电连接器的制作方法
1.本实用新型涉及一种电连接器,尤其涉及一种具有两个端子模组的电连接器。
背景技术:
2.usb连接器广泛的使用并同时迅速地发展,其传输速度从usb1.0的1.5mbits/s到usb3.1的10gbit/s,其类型也由单向插口的type-a,type-b发展到支持正反两方向插口的type-c。
3.请参阅中国实用新型专利公告第cn204243282u号的一种连接器,其采用三次注塑成型工艺,即注塑先生产上端子模组和下端子模组,上端子模组、下端子模组和中隔片组装后,再进行注塑成型外绝缘体,此种工艺注塑模具较多,投资费用相对较高,且制程工艺复杂,对应损耗较多,从而造成产品单价高。
4.所以,有必要设计一种新的电连接器以解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提供了一种降低制程难度的电连接器。
6.为实现前述目的,本实用新型采用如下技术方案:一种电连接器,其包括上端子模组、下端子模组、金属中隔片及外绝缘体,所述中隔片夹持固定在所述上端子模组和所述下端子模组之间;所述上端子模组包括上导电端子组及注塑成型于所述上导电端子组上的上绝缘块,所述上导电端子组包括上固定部、从所述上固定部向前延伸的上接触部及连接于所述上固定部后端的上焊接脚;所述下端子模组包括下导电端子组及注塑成型于所述下导电端子组上的下绝缘块,所述下导电端子组包括下固定部、从所述下固定部向前延伸的下接触部及连接于所述下固定部后端的下焊接脚;所述外绝缘体注塑成型于所述上端子模组、所述下端子模组和所述中隔片外侧形成一端子座,所述端子座设有舌板,所述上接触部排布在所述舌板的上表面,所述下接触部排布在所述舌板的下表面,所述上端子模组和所述下端子模组结构相同,所述上端子模组通过所述下端子模组翻转180度得到。
7.进一步的改进,所述上端子模组和所述下端子模组上下对称。
8.进一步的改进,所述上焊接脚向上弯折延伸,所述下焊接脚向下弯折延伸,分别用于焊接于电路板的表面上。
9.进一步的改进,所述上绝缘块的下表面和所述下绝缘块的上表面设有至少一限位柱,所述中隔片设有供对应的所述限位柱穿过的限位孔。
10.进一步的改进,所述上绝缘块设有上凸块和上固定孔,所述下绝缘块设有插入固定于所述上固定孔中的下凸块及供所述上凸块插入固定的下固定孔。
11.进一步的改进,所述上凸块和所述上固定孔左右排列,所述下凸块和所述下固定孔左右排列。
12.进一步的改进,所述上绝缘块后端的左右两侧分别设有一上定位柱及一上定位孔,其中一侧的所述上定位柱位于对应所述上定位孔的前方,另一侧的所述上定位柱位于
对应的所述上定位孔的后方,所述下绝缘块后端的左右两侧分别设有一下定位柱及一下定位孔,所述上定位柱向下插入所述下定位孔,所述下定位柱向上插入所述上定位孔。
13.进一步的改进,所述中隔片两侧设有供所述上定位柱和所述下定位柱共同穿过的通孔。
14.进一步的改进,所述上定位孔上下贯穿所述上绝缘块,所述下定位孔上下贯穿所述下绝缘块。
15.进一步的改进,所述电连接器为type-c插座连接器或type-c插头连接器。
16.本实用新型电连接器的上端子模组和下端子模组结构相同,所述上端子模组通过所述下端子模组翻转180度得到,电连接器只需两次注塑成型达到,可减少冲压、注塑以及裁切机投资费用,同时降低制程难度,减少损耗,从而降低产品单价。
附图说明
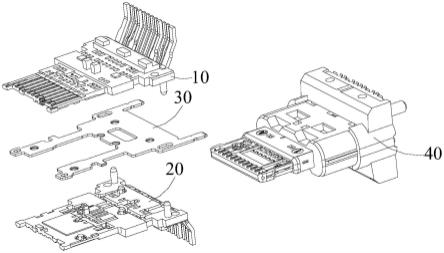
17.图1为本实用新型电连接器的立体图,未显示金属外壳。
18.图2为图1另一角度的视图。
19.图3为图1的立体分解图。
20.图4为本实用新型电连接器的下端子模组或下端子模组的立体图。
21.图5为图4的立体分解图。
22.图6为图5另一角度的视图。
23.图7为本实用新型电连接器的中隔片的立体图。
具体实施方式
24.请参阅图1至图3所示,本实用新型公开一种电连接器100,该电连接器100为type-c插座连接器,支持正反插,用于焊接于电路板上。该电连接器100包括上端子模组10、下端子模组20、金属中隔片30、外绝缘体40及金属外壳(未图示),中隔片30被夹持固定在上端子模组10和下端子模组20之间,用于屏蔽上端子模组10和下端子模组20之间的信号串扰,外绝缘体40注塑成型于上端子模组10、下端子模组20和中隔片30外侧共同形成一端子座,该端子座设有水平的舌板42。在其他实施方式中,电连接器100可以为type-c插头连接器。
25.请参阅图4至图6所示,上端子模组10和下端子模组20的结构完全相同,上端子模组10翻转180度后得到下端子模组20。上端子模组10包括上导电端子组11及注塑成型于上导电端子组11上的上绝缘块12,上导电端子组11包括上固定部111、从上固定部111向前延伸的上接触部112及连接于上固定部111后端的上焊接脚113。下端子模组20包括下导电端子组21及注塑成型于下导电端子组21上的下绝缘块22,下导电端子组21包括下固定部211、从下固定部211向前延伸的下接触部212及连接于下固定部211后端的下焊接脚213。上端子模组11和下端子模组21上下对称,上接触部112排布在舌板42上表面,下接触部212排布在舌板42下表面,上焊接脚113向上弯折延伸,而下焊接脚213向下弯折延伸,用于焊接于电路板的表面上。
26.上绝缘块12和下绝缘块22的结构相同,其中一绝缘块翻转180度后得到另一绝缘块。上绝缘块12设有一上凸块121及位于上凸块121一侧的上固定孔122,上凸块121位于上绝缘块12下表面,固定孔122上下贯穿上绝缘块12,并且与上凸块121左右排列。下绝缘块22
设有向上插入固定孔122内的下凸块221及供上凸块121向下插入的下固定孔222,下凸块211设于下绝缘块21上表面,下固定孔222上下贯穿下绝缘块22。
27.上绝缘块12的下表面和下绝缘块22的上表面分别设有多个限位柱123、223。上绝缘块12后端的左右两侧分别设有一上定位柱124及一上定位孔125,上定位柱124和上定位孔125前后间隔开,并且对齐,上定位柱124设于上绝缘块12下表面,上定位孔125上下贯穿上绝缘块12,其中一侧的上定位柱124位于其中一上定位孔125前方,另一侧的上定位柱124位于另一上定位孔125的后方。下绝缘块22后端的左右两侧也分别设有一下定位柱224及一下定位孔225,下定位柱224设于下绝缘块22上表面,一一向上插入于上定位孔125中,上定位柱124一一向下插入于下定位孔225中。
28.请参阅图7所示,中隔片30水平布置,其设有供各限位柱123、223一一插入的限位孔33及供一上定位柱124和一下定位柱224共同穿过的一长条形通孔34,限位孔33也上下贯穿中隔片30。中隔片30设有向后延伸出外绝缘体40的焊接片35,用于焊接于电路板安装孔中。
29.本实用新型电连接器100生产时,首先,一次注塑成型至少2个上端子模组10或至少2个下端子模组20,其中一端子模组翻转180度后得出另一端子模组;其次,中隔片30夹持固定在上端子模组10和下端子模组20之间,三者组装在一起;接着,外绝缘体40注塑成型于上端子模组10、下端子模组20和中隔片30外侧形成一端子座;最后,金属外壳组装于端子座外侧。
30.本实用新型电连接器100只需两次注塑成型达到,由于上端子模组10和下端子模组20的结构相同,可减少冲压、注塑以及裁切机投资费用,同时降低制程难度,减少损耗,从而降低产品单价。
31.尽管为示例目的,已经公开了本实用新型的优选实施方式,但是本领域的普通技术人员将意识到,在不脱离由所附的权利要求书公开的本实用新型的范围和精神的情况下,各种改进、增加以及取代是可能的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1