一种针型内导体快速定位自动收口机构的制作方法
1.本发明涉及射频同轴连接器技术领域,尤其涉及一种针型内导体快速定位自动收口机构。
背景技术:
2.射频同轴连接器的接触件插孔是电子元器件的关键零件,电子接触失效大多是由开槽插孔接触件收口工艺方法不当引起,当收口不当时会造成插拔力的不稳定,外观偏心,外圆尺寸一致性差等问题。目前插孔收口技术是人工用镊子或收口钳作业,工作重复性大,劳动强度大且生产效率低下,并且此种收口技术不能对插孔收口进行精确控制,造成收口处变形不均匀,收口精度差,收口一致性难以保证。因此寻求最佳的插孔收口工艺方法是保障产品电性能的关键
技术实现要素:
3.本发明提出一种针型内导体快速定位自动收口机构,固定夹持机构对待收口针形内导体进行固定夹持,通过定位机构中的激光传感器检测待收口针形内导体收口缝隙确定内导体收口位置,然后通过收口成型机构进行收口;实现自动化生产,提升生产效率,满足大批量生产需求;避免人工收口的不可控因素,保证收口尺寸的一致性。
4.为了解决上述背景技术中的问题,本发明是通过以下技术方案来实现的:
5.一种针型内导体快速定位自动收口机构,其特征在于:包括机箱、固定夹持机构、定位机构和收口成型机构;所述固定夹持机构设于所述机箱设有的底板上;所述定位机构及收口成型机构设于所述底板设有的背板上,且所述收口成型机构位于所述定位机构上端;所述收口成型机构包括横向移动机构、纵向移动机构及收口块;所述横向移动机构与所述背板连接;所述收口块通过所述纵向移动机构与所述横向移动机构连接。
6.优选的,所述横向移动机构为kk模组;所述纵向移动机构为滑台气缸;所述kk模组设有固定块、丝杠及滑块;所述固定块与所述背板固定连接;所述滑台气缸通过滑台气缸安装板与所述滑块连接;所述收口块通过收口块安装板与所述滑台气缸设有的滑台连接。
7.优选的,所述固定夹持机构包括套筒、夹爪、中空平台、气缸和装料机构连接块、气缸固定块、万向接头及夹爪连接轴;所述中空平台设于所述底板上端;所述套筒通过所述装料机构连接块与所述中空平台连接;所述气缸与所述气缸固定块连接,所述气缸固定块设于所述底板下端;所述夹爪一端设于所述套筒内,与所述夹爪连接轴连接;所述夹爪内设有定位芯;所述夹爪连接轴一端与所述夹爪连接,所述夹爪连接轴另一端与所述万向接头连接;所述万向接头一端与所述夹爪连接轴连接,所述万向接头另一端与所述气缸设有的输入端连接。
8.优选的,所述夹爪内设有调节块,所述定位芯与所述调节块螺纹连接;通过调节所述定位芯与所述调节块的连接时的螺纹长度,调整针型内导体在所述夹爪中的位置。
9.优选的,所述定位机构包括激光感应器、气缸、滑轨、校正机构线轨板、感应器移动
座、感应器安装座和调节座组成;
10.所述激光感应器设于所述感应器安装座上端;所述感应器安装座下端设有卡槽;所述感应器移动座一端设有卡扣,所述感应器安装座与所述感应器移动座通过所述卡扣与所述卡槽配合连接;所述感应器移动座另一端设有调节座;所述调节座与所述气缸设有的输出端连接;所述感应器移动座下端设有滑轨,所述感应器移动座通过滑轨与所述校正机构线轨板连接;所述校正机构线轨板固定设于所述背板一侧设有的卡槽内;所述气缸固定设于所述背板另一侧,且所述气缸设有的输出端穿过所述背板与所述调节座连接。
11.优选的,所述机箱内设有控制器,所述控制器与所述固定夹持机构、定位机构和收口成型机构连接。
12.优选的,所述机箱外设有启动按钮及急停按钮,所述启动按钮及急停按钮与所述控制器连接。
13.与现有技术相比,本发明具有以下有益的技术效果:
14.1.通过固定夹持机构对待收口针形内导体进行固定夹持,通过定位机构中的激光传感器检测待收口针形内导体收口缝隙确定内导体收口位置,然后通过收口成型机构进行收口;实现自动化生产,提升生产效率,满足大批量生产需求;避免人工收口的不可控因素,保证收口尺寸的一致性;
15.2.通过激光传感器精准检测待收口针形内导体收口缝隙确定内导体收口位置,减少收口误差。
附图说明
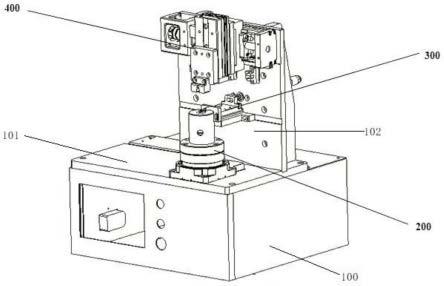
16.图1为本发明的结构示意图;
17.图2为本发明中固定夹持机构的结构示意图;
18.图3为本发明中固定夹持机构与底板的安装示意图;
19.图4为本发明中定位机构的结构示意图;
20.图5为本发明中收口机构的结构示意图。
21.附图标记说明
22.100、机箱;101、底板;102、背板;200、固定夹持机构;201、套筒;202、夹爪;203、中空平台;204、气缸a;205、装料机构连接块;206、气缸a固定块;207、万向接头;208、夹爪连接轴;300、定位机构;301、激光感应器;302、气缸b;303、滑轨;304、校正机构线轨板;305、感应器移动座;306、感应器安装座;307、调节座;400、收口机构;401、kk模组;402、滑台气缸;403、收口块;404、滑台气缸安装板;405、收口块安装板。
具体实施方式
23.实施例1
24.如图1-图5所示,一种针型内导体快速定位自动收口机构,包括机箱100、固定夹持机构200、定位机构300和收口成型机构400;固定夹持机构200设于机箱100设有的底板101上;定位机构300及收口成型机构400设于底板100设有的背板102上,且收口成型机构400位于定位机构300上端;收口成型机构400包括横向移动机构、纵向移动机构及收口块403;横向移动机构与背板102连接;收口块403通过纵向移动机构与横向移动机构连接。
25.横向移动机构为kk模组401;纵向移动机构为滑台气缸402;kk模组401设有固定块、丝杠及滑块;固定块与背板102固定连接;滑台气缸402通过滑台气缸安装板404与滑块连接;收口块403通过收口块安装板405与滑台气缸402设有的滑台连接。
26.通过kk模组401设有的丝杠带动滑块动作,滑块带动滑台气缸402及收口块403动作,完成横向移动,且kk模组已为现有技术,在此不再解释;滑台气缸402动力输出端动作,带动滑台动作,滑台带动收口块403动作,完成纵向移动及收口动作。
27.固定夹持机构200包括套筒201、夹爪202、中空平台203、气缸a204和装料机构连接块205、气缸a固定块206、万向接头207及夹爪连接轴208;中空平台203设于底板101上端;套筒201通过装料机构连接块205与中空平台203连接;气缸a204与气缸a固定块206连接,气缸a固定块206设于底板101下端;夹爪202一端设于套筒201内,与夹爪连接轴208连接;夹爪202内设有定位芯;夹爪连接轴208一端与夹爪202连接,夹爪连接轴208另一端与万向接头207连接;万向接头207一端与夹爪连接轴208连接,万向接头207另一端与气缸a204设有的输出端连接。
28.夹爪202内设有调节块,定位芯与调节块螺纹连接;通过调节定位芯与调节块的连接时的螺纹长度,调整针型内导体在夹爪202中的位置。
29.定位机构300包括激光感应器301、气缸b302、滑轨303、校正机构线轨板304、感应器移动座305、感应器安装座306及调节座307;
30.激光感应器301设于感应器安装座306上端;感应器安装座306下端设有卡槽;感应器移动座305一端设有卡扣,感应器安装座306与感应器移动座305通过卡扣与卡槽配合连接;感应器移动座305另一端设有调节座307;调节座307与气缸b302设有的输出端连接;感应器移动座305下端设有滑轨303,感应器移动座305通过滑轨303与校正机构线轨板304连接;校正机构线轨板304固定设于背板102一侧设有的卡槽内;气缸b302固定设于背板102另一侧,且气缸b302设有的输出端穿过背板102与调节座307连接。
31.机箱100内设有控制器,控制器与固定夹持机构、定位机构和收口成型机构连接。机箱100内设置控制器,并通过控制器对固定夹持机构、定位机构和收口成型机构进行控制,完成收口动作。
32.机箱100外设有启动按钮及急停按钮,启动按钮及急停按钮与控制器连接。机箱100设置启动按钮,用于对控制器进行启停;同时启动按钮可设置为2件,操作员工进行双手启动,使员工的手在操作时不能伸入设备中,降低员工操作风险。
33.实施例2
34.将待收口针形内导体插入夹爪202;夹爪202通过调节定位芯与调节块的连接时的螺纹长度,调整针型内导体在夹爪202中的位置;拍下机箱100设有的启动按钮,气缸a204启动,气缸a204输出端动作,通过万向接头207带动夹爪连接轴208动作,夹爪连接轴208带动夹爪202动作,夹爪202动作,通过套筒201对夹爪202进行收紧;根据待收口针形内导体高度,调节滑台气缸402行程,使收口机构400下降到待收口针形内导体收口部位;调节激光感应器301位置,并调节激光感应器301范围,使激光感应器301可以测出待收口针形内导体收口缝隙;调节kk模组401位置,使待收口针形内导体的插针处于收口块403中心;重新拍下启动按钮进行收口;同时检验收口效果,根据情况对激光感应器301应位补偿,对收口偏移量补偿;再次放置收口针形内导体进行收口,直到收口合格。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1