校极耳的助焊剂槽的制作方法
1.本实用新型属于边极耳的校正技术,具体涉及一种校极耳的助焊剂槽。
背景技术:
2.蓄电池的极群在人工装入夹具后,每个夹具槽内两边的极耳需要往内翻,以方便后期铸焊,由于极群采用人工装入夹具的方式,因此,在将极群装入夹具时,人工将极耳(边极耳)向内弯折。在人工弯折极耳后,需要对装入夹具的极耳进行切刷处理,去掉极耳上的氧化皮,切刷处理后机器蘸助焊剂,再自动进入汇流排模腔进行铸焊,这后续的一系列工序中无人工检查极耳的状态,而切刷过程中毛刷轮常将边极耳刷直,导致极耳无法顺利插入模腔,损坏极耳。
技术实现要素:
3.本实用新型针对现有技术的缺点,设计了一种校极耳的助焊剂槽,用于铸焊前进行蘸助焊剂与边极耳的内弯折处理,实现了蘸助焊剂的同时进行校正极耳,避免边极耳无法顺利插入汇流排模腔的问题。
4.本实用新型公开的技术方案如下:校极耳的助焊剂槽,包括板件,板件上至少具有并行设置的第一凹槽、第二凹槽,第一凹槽的长度方向为前后方向,第一凹槽的两侧具有依次间隔设置的负极耳校正坡面a、正极耳校正坡面a、负极耳校正坡面b、正极耳校正坡面b、负极耳校正坡面c、正极耳校正坡面c并与在第二凹槽的两侧依次间隔设置的正极耳校正坡面a、负极耳校正坡面a、正极耳校正坡面b、负极耳校正坡面b、正极耳校正坡面c、负极耳校正坡面c一一对齐。
5.在上述方案的基础上,作为优选,负极耳校正坡面a的坡面与竖直方向的夹角为50度。
6.在上述方案的基础上,作为优选,正极耳校正坡面a与竖直方向的夹角为30度。
7.在上述方案的基础上,作为优选,第一凹槽、第二凹槽左右两侧的板件上具有用于将板件固定在机器平台上的固定腰型孔。
8.在上述方案的基础上,作为优选,第一凹槽、第二凹槽前后两侧的板件上具有用于将极群夹具与助焊剂槽相定位的定位腰型孔。
9.与现有技术相比,本实用新型具有以下有益效果:
10.用于铸焊前进行蘸助焊剂与边极耳的内弯折处理,以避免边极耳无法顺利插入汇流排模腔的问题。
11.定位腰型孔的长度方向为前后方向,负极耳校正坡面、正极耳校正坡面具有一定的长度,校正时,前后方向略偏移不影响对边耳的校正,因此采用定位腰型孔,在左右方向上准确定位,前后方向上允许有少量偏差,便于夹具上的定位柱插入定位腰型孔。
附图说明
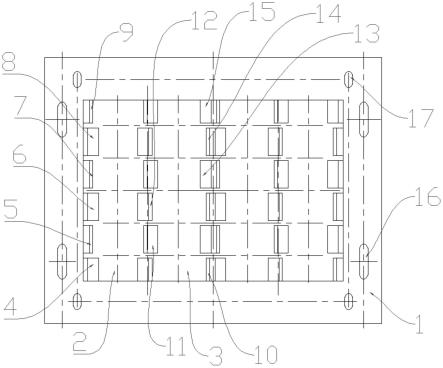
12.图1是本实用新型的结构示意图;
13.图2是蓄电池的结构示意图。
具体实施方式
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对照附图说明本实用新型的具体实施方式。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
15.如图1-2所示,校极耳的助焊剂槽,其内部装有助焊剂,用于汇流排铸焊前对极耳做蘸助焊剂处理以及边耳(每个电池隔间内两端的极耳)的内弯折处理,以避免边极耳无法顺利插入汇流排模腔的问题,其具体包括板件1,板件上至少具有并行设置的第一凹槽2、第二凹槽3,第一凹槽的长度方向为前后方向,第一凹槽的两侧具有依次间隔设置的负极耳校正坡面a4、正极耳校正坡面a5、负极耳校正坡面b6、正极耳校正坡面b7、负极耳校正坡面c8、正极耳校正坡面c9并与在第二凹槽的两侧依次间隔设置的正极耳校正坡面a10、负极耳校正坡面a11、正极耳校正坡面b12、负极耳校正坡面b13、正极耳校正坡面c14、负极耳校正坡面c15一一对齐。
16.其中,在本申请的附图中,存在两组第一凹槽、第二凹槽,可同时对两个电池的极群极耳进行校正处理。
17.在具体的校正处理中,负极耳的边耳需要内弯的角度大,正极耳的边耳需要防止其外翻即可,因此,负极耳校正坡面a的坡面坡度较大,一般在40-60之间,正极耳校正坡面a与竖直方向的夹角为20-30度。具体的,在本申请中,负极耳校正坡面a的坡面与竖直方向的夹角为50度,正极耳校正坡面a与竖直方向的夹角为30度。在该角度下,极耳在插入助焊剂槽后,在负极耳校正坡面、正极耳校正坡面的作用下,正负极耳的边耳向内弯曲一定角度,离开助焊剂槽时,在其自身回弹力的影响下,能保持一定角度(负极耳的边耳10-15度,正极耳不外翻即可)向内弯折,便于插入汇流排模腔内。实现了极耳蘸助焊剂的同时进行了校正处理。
18.第一凹槽、第二凹槽左右两侧的板件上具有用于将板件固定在机器平台上的固定腰型孔16。
19.固定腰型孔,固定腰型孔的长度方向为前后方向,便于在机器平台上对板件的位置进行微调以匹配极群夹具。
20.第一凹槽、第二凹槽前后两侧的板件上具有用于将极群夹具与助焊剂槽相定位的定位腰型孔17。定位腰型孔的长度方向为前后方向,负极耳校正坡面、正极耳校正坡面具有一定的长度,校正时,前后方向略偏移不影响对边耳的校正,因此采用定位腰型孔,在左右方向上准确定位,前后方向上允许有少量偏差,便于夹具上的定位柱插入定位腰型孔。
21.应当说明的是,上述实施例均可根据需要自由组合。以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.校极耳的助焊剂槽,其特征在于,包括板件,板件上至少具有并行设置的第一凹槽、第二凹槽,第一凹槽的长度方向为前后方向,第一凹槽的两侧具有依次间隔设置的负极耳校正坡面a、正极耳校正坡面a、负极耳校正坡面b、正极耳校正坡面b、负极耳校正坡面c、正极耳校正坡面c并与在第二凹槽的两侧依次间隔设置的正极耳校正坡面a、负极耳校正坡面a、正极耳校正坡面b、负极耳校正坡面b、正极耳校正坡面c、负极耳校正坡面c一一对齐。2.如权利要求1所述的校极耳的助焊剂槽,其特征在于,负极耳校正坡面a的坡面与竖直方向的夹角为50度。3.如权利要求1所述的校极耳的助焊剂槽,其特征在于,正极耳校正坡面a与竖直方向的夹角为30度。4.如权利要求1所述的校极耳的助焊剂槽,其特征在于,第一凹槽、第二凹槽左右两侧的板件上具有用于将板件固定在机器平台上的固定腰型孔。5.如权利要求1所述的校极耳的助焊剂槽,其特征在于,第一凹槽、第二凹槽前后两侧的板件上具有用于将极群夹具与助焊剂槽相定位的定位腰型孔。
技术总结
本实用新型公开了一种校极耳的助焊剂槽,包括板件,板件上至少具有并行设置的第一凹槽、第二凹槽,第一凹槽的长度方向为前后方向,第一凹槽的两侧具有依次间隔设置的负极耳校正坡面a、正极耳校正坡面a、负极耳校正坡面b、正极耳校正坡面b、负极耳校正坡面c、正极耳校正坡面c并与在第二凹槽的两侧依次间隔设置的正极耳校正坡面A、负极耳校正坡面A、正极耳校正坡面B、负极耳校正坡面B、正极耳校正坡面C、负极耳校正坡面C一一对。用于铸焊前进行蘸助焊剂与边极耳的内弯折处理,实现了蘸助焊剂的同时进行校正极耳,避免边极耳无法顺利插入汇流排模腔的问题。流排模腔的问题。流排模腔的问题。
技术研发人员:李军 胡国柱 丁建中 李明钧
受保护的技术使用者:天能集团江苏科技有限公司
技术研发日:2022.04.13
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1