一种锂电池保护板芯片用灌胶保护工装的制作方法
1.本实用新型涉及锂电池生产工装领域,尤其涉及一种锂电池保护板芯片用灌胶保护工装。
背景技术:
2.锂电池的能量密度很高,发生短路故障时会释放强大的热能造成严重的后果,因此一般锂电池电芯的生产工艺中会在正负极电极片之间增加保护板,保护板对锂电池连接的电路具有过流、过压和短路保护,但是保护板本身也属于电路的一环,自身也存在被意外短路损毁失效的风险,目前的解决方法主要是通过胶水将保护板电路进行封装,但是封装操作基本由员工手动进行,封装的效率较低,因此为了提高锂电池保护板的胶封操作效率,我们提出了一种锂电池保护板芯片用灌胶保护工装。
技术实现要素:
3.本实用新型提出的一种锂电池保护板芯片用灌胶保护工装,解决了现有的锂电池保护板人工手动胶封存在操作效率底下的问题。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种锂电池保护板芯片用灌胶保护工装,包括底座,所述底座的顶端设置有电池定位机构,所述定位机构包括平板,所述平板的顶端开设有多组定位槽,所述电池板与定位槽套接,所述定位槽关于平板的中线呈对称分布为两组,所述平板的顶端位于两组定位槽之间对应每组定位槽均开设有胶槽,且所述胶槽与其对应的定位槽之间开设有两组条形槽,所述胶槽的顶端设置有盖板;
6.所述底座与平板之间设置有注胶机构,且所述注胶机构位于底座内设置有第一胶筒、第二胶筒,两组所述胶槽之间设置有两组连接管,且所述第一胶筒和第二胶筒的出胶口分别与两组连接管连接,且所述连接管的周壁设置有毛细管,所述毛细管贯穿盖板与胶槽连通。
7.优选的,呈对称设置的两组定位槽沿底座的长度方向呈均匀分布。
8.优选的,所述盖板与平板铰接,两组所述盖板互相远离的两边缘均设置有边条,多组所述盖板连接为一体。
9.优选的,所述第一胶筒和第二胶筒的挤压端均共轴设置有液压缸,两组所述液压缸与底座固定套接,且两组所述液压缸、第一胶筒、第二胶筒呈互相平行设置。
10.优选的,所述底座位于第一胶筒远离液压缸的一端设置有挡板,且所述挡板的一端与底座铰接。
11.优选的,所述挡板位于第一胶筒和第二胶筒处对应开设有圆孔,且所述第一胶筒和第二胶筒的出胶嘴贯穿圆孔。
12.优选的,所述挡板远离其铰接轴的一端与底座侧壁之间设置有插销。
13.优选的,每组所述胶槽均与两组连接管上的毛细管连通。
14.优选的,所述电池板设置有两组电极,且两组所述电极与条形槽套接并延伸至胶槽内,两组所述电极之间焊接有保护板。
15.优选的,所述保护板套接于胶槽与盖板之间。
16.本实用新型的有益效果为:
17.1、该装置通过平板上的多组定位槽一次摆放多组电池板,通过盖板将电池板的电极焊接的保护板封在胶槽内即可准备进行注胶,相对于人工一块一块单独对电池板和保护板进行处理,使得操作效率有效提高。
18.2、该装置通过液压缸推动第一胶筒和第二胶筒内的活塞板,将其内的环氧胶和固化剂挤出,通过连接管和毛细管挤压到胶槽内,使得环氧胶覆盖保护板并与固化剂接触固化,该装置可实现半自动对多组电池板的保护板进行灌胶处理,操作效率较高。
19.3、拔出插销,拔掉连接管,即可打开挡板对第一胶筒和第二胶筒进行更换,结构简单操作便捷。
20.综上所述,该装置有效的解决了现有的锂电池保护板人工手动胶封存在操作效率底下的问题。
附图说明
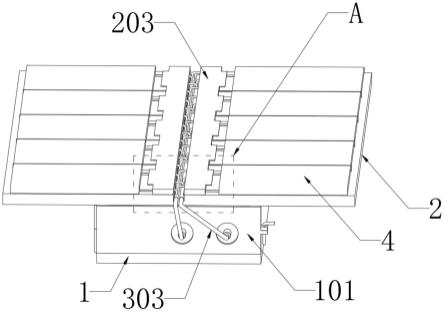
21.图1为本实用新型的结构示意图。
22.图2为本实用新型的图1中a的结构放大图。
23.图3为本实用新型中截取双工位的结构剖视图。
24.图4为本实用新型的底座的结构示意图。
25.图中标号:1、底座;101、挡板;102、圆孔;103、插销;2、平板;201、定位槽;202、条形槽;203、盖板;204、边条;205、胶槽;3、第一胶筒;301、第二胶筒;302、液压缸;303、连接管;304、毛细管;4、电池板;401、电极;402、保护板。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
27.参照图1-图4,一种锂电池保护板芯片用灌胶保护工装,包括底座1,所述底座1的顶端设置有电池定位机构,所述定位机构包括平板2,所述平板2的顶端开设有多组定位槽201,所述电池板4与定位槽201套接,所述定位槽201关于平板2的中线呈对称分布为两组,所述平板2的顶端位于两组定位槽201之间对应每组定位槽201均开设有胶槽205,且所述胶槽205与其对应的定位槽201之间开设有两组条形槽202,所述胶槽205的顶端设置有盖板203;
28.通过平板2上的多组定位槽201一次摆放多组电池板4,通过盖板203将电池板4的电极401焊接的保护板402封在胶槽205内即可准备进行注胶,相对于人工一块一块单独对电池板4和保护板402进行处理,使得操作效率有效提高。
29.所述底座1与平板2之间设置有注胶机构,且所述注胶机构位于底座1内设置有第一胶筒3、第二胶筒301,两组所述胶槽205之间设置有两组连接管303,且所述第一胶筒3和
第二胶筒301的出胶口分别与两组连接管303连接,且所述连接管303的周壁设置有毛细管304,所述毛细管304贯穿盖板203与胶槽205连通,每组所述胶槽205均与两组连接管303上的毛细管304连通,所述第一胶筒3和第二胶筒301的挤压端均共轴设置有液压缸302,两组所述液压缸302与底座1固定套接,且两组所述液压缸302、第一胶筒3、第二胶筒301呈互相平行设置;
30.该装置的液压缸302可使用伺服电动缸进行替换使用,但是不能使用气缸替换,因为气体具有良好的压缩性,会影响压力送胶时的稳定性,该装置使用的第一胶筒3和第二胶筒301采用市面成品注射筒装ab胶即可;该装置通过液压缸302推动第一胶筒3和第二胶筒301内的活塞板,将其内的环氧胶和固化剂挤出,通过连接管303和毛细管304挤压到胶槽205内,使得环氧胶覆盖保护板402并与固化剂接触固化,该装置可实现半自动对多组电池板4的保护板402进行灌胶处理,操作效率较高。
31.呈对称设置的两组定位槽201沿底座1的长度方向呈均匀分布。
32.所述盖板203与平板2铰接,两组所述盖板203互相远离的两边缘均设置有边条204,多组所述盖板203连接为一体,边条204是为了方便掀起盖板203。
33.所述底座1位于第一胶筒3远离液压缸302的一端设置有挡板101,且所述挡板101的一端与底座1铰接,所述挡板101位于第一胶筒3和第二胶筒301处对应开设有圆孔102,且所述第一胶筒3和第二胶筒301的出胶嘴贯穿圆孔102,所述挡板101远离其铰接轴的一端与底座1侧壁之间设置有插销103;
34.拔出插销103,拔掉连接管303,即可打开挡板101对第一胶筒3和第二胶筒301进行更换。
35.所述电池板4设置有两组电极401,且两组所述电极401与条形槽202套接并延伸至胶槽205内,两组所述电极401之间焊接有保护板402,所述保护板402套接于胶槽205与盖板203之间。
36.工作原理:通过平板2上的多组定位槽201一次摆放多组电池板4,通过盖板203将电池板4的电极401焊接的保护板402封在胶槽205内即可准备进行注胶,该装置通过液压缸302推动第一胶筒3和第二胶筒301内的活塞板,将其内的环氧胶和固化剂挤出,通过连接管303和毛细管304挤压到胶槽205内,使得环氧胶覆盖保护板402并与固化剂接触固化,该装置可实现半自动对多组电池板4的保护板402进行灌胶处理。
37.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1