定部支撑板,5—裁切机构,51—开合部,511—第二驱动件,512—衬套,513—导柱,514—裁切件,515—开合板,516—裁切刀,52—第二下固定部,521—第一固定板,522—垫块,523—垫块固定柱,53—滑动部,531—第二固定板,532—第一滑轨,533—第三驱动件,54—第二锁紧件,55—第二轴端,6—压带拉带机构,61—第四驱动件,62—移动滑台,63—第三固定板,64—压持件,641—第五驱动件,642—连接件,6421—连接块,6422—连接轴,643—压爪,6431—臂部,6432—爪部,6433—凸起端,644—固定架,645—支撑架,65—移动件,7—支撑平台,71—支撑板,72—第六驱动件,8—取放变距机构,81—取放部,811—真空吸盘,812—吸盘架,82—变距部,821—第七驱动件,822—蜗轮蜗杆副,83—转运部,831—第八驱动件,832—第九驱动件,833—连接部,834—水平滑台,9—放置平台,91—真空吸附孔,92—第二滑轨,10—胶带。
具体实施方式
62.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本发明将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。在图中,为了清晰,夸大了区域和层的厚度。在图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
63.所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本发明的实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本发明的技术方案而没有特定细节中的一个或更多,或者可以采用其它的方法、组元、材料等。在其它情况下,不详细示出或描述公知结构、材料或者操作以避免模糊本发明的各方面。
64.下例所描述的实施例是本发明串联电池片的胶带铺设装置和铺设方法,本例仅是本发明的一部分实施例,但本发明的保护范围并不局限于此。本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都应涵盖在本发明的保护范围之内。
65.作为本发明的第一个实施方式,提供一种串联电池片的胶带铺设装置,如图1和图2所示,包括:旋转上料部1、张紧轴2、张力机构3、压紧机构4、裁切机构5、压带拉带机构6、支撑平台7、取放变距机构8和放置平台9。胶带10从旋转上料部1出料,经张力机构3绷紧,经压
紧机构4和压带拉带机构6拉紧后,裁切机构5裁切后置于支撑平台7上,经取放变距机构8将胶带10转运至放置平台9的胶带放置位,经加热后,实现串联电池片的胶带铺设及预处理。
66.如图3和图4所示,旋转上料部1包括多个胶带盘11和多个垫片12。多个胶带盘11并排设置,每两个胶带盘11之间设置一个垫片12,垫片12用于分隔胶带。胶带盘11为标准件,中间设有第一通孔,每个胶带盘11送出一条胶带10,胶带10缠绕第一通孔设置,通过胶带盘11的旋转可释放胶带10出料。垫片12中间也设有相应的通孔。
67.张紧轴2穿过胶带盘11的第一通孔,还穿过垫片12中间的通孔。胶带盘11通过绕张紧轴2旋转释放胶带10。张紧轴2优选地采用气胀轴,通过气胀轴可以使胶带盘11旋转和停止旋转。当旋转上料部1释放胶带10时,该张紧轴2的直径小于第一通孔的直径,利于胶带盘11的旋转使胶带10拉出送料;当旋转上料部1停止释放胶带10时,该张紧轴2的直径大于或等于第一通孔的直径,利于及时将送料的胶带盘11急停,停止送料并静止不动,防止胶带盘过转。当需要更换胶带盘11时,张紧轴2的直径小于第一通孔的直径,利于将张紧轴2穿入胶带盘11的第一通孔;完成更换胶带盘11时,张紧轴2的直径大于或等于第一通孔的直径,利于防止胶带盘11旋转出料。
68.张力机构3设置在旋转上料部1和压紧机构4之间,即位于旋转上料部1的下游及压紧机构4的上游,用于控制胶带的自动绷紧。张力机构3包括多个第一辊轮31、竖直滑台32和传感器33。竖直滑台32为一个以上,与第一辊轮31连接,用于带动第一辊轮31上下运动。竖直滑台32和第一辊轮31的组合,形成纵垂机构,利于对胶带10长度距离的把控,使胶带10得到缓冲,储备一定长度的胶带10。传感器33设置在竖直滑台32的下方,用于检测第一辊轮31是否运动到位及检测胶带10是否缠绕第一辊轮31运动。传感器33采用光纤传感器。胶带10依次绕设在多个第一辊轮31上。多个第一辊轮31使得胶带10的运动线路为沿着竖直方向上下运动。优选地,张力机构3包括两组第一辊轮31,每组第一辊轮31可为奇数个也可为偶数个,相邻的两条胶带分别绕设在不同组的第一辊轮31上。受空间影响,由于相邻两条胶带的间距较小,摆带方式以奇数,偶数两种方式分别排布。此排布优势在于相邻两条胶带互不影响,互不干涉,解决空间间距小的问题。
69.如图1-4所示,压紧机构4位于旋转上料部1及张力机构3的下游,用于压紧和释放胶带10。如图5和图6所示,裁切机构5位于压紧机构4的下游,用于裁切胶带10。压带拉带机构6位于裁切机构5的下游,可靠近或远离裁切机构5的出料端,将未裁切的胶带10从裁切机构5的出料端拉出。
70.如图7、图8和图9所示,压紧机构4包括第二辊轮41、压紧部42、位于压紧部42下方的第一下固定部43、第一锁紧件44、第一轴端45、压紧部支撑板46和固定部支撑板47。第二辊轮41设置在压紧机构4的进料端,胶带10绕设在第二辊轮41上。第二辊轮41包括多个环形槽,每条胶带10绕设在一个环形槽上,多个环形槽分隔相邻的胶带10。第二辊轮41固定在压紧部支撑板46上。压紧部支撑板46设置在固定部支撑板47的上方,压紧部支撑板46与固定部支撑板47之间设有供胶带10通过的槽口。压紧部支撑板46的一端与固定部支撑板47的一端为轴端,通过铰接方式相连,压紧部支撑板46的另一端与固定部支撑板47的另一端通过第一锁紧件44锁紧,第一锁紧件44与压紧部支撑板46、固定部支撑板47螺纹连接,使得压紧部支撑板46与固定部支撑板47开合和关闭,便于在换料时铺设胶带10。压紧部42与压紧部支撑板46固定连接,设置在压紧部支撑板46的出料端的一侧。第一下固定部43与固定部支
撑板47固定连接,设置在固定部支撑板47的出料端的一侧。压紧部42可上下运动,胶带10设置在压紧部42和第一下固定部43之间,当压紧部42向下运动时,胶带10被压紧。压紧部42包括多个第一驱动件421、多个压块422和导向块423,压块422与第一驱动件421固定连接,设置在第一驱动件421的自由端,压块422在第一驱动件421的驱动下上下运动。第一驱动件421可采用气缸。导向块423包括多个第二通孔,每个第二通孔对应一个压块422,压块422穿过第二通孔向下运动与第一下固定部43夹紧胶带10。压块422包括限位部和导向部,限位部设置在导向块423的上方,限位部的面积大于第二通孔的面积;导向部可穿过第二通孔向下运动。第一下固定部43包括第一凹槽431,第一凹槽431设置在第一下固定部43的顶部,并位于压块422的下方,防止胶带10回滑。第一凹槽431的长度方向与胶带10运动的方向垂直,第一凹槽431的宽度大于或等于压块422的导向部的宽度,使得导向部可运动至第一凹槽431内。胶带10设置在压块422和第一凹槽431之间。当压紧部42的压块422向上运动时,松开胶带10;当压紧部42的压块422向下运动时,与第一凹槽431一同夹紧胶带10,实现压紧胶带10。
71.如图10、图11、图12、图13和图14所示,裁切机构5包括开合部51、第二下固定部52、滑动部53、第二锁紧件54和第二轴端55。开合部51设置在第二下固定部52的上方,胶带10设置在开合部51和第二下固定部52之间。开合部51与第二下固定部52之间设有供胶带10通过的缝隙。开合部51的一端与第二下固定部52的一端为轴端,通过铰接方式相连,开合部51的另一端与第二下固定部52的另一端通过第二锁紧件54锁紧,第二锁紧件54与开合部51、第二下固定部52螺纹连接,使得开合部51与第二下固定部52开合和关闭,便于在换料时铺设胶带10。开合部51包括第二驱动件511、衬套512、导柱513、裁切件514、开合板515和裁切刀516。裁切件514设置在开合板515的上方,导柱513竖直设置,下端与开合板515固定连接,裁切件514上设有供导柱513穿过的第三通孔,衬套512为环形结构并套设在导柱513外,衬套512的一端与裁切件514固定连接,该衬套512还与第二驱动件511的自由端固定连接,第二驱动件511的固定端与开合板515固定连接,在第二驱动件511的驱动下,通过衬套512带动裁切件514上下运动。裁切刀516固定在裁切件514的一侧并位于裁切机构5的出料端。裁切刀516刀口向下,裁切刀516的长度方向与胶带10的运动方向垂直。裁切件514上下运动,带动裁切刀516上下运动,实现裁切胶带10。第二下固定部52包括第一固定板521、设置在第一固定板521上的垫块522、连接第一固定板521和垫块522的垫块固定柱523。垫块522设置在裁切机构5的出料端附近,并位于裁切刀516的上游。垫块522和第一固定板521形成阶梯状,开合板515上设有供垫块522放置的缺口,使得胶带10在裁切机构5中形成阶梯状。垫块522在裁切刀516的下方设有缺口,该缺口为裁切刀516下切动作的避开端。滑动部53位于第二下固定部52的下方,用于带动第二下固定部52和开合部51沿胶带10的运动方向运动。滑动部53包括第二固定板531、第一滑轨532和第三驱动件533。第一滑轨532和第三驱动件533的一端(固定端)均固定在第二固定板531上,第一滑轨532与胶带10的运动的方向平行,第三驱动件533的另一端(自由端)与第二下固定部52的第一固定板521固定连接,使得第二下固定部52在第三驱动件533的带动下可在第一滑轨532上滑动。
72.如图15、图16和图17所示,压带拉带机构6包括第四驱动件61、移动滑台62、第三固定板63、压持件64和移动件65。移动滑台62的滑动方向与第一滑轨532平行,即移动滑台62的滑动方向与胶带10的运动方向平行。第四驱动件61与移动件65固定连接,用于驱动移动
件65在移动滑台62上滑动。第三固定板63水平设置,压持件64固定在第三固定板63的上方,用于压持胶带10,第三固定板63的一端与移动件65固定连接。压持件64包括第五驱动件641、连接件642、压爪643、固定架644和支撑架645。支撑架645固定连接第五驱动件641和第三固定板63。第五驱动件641的一端(固定端)通过支撑架645与第三固定板63固定连接,另一端(自由端)与连接件642固定连接,用于带动连接件642水平运动。第五驱动件641可采用气缸。连接件642的运动方向与胶带10的运动的方向平行。压爪643包括臂部6431、爪部6432和两个凸起端6433,两个凸起端6433分别设置在臂部6431和爪部6432的连接处的两侧。固定架644与第三固定板63固定连接,位于第三固定板63的上方,固定架644在压爪643的两侧设有第一侧架和第二侧架,每个侧架上设有第三通孔,凸起端6433穿过第三通孔。臂部6431的一端与连接件642固定连接,通过连接件642的水平运动,使得爪部6432抬起和下压以夹持胶带10。臂部6431在远离爪部6432的一端设有一第四通孔,该连接件642包括连接轴6422和连接块6421,该连接轴6422穿过第四通孔,连接轴6422的两端与连接块6421固定连接,连接块6421与第五驱动件641的自由端固定连接。爪部6432的底部设有多个凸起,防止胶带10打滑。
73.如图1、图2、图18所示,支撑平台7设置在拉出的胶带10的下方,即当胶带10被压带拉带机构6拉出时,支撑平台7位于裁切机构5和压带拉带机构6之间的下方。支撑平台7包括支撑板71和第六驱动件72,该第六驱动件72与支撑板71固定连接,驱动支撑板71上下运动。支撑板71上设有多个平行的第二凹槽,每个第二凹槽用于放置一条胶带10。
74.如图1、图2、图19和图20所示,取放变距机构8用于将裁切后的胶带10取放至放置平台9的胶带放置位。取放变距机构8包括取放部81、变距部82和转运部83。取放部81包括多组真空吸盘811和多个吸盘架812。每个吸盘架上放置一组真空吸盘811,每组真空吸盘811对应一条胶带10。每组真空吸盘811采用3个以上真空吸盘。变距部82包括第七驱动件821和蜗轮蜗杆副822。第七驱动件821,用于带动真空吸盘811水平运动至对应的胶带放置位的上方。变距部82与吸盘架812连接,采用蜗轮蜗杆原理驱动吸盘架812运动。第七驱动件821驱动蜗轮转动,吸盘架812通过齿轮与蜗杆连接,在蜗杆的旋转下,吸盘架812水平运动,吸盘架812的运动方向与未裁切的胶带10的运动方向垂直。多个吸盘架812以中间的吸盘架812为基准,经变距部82可同时向两边以固定距离散开及收回复位。变距部82与转运部83固定连接,转运部83用于带动变距部82水平运动至放置平台9的上方,还用于带动变距部82上下运动使得胶带10放置于胶带放置位上。转运部83包括第八驱动件831、第九驱动件832、连接部833和水平滑台834。第八驱动件831的一端(自由端)与变距部82固定连接,另一端(固定端)与连接部833固定连接,用于驱动变距部82上下运动。连接部833架在水平滑台834上,第九驱动件832用于驱动连接部833在水平滑台834上水平运动,水平运动的方向与未裁切的胶带10的运动方向垂直。
75.如图21所示,放置平台9上设置有多个胶带放置位。放置平台9还包括多个真空吸附孔91、第二滑轨92和加热组件。真空吸附孔91位于胶带放置位上,用于吸附放置好的胶带10。加热组件设置在胶带放置位的下方,用于加热胶带10。加热组件包括加热棒和温度控制器,加热棒位于胶带放置位的下方。如图22所示,胶带10通过取放变距机构8准确地放置在了放置平台9的每一个胶带放置位上,经加热后,胶带朝上的一面具有黏性。第二滑轨92用于移动放置好的胶带10进入下一步工序。
76.本方案设置胶带10的出料、裁切、转运、铺设、加热一体化的装置,在安装电池片前先铺设好胶带并使胶带具有黏性,利于后期电池的安装及焊接。本方案将若干条成盘状放置的标准件胶带,根据工艺要求同步自动化裁切成固定尺寸,对裁切后的胶带自动化搬运至预设位置实现固定及定位,对裁切后胶带背面朝上进行恒温加热,使其背面具有黏性,应用于下一工艺中电池片之间的贴附,实现胶带铺设装置的整体布局紧凑,空间排布合理的优势,同时提高了裁切和铺设质量,很大程度上提高了工作效率。
77.作为本发明第二个实施方式,本发明提供一种串联电池片的胶带铺设方法,采用第一个实施方式的串联电池片的胶带铺设装置,包括如下步骤:s1:胶带盘11释放胶带10,并使得胶带10经压紧机构4和裁切机构5后从裁切机构5的出料端伸出。
78.胶带为绝缘胶带,胶带10运动至压紧机构4、裁切机构5时,胶带10的背面朝上,即胶带10加热之后具有黏性的一面朝上。
79.如果为初始状态或需要更换胶带盘11时,将胶带盘11与垫片12面与面累计组合设于张紧轴2上,通过第一轴端45打开压紧部42、通过第二轴端55打开开合部51,使得胶带10穿过压紧机构4的槽口和穿过裁切机构5的缝隙。将胶带10依次穿过张力机构3、压紧机构4实现胶带10绷紧状态。
80.s2:压带拉带机构6移动至裁切机构5的出料端附近压紧胶带10,压紧机构4的压紧部42向上运动,压带拉带机构6远离裁切机构5将胶带10拉出,压紧机构4的压紧部42向下运动。
81.由于胶带的背面朝上,从裁切机构5出料端伸出的胶带10上翘,通过将压带拉带机构6的压爪643的爪部6432打开,在胶带10的上方闭合后,即可将胶带10压紧。
82.压带拉带机构6移动至裁切机构5的出料端附近压紧胶带10之后,压紧机构4的压紧部42向上运动,释放胶带10,张紧轴2减少气压,使得胶带盘11可以旋转放料。当压带拉带机构6完成拉带时(即压带拉带机构6复位结束时),压紧机构4的压紧部42向下运动,压紧胶带10,张紧轴2施加气压,胶带盘11停止旋转送料。
83.s3:支撑平台7向上运动支撑胶带10,取放变距机构8获取胶带10。
84.未裁切的胶带10位于支撑平台7的第二凹槽上,在支撑平台7支撑胶带10的同时,取放变距机构8的真空吸盘811向下运动,以支撑平台7为支撑将胶带10压平,此时真空吸盘811并未开始吸附。
85.s4:裁切机构5裁剪胶带10,压带拉带机构6释放胶带10。
86.由于真空吸盘811和支撑平台7已经固定好胶带10,裁切机构5裁剪胶带10,压带拉带机构6释放胶带10,裁切后的胶带10呈绷紧状态。
87.s5:取放变距机构8将裁切后的胶带10取放至放置平台9的胶带放置位。
88.取放变距机构8将裁切后的胶带10取放至放置平台9的胶带放置位的方法包括:先抬升胶带10,将胶带10水平运送至放置平台9的上方,调整胶带10位置使胶带10位于相应的胶带放置位的上方,驱动胶带10向下运动至胶带放置位。
89.具体地,取放变距机构8通过真空吸盘811将胶带10吸附,先通过第八驱动件831抬升取放部81和变距部82,然后通过第九驱动件832将取放部81和变距部82移动至放置平台9的上方,位于中间的吸盘架812位于放置平台9的中间,通过变距部82将吸盘架812以中间为
基准向两边散开,使得一个吸盘架812对应的移动到一个胶带放置位的上方,通过第八驱动件831将取放部81和变距部82放下,使得胶带10准确放置在胶带放置位。
90.步骤s5还包括,胶带10放置在胶带放置位后,放置平台9的真空吸附孔91吸附胶带10,使胶带10仍然呈绷紧状态,放置平台9通过加热组件对胶带10加热,使得胶带10的背面具有黏性。
91.s6:支撑平台7向下运动,裁切机构5向上游方向(压紧机构4的方向)运动使得胶带10从裁切机构5的出料端伸出。
92.此时压紧机构4仍为压紧状态,胶带10未运动,裁切机构5回退后,胶带10从裁切机构5的出料端伸出,由于背面朝上,胶带10上翘,便于压带拉带机构6的抓取。
93.s7:压带拉带机构6移动至裁切机构5的出料端附近压紧胶带10,压紧机构4的压紧部42向上运动,压带拉带机构6远离裁切机构5将胶带10拉出,压紧机构4的压紧部42向下运动。
94.由于胶带的背面朝上,从裁切机构5出料端伸出的胶带10上翘,通过将压带拉带机构6的压爪643的爪部6432打开,在胶带10的上方闭合后,即可将胶带10压紧。
95.压带拉带机构6移动至裁切机构5的出料端附近压紧胶带10之后,压紧机构4的压紧部42向上运动,释放胶带10,张紧轴2减少气压,使得胶带盘11可以旋转放料。当压带拉带机构6完成拉带时(即压带拉带机构6复位结束时),压紧机构4的压紧部42向下运动,压紧胶带10,张紧轴2施加气压,胶带盘11停止旋转送料。
96.s8:支撑平台7向上运动支撑胶带10,取放变距机构8获取胶带,裁切机构5运动至裁切位置。
97.未裁切的胶带10位于支撑平台7的第二凹槽上,在支撑平台7支撑胶带10的同时,取放变距机构8的真空吸盘811向下运动,以支撑平台7为支撑将胶带10压平,此时真空吸盘811并未开始吸附。
98.s9:裁切机构5裁剪胶带,压带拉带机构6释放胶带10。
99.由于真空吸盘811和支撑平台7已经固定好胶带10,裁切机构5裁剪胶带10,压带拉带机构6释放胶带10,裁切后的胶带10呈绷紧状态。
100.s10:重复步骤s5至步骤s9。
101.进行步骤s5的同时,可同时进行步骤s6至步骤s8。
102.通过本方案的方法,先铺设胶带,对胶带加热,再安装电池片;并且采用整体布局紧凑、空间排布合理的铺设、预处理装置,提高了裁切和铺设质量,很大程度上提高了工作效率。
103.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1