一种手动连绕端子压接机及其工作方法与流程
本发明涉及一种连绕端子压接机,特别涉及一种手动连绕端子压接机及其工作方法,属于线束加工生产。
背景技术:
1、连绕端子是将单个端子通过连接带组合绕成一盘,为方便快速压接生产器件,作为机电设备连接器线束末端连接器的一部分,有着广泛的工业应用,例如在汽车、家电、电子设备等电气组件之间线缆连接器、接插件均需要使用连绕端子进行批量压接生产。
2、现有端子压接方式大多采用气动、电动端子压接机或是手动端子压线钳进行压接,而气动、电动端子压接机一般体积大占用空间,不便于移动,产生噪音大,且需要气源或电源提供压接动力,价格相对昂贵,不利于少量或小批量离散型端子压接生产;对于微小端子而言,手动端子压线钳使用轻便,但一般端子尺寸宽约1mm长约3~5mm,压接时需要将微小端子从连接带上一个个取下来,用手拿捏或镊子夹取微小端子放入压线钳口压接位置,此过程对准压接口操作难度大,压接效率低,且压接质量不高,因此,急需设计生产一种兼顾气动/电动端子压接机与手动压接钳两者优点的连绕端子压接机,为端子压接生产制造提供更多便利。
技术实现思路
1、本发明的目的在于克服上述缺陷,提供一种手动连绕端子压接机及其工作方法,解决了现有连绕端子压接机体积大设备昂贵,需要电源且压接时噪音大,无法低成本满足小批量快速压接需求的技术问题,本发明压接机能够实现离散型小批量端子压接产品的高效高质量生产。
2、为实现上述发明目的,本发明提供如下技术方案:
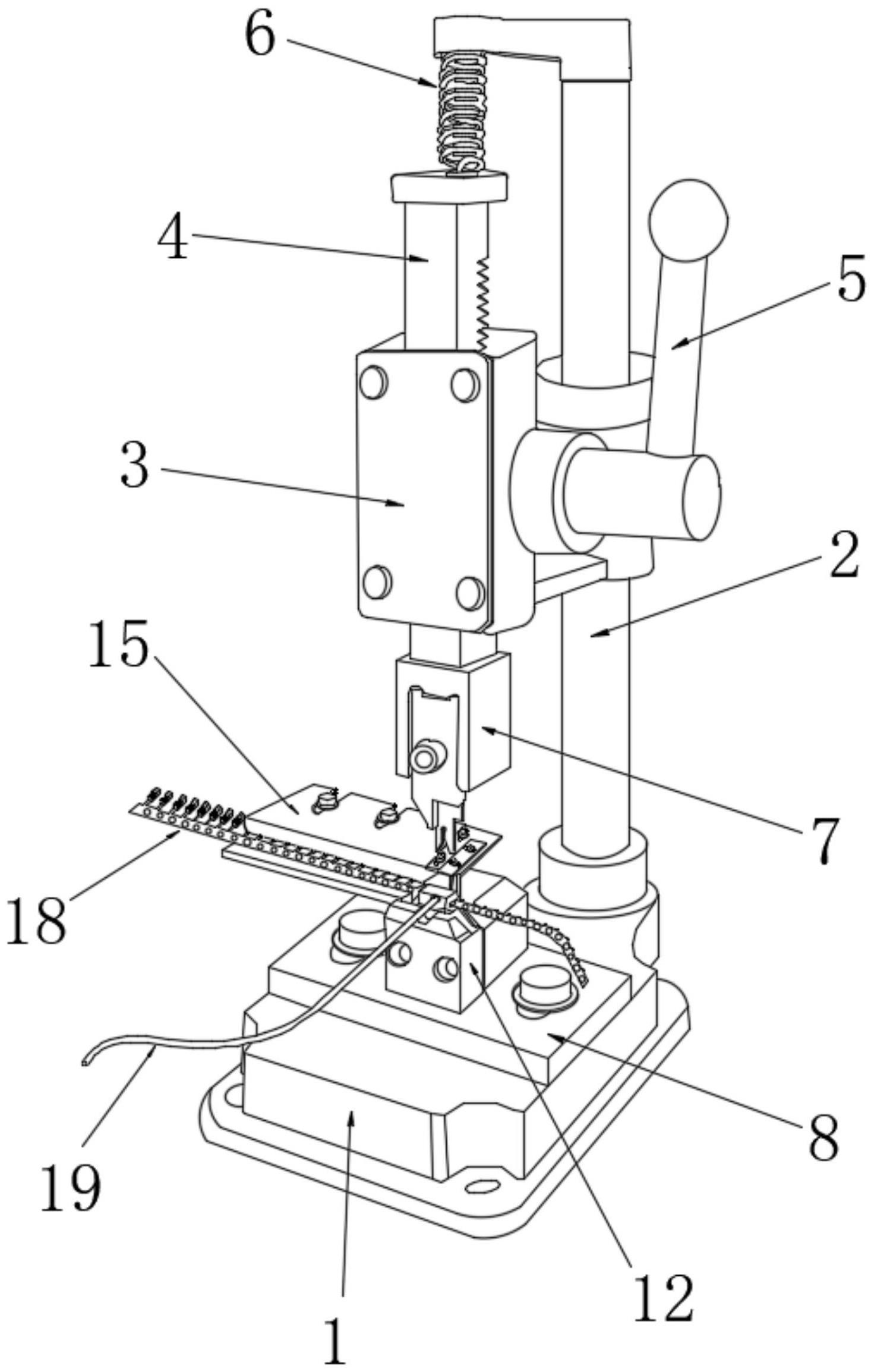
3、一种手动连绕端子压接机,包括压床基座、立柱、传动机构、上端定位结构、下端定位结构、上压刀片、下压刀片、上切刀、切刀座、切刀芯、送料板、连绕端子导向板、连绕端子压接限位板和导线压接限位板;
4、压床基座设于操作台上,立柱固定安装于压床基座上;上端定位结构通过传动机构实现相对于立柱的上下运动;上压刀片和上切刀固定安装于上端定位结构上,上端定位结构安装于传动机构内部的齿条下端;下端定位结构位于上端定位结构正下方,下端定位结构安装于压床基座上,下压刀片和切刀座固定安装于下端定位结构上;切刀座内部设有切刀芯,切刀芯上部设有用于通过导线的导向孔,导向孔对准下压刀片压刀口处,切刀芯与上切刀配合实现连绕端子的切断,上压刀片和下压刀片配合实现连绕端子与导线的压接;送料板水平固定安装于下端定位结构上,用于承载连绕端子;送料板的上方配装连绕端子导向板,连绕端子导向板用于调节连绕端子的前后位置,使连绕端子的压接位置在前后方向上对准下压刀片压刀口处;连绕端子压接限位板安装于连绕端子导向板上方,用于对连绕端子中的待压接端子进行左右方向的限位,使该待压接端子在左右方向上对准下压刀片压刀口处;导线压接限位板安装于连绕端子压接限位板上方,用于限定导线进入端子的位置。此时压动手柄,上切刀向下移动先顶撞到切刀芯,切刀芯与下压刀片形成剪切动作切断端子与连接带,继续向下移动下压刀片和上压刀片开始压合,实现导线与端子的压接,此过程就在压动手柄瞬时,先后完成了切断与压接工作。
5、进一步的,连绕端子导向板的前端设有向下的很薄的导向片,连绕端子导向板设有沿前后方向的腰形开口;
6、导向片卡在连绕端子中各端子的位杯与绝缘扣之间,连绕端子导向板的前后移动实现连绕端子压接位置的前后方向调整;
7、利用螺钉自上而下穿过所述腰形开口,螺钉下端与送料板所设螺纹孔配合,实现连绕端子导向板在送料板上方的固定。
8、进一步的,连绕端子压接限位板包括第一水平板和连接于第一水平板一角且向下伸出的限位片;
9、连绕端子导向板上表面设有沿左右方向的第一定位筋,第一水平板下表面设有沿左右方向的第一定位槽,所述第一定位筋与第一定位槽配合,实现连绕端子压接限位板相对于连绕端子导向板的左右移动,左右移动到位后,通过螺钉固定连绕端子压接限位板相对于连绕端子导向板的左右位置;限位片下端卡住待压接端子的一侧,实现对该端子左右方向的限位。
10、进一步的,导线压接限位板包括第二水平板和连接于第二水平板一角且向下伸出的限位片;
11、连绕端子压接限位板上表面设有沿前后方向的第二定位筋,第二水平板下表面设有沿前后方向的第二定位槽,第二定位筋与第二定位槽配合,实现导线压接限位板相对于连绕端子压接限位板的前后移动,前后移动到位后,通过螺钉固定导线压接限位板相对于连绕端子压接限位板的前后位置;限位片定位在待压接端子位杯与端子头之间立缝正上方,保障待压接端子位杯与导线导体对准,绝缘扣与导线绝缘皮对准;脱头待压接的导线从前向后穿过导向孔,导线的脱头端抵住限位片,实现导线在待压接的端子中压接位置的限位。
12、进一步的,传动机构包括啮合传动壳体、齿条、手柄和回力弹簧;
13、回力弹簧上端连接立柱上端,回力弹簧下端连接齿条上端,齿条下端安装上端定位结构;啮合传动壳体可沿立柱上下运动并在到达预定位置时实现锁定,啮合传动壳体内部设有与齿条啮合的齿轮,手柄设于啮合传动壳体外部且与齿轮连接,手柄带动齿轮转动使齿条产生上下运动,齿条的上下运动带动上端定位结构的上下运动。
14、进一步的,在到达预定位置时,啮合传动壳体利用抱紧结构实现锁定;
15、抱紧结构包括圆柱套和螺钉,圆柱套外侧与啮合传动壳体后方固定连接,圆柱套套于立柱上,螺钉从圆柱套穿入后顶住立柱,实现抱紧结构在立柱上的位置锁定。
16、进一步的,连绕端子压接限位板设有左右方向的腰型孔,通过螺钉与左右方向的腰型孔配合,固定连绕端子压接限位板相对于连绕端子导向板的左右位置;
17、导线压接限位板设有前后方向的腰型孔,通过螺钉与前后方向的腰型孔配合,固定导线压接限位板相对于连绕端子压接限位板的前后位置。
18、进一步的,切刀芯下部设有弹簧;
19、切刀芯被上切刀顶撞切断连绕端子的连接带后,抬起手柄,切刀芯在弹簧作用下复位;
20、送料板与连绕端子导向板之间留有供连绕端子左右移动的间隙。
21、一种手动连绕端子压接机的工作方法,包括:
22、s1将连绕端子置于送料板与连绕端子导向板之间,向右推动连绕端子,使连绕端子第一颗待压接端子到达下压刀片处;
23、s2利用连绕端子导向板调节连绕端子的前后位置,使连绕端子的压接位置在前后方向上对准下压刀片压刀口;
24、s3利用连绕端子压接限位板挡住待压接端子继续向右移动,使连绕端子的压接位置在左右方向上对准下压刀片压刀口;
25、s4将导线插入导向孔,并利用导线压接限位板限制导线伸入待压接端子的位置,将导线压接位置限定到该端子的压接位置;
26、s5上端定位结构带动上压刀片和上切刀同步向下运动,上切刀先接触顶撞切刀芯,切刀芯与下压刀片剪切连接带与待压接端子之间连接,待压接端子被切下来落在下压刀片压刀口上,上端定位结构继续向下运动,导线与待压接端子被上压刀片和下压刀片配合压接,完成一次压接过程。
27、更加具体的,上述工作方法描述为:
28、s1将连绕端子置于送料板与连绕端子导向板之间,使连绕端子导向板的导向片卡在连绕端子位杯与绝缘扣之间,向右推动连绕端子,使连绕端子第一颗待压接端子到达下压刀片处;
29、s2利用连绕端子导向板调节连绕端子的前后位置,使连绕端子的压接位置在前后方向上对准下压刀片压接口位置,调整对正后螺钉固定连绕端子导向板至送料板上方;
30、s3利用连绕端子压接限位板挡住待压接端子继续向右移动,使连绕端子的压接位置在左右方向上对准下压刀片压接口位置,调整对正后螺钉固定绕端子压接限位板至连绕端子导向板上方;
31、s4将导线插入导向孔,并利用导线压接限位板限位片限制导线伸入待压接端子的位置,使导线压接位置限定到该端子的压接位置;
32、s5通过压动手柄,上端定位结构带动上压刀片和上切刀同步向下运动,由于结构之间高度差,上切刀先接触顶撞切刀芯,实现切刀芯与下压刀片剪切连接带与端子之间连接,端子被切下来落在压刀口上,由于距离很短,手柄顺势继续向下压动,导线与端子压接位置被上下压刀片配合压接,完成一次压接过程。
33、进一步的,上述工作方法,还包括:
34、s6向右推动连绕端子,使连绕端子中的下一个待压接端子到达对应限位的位置处;
35、s7重复步骤s4~s5,即可完成下一个待压接端子与导线压接。
36、进一步的,上述工作方法,还包括:
37、s8更换其他规格连绕端子压接时,重复步骤s1~s7,即可完成压接。
38、本发明与现有技术相比具有如下至少一种有益效果:
39、(1)本发明创造性的提出了一种手动连绕端子压接机,通过对连绕端子与待压接的导线进行多个方向压接位置的一次调整限定,实现了端子压接位置、导线被压接位置与压接刀口位置的精准配合,提高了压接效率;
40、(2)本发明连绕端子导向板、连绕端子压接限位板和导线压接限位板的配合关系巧妙,在不影响连绕端子连续移动的前提下实现了端子移动限位、导线压接限位,使用板件加工制作,模块化安装,结构简单调整方便,有利于降低成本;
41、(3)本发明适用于离散型小批量生产,可实现多种规格的连绕端子高效高质量压接,具有广泛的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!