一种锂电池盖板用极柱连接结构的制作方法
1.本实用新型属于锂电池电池盖板用极柱技术领域,具体涉及一种锂电池盖板用极柱连接结构。
背景技术:
2.电池作为一种储能单元,被越来越广泛地应用于电动汽车行业与储能行业,其中方形铝壳电池占主导地位。目前市面上所用的电池顶盖结构复杂,制成工序多,顶盖成本降低困难。现有顶盖结构主要有以下几种方案:
3.方案1:顶盖结构组成为正极柱、负极柱、密封圈、顶盖片、不锈钢卡簧、陶瓷环、防转陶瓷,其中正极柱为机加工制作,其中负极柱上部为铝材质下部为铜材质(铜铝摩擦焊后进行机加制作),并在正负极柱上部加工出凹槽,在正负极柱下部加工出凹槽,顶盖片在对应正负极柱的位置开通孔,在顶盖片对应陶瓷位置加工出凹槽。顶盖组装方式为:将密封圈套入极柱、将防转陶瓷放入正负极柱下部的凹槽,将此组合体从顶盖片下方穿过顶盖片对应正负极柱位置的通孔,将陶瓷环在顶盖片上方套入正负极柱上部,将不锈钢卡簧嵌入正负极柱上部的凹槽并压紧陶瓷环。此结构使用零件最多,装配过程最复杂。
4.方案2:顶盖结构组成为正极柱、负极柱、密封圈、顶盖片、pps浇注件,其中正极柱为机加工制作,其中负极柱上部为铝材质下部为铜材质(铜铝摩擦焊后进行机加制作),并在正负极柱上部加工出凹槽及防转压花纹理,顶盖片在对应正负极柱的位置开通孔。组装方式为将密封圈套入极柱、将此组合体从顶盖片下方穿入其对应正负极柱的通孔,使用模具将此组合体位置固定,向极柱柱面周围及其与顶盖片通孔的缝隙间浇注pps。同比方案1,此方案零件数量和制作过程有所减少,但不是更佳方案。
5.方案3:顶盖结构组成为正极柱、负极柱、密封圈、顶盖片、铝塑复合压块,其中正极柱使用铝板冲压成型(比机加方式效率高、成本低),其中负极柱使用铜铝复合板进行冲压成型(比摩擦焊后机加方式效率高、成本低),铝塑复合块中的铝结构采用冲压成型之后放置于固定模具中浇注pps塑料形成一体结构,铝塑复合压块外周为裸露的铝材质,顶盖片在对应正负极柱的位置开通孔(通孔直径比极柱直径和密封圈内径小)。组装方式为:将密封圈置于顶盖片通孔外周上侧与极柱下端之间,将事先做好的铝塑复合块压在极柱上方并下压极柱从而实现对密封圈的压缩来达到密封,将铝塑复合压块外周裸露的铝材质部分与顶盖片进行焊接。同比方案2,此结构极柱使用板材冲压成型没有机加过程,极柱的成本会降低,从而降低顶盖的成本。
6.现有的技术方案结构复杂,制作工序多,顶盖成本高。
技术实现要素:
7.本实用新型为解决上述问题提供了一种锂电池盖板用极柱连接结构,本实用新型结构简单,制作工序简单,可降低顶盖成本,进而降低电池成本。
8.本实用新型采用的技术方案是:
陶瓷环,52-铜复合环,53-铝复合环,501-凸起,502-凹陷,503-凸台,6-负极柱。
具体实施方式
30.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
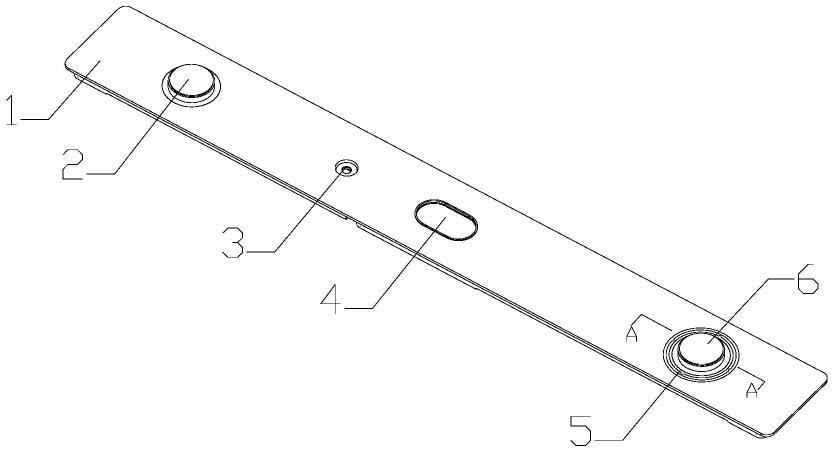
31.如图1~3所示,一种锂电池盖板用极柱连接结构,包括顶盖片1、正极柱2、负极柱6,所述顶盖片1上设置有正极柱通孔和负极柱通孔,其特征在于,所述负极柱6通过金属陶瓷复合环5与负极柱通孔焊接。所述金属陶瓷复合环5包括陶瓷环51,所述陶瓷环51内周设置有铜复合环52,所述陶瓷环51外周设置有铝复合环53。
32.负极柱6通过金属陶瓷复合环5与负极柱通孔焊接,金属陶瓷复合环5中的陶瓷环51保证负极柱6和顶盖片之间绝缘。铜复合环52、铝复合环53电镀或浇筑在陶瓷环51上,铜复合环52内周与负极柱6焊接,铝复合环53外周与负极柱通孔焊接,保证负极柱6和顶盖片之间密封。
33.优选的,所述陶瓷环51表面进行粗糙处理,设置防转压花纹理,以增加铜复合环52、铝复合环53与陶瓷环51表面的接触面积,通过增加铜复合环52、铝复合环53与陶瓷环51的连接强度来增加极柱抗扭能力。
34.优选的,所述陶瓷环51表面上还设置有凸起501和凹陷502,当铜复合环52、铝复合环53电镀或浇筑在陶瓷环51时,凸起501和凹陷502可以增大铜复合环52、铝复合环53与陶瓷环51的接触面积,进而增加铜复合环52、铝复合环53与陶瓷环51的连接强度来防止发生相对运动及相对转动。所述陶瓷环51表面上设置有凸起501和凹陷502,所述陶瓷环51和铜复合环52之间设置有凸起501。
35.优选的,如图3所示,所述铝复合环外周设置有凸台503,所述顶盖片1的负极通孔对应设置有台阶,所述凸台503可置放在负极通孔的台阶上,这样金属陶瓷复合环5可以置放在顶盖片1上,方便金属陶瓷复合环5和顶盖片1、负极柱6的焊接。
36.陶瓷环51为环形结构,陶瓷材质为耐高压成分,如氧化铝陶瓷。铜复合环52的铜材质宽度不小于0.5mm,保证焊接位置可用尺寸,铜材质厚度不小于0.5mm,保证焊接后连接强度。铝复合环53的铝材质宽度不小于0.6mm,保证焊接位置可用尺寸,铝材质厚度不小于0.6mm,保证焊接后连接强度。
37.金属陶瓷复合环5外侧的铝复合环53与顶盖片1负极通孔内周接触并连接,连接方式可使用激光焊接;负极柱6使用铜铝复合板冲压成型,负极柱6铜材质外周与金属陶瓷复合环5内侧的铜复合环52接触并连接,连接方式可使用激光焊接铜材质位置的方式。正极柱2使用铝板冲压成型,将正极柱2外周与顶盖片正极通孔内周接触并连接,连接方式可使用激光焊接。
38.负极柱6使用铜铝复合板可降低极柱成本;负极柱6与顶盖片1之间通过金属陶瓷复合环5连接,使顶盖结构简单且制造工序少,从而进一步降低成本;正极柱2外观尺寸与负极柱6相同,正极柱通过激光焊的方式直接焊接到顶盖片上,正极柱采用冲压方式直接制作成型,无需二次机加工,可降低正极柱成本。
39.与现有技术相比,本实用新型取消了密封圈,且正极柱只有极柱,无铝塑复合压块
等其它结构,顶盖的成本低。
40.以上所述,仅为本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,任何未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改,等同变化与修饰,均仍属于本实用新型技术方案的范围内。
41.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
技术特征:
1.一种锂电池盖板用极柱连接结构,包括顶盖片(1)、正极柱(2)、负极柱(6),所述顶盖片(1)上设置有正极柱通孔和负极柱通孔,其特征在于,所述负极柱(6)通过金属陶瓷复合环(5)与负极柱通孔焊接;所述金属陶瓷复合环(5)包括陶瓷环(51),所述陶瓷环(51)内周设置有铜复合环(52),所述陶瓷环(51)外周设置有铝复合环(53);所述铜复合环(52)内周与负极柱(6)焊接,所述铝复合环(53)外周与负极柱通孔焊接。2.根据权利要求1所述的一种锂电池盖板用极柱连接结构,其特征在于,所述陶瓷环(51)表面设置防转压花纹理。3.根据权利要求2所述的一种锂电池盖板用极柱连接结构,其特征在于,所述陶瓷环(51)表面上设置有凸起(501)和凹陷(502)。4.根据权利要求3所述的一种锂电池盖板用极柱连接结构,其特征在于,所述陶瓷环(51)和铜复合环(52)之间设置有凸起(501)。5.根据权利要求3所述的一种锂电池盖板用极柱连接结构,其特征在于,所述陶瓷环(51)和铝复合环(53)之间设置有凹陷(502)。6.根据权利要求1所述的一种锂电池盖板用极柱连接结构,其特征在于,所述铜复合环(52)的铜材质宽度不小于0.5mm。7.根据权利要求1所述的一种锂电池盖板用极柱连接结构,其特征在于,所述铝复合环(53)的铝材质宽度不小于0.6mm。8.根据权利要求3所述的一种锂电池盖板用极柱连接结构,其特征在于,所述铝复合环(53)外周设置有凸台(503),所述顶盖片(1)的负极通孔对应设置有台阶,所述凸台(503)可置放在负极通孔的台阶上。9.根据权利要求1所述的一种锂电池盖板用极柱连接结构,其特征在于,所述负极柱(6)采用铜铝复合板。10.根据权利要求1所述的一种锂电池盖板用极柱连接结构,其特征在于,所述正极柱(2)采用铝板,正极柱(2)外周与顶盖片正极通孔内周接触并焊接。
技术总结
一种锂电池盖板用极柱连接结构,包括顶盖片、正极柱、负极柱,顶盖片上设置有正极柱通孔和负极柱通孔,负极柱通过金属陶瓷复合环与负极柱通孔焊接;金属陶瓷复合环包括陶瓷环,陶瓷环内周设置有铜复合环,陶瓷环外周设置有铝复合环;铜复合环内周与负极柱焊接,铝复合环外周与负极柱通孔焊接。负极柱通过金属陶瓷复合环与负极柱通孔焊接,金属陶瓷复合环中的陶瓷环保证负极柱和顶盖片之间绝缘;铜复合环、铝复合环电镀或浇筑在陶瓷环上,铜复合环内周与负极柱焊接,铝复合环外周与负极柱通孔焊接,保证负极柱和顶盖片之间密封。本实用新型结构简单,制作工序简单,可降低顶盖成本,进而降低电池成本。降低电池成本。降低电池成本。
技术研发人员:代德明 崔献广 矫贺东
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:2022.03.10
技术公布日:2022/6/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1