软包电池封装生产线的制作方法
1.本实用新型涉及电池生产技术领域,尤其是软包电池封装生产线。
背景技术:
2.聚合物电池指的是聚合物锂电池,又称高分子锂电池,相对以前的电池,具有能量高、小型化、轻量化,以及高安全性等多种明显优势,主要用于电子设备。目前聚合物电池的封装通常采用流水线来完成。例如中国专利公开了软包电池封装生产线,专利号201310686265,其中记载:包括有工作台、设在工作台上的两个间歇式转盘,所述两个间歇式转盘上沿其周边分别间隔均布有八个治具,工作台上且围绕其中一个间歇式转盘依次设有与治具相对应的极片纸板组合件上料装置、红胶纸上料及粘贴装置、红胶纸在位检测装置、一号单面胶上料贴胶装置、电池本体与连接片的上料及焊接装置、电池极耳与极片的焊接装置、半成品转移机械手,所述工作台上且围绕另外一个间歇式转盘依次设有与治具相对应的二号单面胶上料贴胶装置、电压检测装置、盖板上料装置、盖板封装机、成品冲切装置、合格品取出装置和不合格品取出装置。
3.它将所有工序对应的设备整合在一个完整的工作台上,虽然可以节省生产线的占地面积,但显而易见的,由于电子设备(例如手机)更新换代的速度很快,所以软包电池生产的工艺也需要随之进行改变(例如增加某个工序、删除某个工序等),现有技术中相邻工序之间的设备是连接固定的,难以进行工艺的快速改变。另外现有技术不对电芯进行喷码标记,加工后期发现瑕疵后难以有效溯源。
技术实现要素:
4.针对现有技术的不足,本实用新型提供软包电池封装生产线。
5.本实用新型的技术方案为:
6.软包电池封装生产线,它包括按照聚合物电池封装加工工序排列的喷码机、移印机、自动贴顶封胶纸机、自动贴侧底胶纸机、激光点焊机、自动贴胶折板整形机、自动贴外围胶纸机、自动折fpc机、全检治具、电池综合测试仪、ccd和扫码设备,相邻设备之间均设置有用于承接上一工序设备上的电池半成品或成品向下一工序设备进行运输的输送机。
7.进一步地,所述喷码机为油墨喷码机或者激光喷码机中的一种。
8.进一步地,所述自动贴侧底胶纸机与激光点焊机之间的输送机采用间歇式输送机,输送机带面按照一定节奏移动和停顿,使得工人便于在此期间对贴胶后的电芯外观进行查验。
9.进一步地,所述激光点焊机内设治具,治具内设置有限位槽,限位槽用于电芯和保护板的定位。
10.进一步地,所述激光点焊机与自动贴胶折板整形机之间的输送机采用间歇式输送机,输送机带面按照一定节奏移动和停顿,使得工人便于在此期间检查激光焊点外观形态及焊接强度。
11.本实用新型的有益效果为:本工艺方法生产线体的前端是喷码机,尾部是扫码设备,后续如果产品出现质量问题可通过产品上的喷码以及扫码设备存档的信息进行溯源(例如是什么时间段生产的,哪条生产线生产的等);由于各设备存在一定的独立性,当某个工序需要调整时可快速进行设备的替换、删减或者增加(例如不需要贴侧胶和底胶的产品那就可以将自动胶纸机拆除而后将其空位使用输送机将前后工序连通即可)。
附图说明
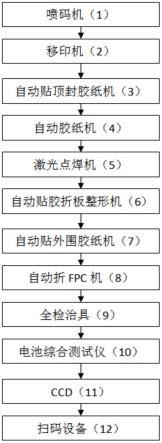
12.图1为本实用新型的结构示意图。
13.图中,1、喷码机;2、移印机;3、自动贴顶封胶纸机;4、自动贴侧底胶纸机;5、激光点焊机;6、自动贴胶折板整形机;7、自动贴外围胶纸机;8、自动折fpc机;9、全检治具;10、电池综合测试仪;11、ccd;12、扫码设备。
具体实施方式
14.下面结合附图对本实用新型的具体实施方式作进一步说明:
15.如图1所示,软包电池封装生产线,它包括按照聚合物电池封装加工工序排列的喷码机1、移印机2、自动贴顶封胶纸机3、自动贴侧底胶纸机4、激光点焊机5、自动贴胶折板整形机6、自动贴外围胶纸机7、自动折fpc机8、全检治具9、电池综合测试仪10、ccd11和扫码设备12,相邻设备之间均设置有用于承接上一工序设备上的电芯向下一工序设备进行运输的输送机。
16.所述喷码机1为油墨喷码机。
17.所述自动贴侧底胶纸机4与激光点焊机5之间的输送机采用间歇式输送机。
18.所述激光点焊机5内设治具,治具内设置有限位槽。
19.所述激光点焊机5与自动贴胶折板整形机6之间的输送机采用间歇式输送机。
20.本实用新型的生产过程如下:
21.1、将撕掉保护膜的电芯放入喷码机上料传送带或自动上料机进行上料;
22.2、喷码后的电芯被机械手搬运至移印机平台,移印胶头从移印钢板拾取产品所需移印内容对电芯进行移印;
23.3、移印后的电芯被输送机带入自动贴顶封胶纸机,并被使用自动贴胶设备将高温胶平整地贴在电芯顶封处;
24.4、电芯被输送机带入自动贴侧底胶纸机,贴上侧胶和底胶;
25.5、电芯进入这段输送机时工人对电芯的外观进行观察,不合格产品应该取出重新进行修正;
26.6、当电芯检查完外观后工人手动将电芯整齐放入激光焊机的传送带,将保护板平整放入激光点焊治具保护板限位槽内,而后使用激光点焊机对电池正负极进行焊接;
27.7、电芯焊接完成后进入输送带,工人在输送过程中对焊点外观和强度进行检查,不合格产品应该取出重新进行修正;
28.8、电池半成品被输送机带入自动贴胶折板整形机,使用自动贴胶设备将带3m胶高温胶贴在保护板上并折板整形;
29.9、电池半成品被输送机带入自动贴外围胶纸机,将外围胶纸贴在电芯固定位置;
30.10、电池半成品被输送机带入自动折fpc机,将fpc外露尺寸进行定位;
31.11、而后电池成品依次通过全检治具、电池综合测试仪、ccd分别进行尺寸、电性参数、连接器外观等检测,最后通过扫码枪扫描记录该电池生产信息。
32.上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
技术特征:
1.软包电池封装生产线,其特征在于,它包括按照聚合物电池封装加工工序排列的喷码机、移印机、自动贴顶封胶纸机、自动贴侧底胶纸机、激光点焊机、自动贴胶折板整形机、自动贴外围胶纸机、自动折fpc机、全检治具、电池综合测试仪、ccd和扫码设备,相邻设备之间均设置有用于承接上一工序设备上的电池半成品或成品向下一工序设备进行运输的输送机。2.根据权利要求1所述的软包电池封装生产线,其特征在于:所述喷码机为油墨喷码机。3.根据权利要求1所述的软包电池封装生产线,其特征在于:所述自动贴侧底胶纸机与激光点焊机之间的输送机采用间歇式输送机。4.根据权利要求1所述的软包电池封装生产线,其特征在于:所述激光点焊机内设治具,治具内设置有限位槽。5.根据权利要求1所述的软包电池封装生产线,其特征在于:所述激光点焊机与自动贴胶折板整形机之间的输送机采用间歇式输送机。
技术总结
本实用新型涉及电池生产技术领域,尤其是软包电池封装生产线;它包括按照聚合物电池封装加工工序排列的喷码机、移印机、自动贴顶封胶纸机、自动贴侧底胶纸机、激光点焊机、自动贴胶折板整形机、自动贴外围胶纸机、自动折FPC机、全检治具、电池综合测试仪、CCD和扫码设备,相邻设备之间均设置有用于承接上一工序设备上的电池半成品或成品向下一工序设备进行运输的输送机;本工艺方法生产线体的前端是喷码机,尾部是扫码设备,后续如果产品出现质量问题可通过产品上的喷码以及扫码设备存档的信息进行溯源;由于各设备存在一定的独立性,当某个工序需要调整时可快速进行设备的替换、删减或者增加。减或者增加。减或者增加。
技术研发人员:林俊颇 林俊仰 彭伟平 罗方荣 任小博
受保护的技术使用者:中山天贸电池有限公司
技术研发日:2022.03.28
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1