一种铜线沾锡载具的制作方法
1.本实用新型涉及线材制备的技术领域,尤其涉及一种铜线沾锡载具。
背景技术:
2.电缆线材是一种电能或信号传输装置,对剥开外被层的铜线,需要进行沾锡,为了后续方便进行端子焊接,在生产线上的常规治具只能起到固定铜线的作用,导致沾锡过程中,沾有锡水的铜芯长度不一,对于端子成型时的位置不稳定,影响生产线的统一进程与检测。
技术实现要素:
3.本实用新型的一个目的在于:提供一种铜线沾锡载具,用以解决现有技术存在的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种铜线沾锡载具,包括安装台、治具长板、两条压条和两个扣座,所述安装台的两端分别设置有两根第一转动轴和两根第二转动轴,所述第一转动轴穿过所述扣座,所述扣座的下端设置有弹簧槽,所述弹簧槽内放置有活动弹簧,所述活动弹簧的顶部顶在所述安装台上,所述第二转动轴穿过所述压条的一端,所述压条的另外一端卡接在所述扣座上,所述治具长板锁定在所述安装台的两侧,所述治具长板位于所述压条的下方,所述治具长板上等间距设置有若干定位线槽,所述安装台的两侧设置有下夹部和上夹部,所述下夹部的一端设置有第三转动轴,所述第三转动轴穿过所述上夹部的一端,所述上夹部的另外一端连接在所述下夹部的另外一端。
6.作为一种优选的技术方案,所述下夹部的两端均设置有夹线槽位,所述夹线槽位上放置有铜条,所述铜条的端部卡接在所述夹线槽位上,所述上夹部与所述下夹部分别压在所述铜条的上端与所述铜条的下端。
7.作为一种优选的技术方案,所述压条的中部安装有压板,所述压板的两端螺丝锁定在所述压条上,所述压板的下端设置有软质胶垫。
8.作为一种优选的技术方案,所述安装台的下方设置有载具板,所述安装台的两端下方均固定有连接座,两个所述连接座分别位于所述载具板的前方和所述载具板的后方,所述连接座螺丝锁定在所述载具板上。
9.作为一种优选的技术方案,所述下夹部位于所述载具板的侧边,所述下夹部螺丝锁定在所述载具板上。
10.作为一种优选的技术方案,所述载具板的中部设置有滑槽,所述滑槽与输送轨道相对滑动连接。
11.作为一种优选的技术方案,所述载具板的底部设置有定位孔,所述定位孔中放置有垫片。
12.作为一种优选的技术方案,所述扣座朝向所述压条的一面上一体成型有卡勾,所
述卡勾卡接在所述压条上,所述扣座的上端一体成型有用于拨动所述扣座的凸起。
13.作为一种优选的技术方案,所述安装台上固定有定位柱,所述压条远离所述第二转动轴的一端设置有定位槽,所述定位柱穿过所述定位槽。
14.本实用新型的有益效果为:提供一种铜线沾锡载具,该铜线沾锡载具能够固定好需要焊接沾锡的铜线,通过上夹部与下夹部对剥皮后的铜线线芯进行稳定的夹持,输送设备将该铜线沾锡载具翻转立起后接触锡水,保持每根铜线沾锡的深度一致,而且铜线沾锡载具打开方便,使得放铜线与取铜线变得简单,节省了人工时间。
附图说明
15.下面根据附图和实施例对本实用新型作进一步详细说明。
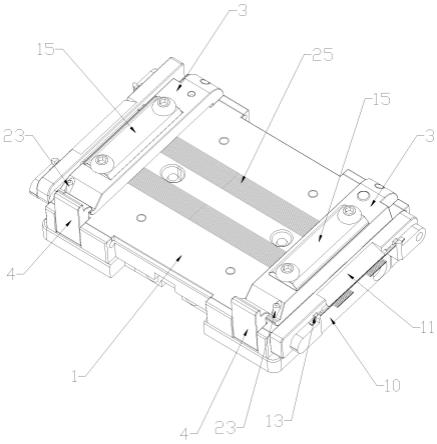
16.图1为实施例所述的一种铜线沾锡载具的第一整体结构示意图;
17.图2为实施例所述的一种铜线沾锡载具的第二整体结构示意图;
18.图3为实施例所述的一种铜线沾锡载具的爆炸图;
19.图4为实施例所述的一种铜线沾锡载具的剖视图。
20.图1至图4中:
21.1、安装台;2、治具长板;3、压条;4、扣座;5、第一转动轴;6、第二转动轴;7、弹簧槽;8、活动弹簧;9、定位线槽;10、下夹部;11、上夹部;12、第三转动轴;13、夹线槽位;14、铜条;15、压板;16、软质胶垫;17、载具板;18、连接座;19、滑槽;20、定位孔;21、卡勾;22、凸起;23、定位柱;24、定位槽;25、铜线。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
23.如图1至图4所示,于本实施例中,一种铜线沾锡载具,包括安装台1、治具长板2、两条压条3和两个扣座4,所述安装台1的两端分别设置有两根第一转动轴5和两根第二转动轴6,所述第一转动轴5穿过所述扣座4,所述扣座4的下端设置有弹簧槽7,所述弹簧槽7内放置有活动弹簧8,所述活动弹簧8的顶部顶在所述安装台1上,所述第二转动轴6穿过所述压条3的一端,所述压条3的另外一端卡接在所述扣座4上,所述治具长板2锁定在所述安装台1的两侧,所述治具长板2位于所述压条3的下方,所述治具长板2上等间距设置有若干定位线槽9,所述安装台1的两侧设置有下夹部10和上夹部11,所述下夹部10的一端设置有第三转动轴12,所述第三转动轴12穿过所述上夹部11的一端,所述上夹部11的另外一端连接在所述下夹部10的另外一端。
24.打开所述扣座4,所述扣座4绕所述第一转动轴5转动一定的角度,所述扣座4的下端对所述活动弹簧8进行挤压,此时所述压条3能够从所述扣座4上脱离处理,将所述压条3绕所述第二转动轴6向上翻起,将剥好外层被的铜线25放置在所述安装台1上,铜芯放入所述治具长板2的所述定位线槽9上,然后所述上夹部11绕所述第三转动轴12向下压,连同所述下夹部10一起对需要沾锡的铜芯段进行夹持固定,输送轨道将整个铜线沾锡载具翻转90
°
,把铜芯向下对锡槽进行沾锡即可。
25.所述下夹部10的两端均设置有夹线槽位13,所述夹线槽位13上放置有铜条14,所述铜条14的端部卡接在所述夹线槽位13上,所述上夹部11与所述下夹部10分别压在所述铜
条14的上端与所述铜条14的下端。
26.在铜芯的最外端,为了保证铜芯之间不会粘连有锡水,利用所述上夹部11与所述下夹部10在上下方向对上下两根铜条14进行压制,使得两根所述铜条14分别处于铜芯的上方与铜芯的下方对铜芯上需要沾锡的位置进行稳固。
27.所述压条3的中部安装有压板15,所述压板15的两端螺丝锁定在所述压条3上,所述压板15的下端设置有软质胶垫16,在所述压板15的下方安装上所述软质胶垫16后,直接由所述软质胶垫16对铜线25部分进行夹持,不会压坏铜线25。
28.所述安装台1的下方设置有载具板17,所述安装台1的两端下方均固定有连接座18,两个所述连接座18分别位于所述载具板17的前方和所述载具板17的后方,所述连接座18螺丝锁定在所述载具板17上。
29.具体的,所述下夹部10位于所述载具板17的侧边,所述下夹部10螺丝锁定在所述载具板17上,所述载具板17的中部设置有滑槽19,所述滑槽19与输送轨道相对滑动连接。
30.通过所述载具板17,将整个铜线沾锡载具放置在输送轨道上,利用处于输送轨道带动移动,输送轨道的中部有导向的滑轨,对应所述滑槽19进行导向的滑动。
31.而且,所述载具板17的底部设置有定位孔20,所述定位孔20中放置有垫片,输送轨道上的定位针插入所述定位孔20时,由于存在所述垫片,而不会损伤所述安装台1。
32.所述扣座4朝向所述压条3的一面上一体成型有卡勾21,所述卡勾21卡接在所述压条3上,所述扣座4的上端一体成型有用于拨动所述扣座4的凸起22,所述卡勾21用于卡住所述压条3,所述凸起22用于人手或者机械手拨动,使得所述压条3能够翻起。
33.所述安装台1上固定有定位柱23,所述压条3远离所述第二转动轴6的一端设置有定位槽24,所述定位柱23穿过所述定位槽24,在扣上所述压条3时,利用所述定位槽24与所述定位柱23的连接进行稳定的定位效果。
34.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的变化或替换,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1