一种电动四边压接机的制作方法
1.本实用新型涉及端子压接机技术领域,尤其涉及一种电动四边压接机。
背景技术:
2.端子压接机是电力行业在线路基本建设施工和线路维修中进行导线连续压接的必要工具。
3.现有的端子压接机在将线束和端子压接时经常出现压接牢固和压接劳动强度大,并且压接机自身的内部结构复杂,维修不便,并成本高。
技术实现要素:
4.针对上述技术问题,本实用新型在使用时通过设置动力机构和压接机构,在对线束和端子进行压接时通过动力机构给压接机构提供动力,通过改变角度板的角度控制冲针a和冲针b 的可变压力,进而提高了端子的压接质量。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:包括压接机,所述压接机设有动力机构,所述动力机构一侧设有压接机构,所述压接机构上设有角度板,所述角度板靠近动力机构一端设有齿轮a,所述角度板远离动力机构一端设有压接部,压机部上开设有压接口,所述压接口内设有弧形滑槽,所述弧形滑槽上设有分合部,所述分合部内设有冲针 a和冲针b。
6.通过采用上述技术方案,可保证利用动力机构给角度板提供可变的压力,利用冲针a和冲针b能够对端子的上下左右四个方向进行挤压,保证了端子与线束的全方位接合,同时利用弧形滑槽和分合部可以实现对冲针a和冲针b的相对闭合和分开,方便线束的放入和取出。
7.一种电动四边压接机,所述动力机构设有电机,所述电机一端设有齿轮b,所述齿轮b 与所述角度板上的齿轮a进行啮合。
8.通过采用上述技术方案,可保证利用齿轮a和齿轮b的啮合,当电机带动齿轮b转动,齿轮b啮合角度板上的齿轮a联动,通过电机改变转动方向实现角度板方向的改变控制冲针 a和冲针b对端子的挤压。
9.一种电动四边压接机,所述冲针a和冲针b以角度板上的压接部的圆心呈放射性分布,所述冲针a和冲针b的一端均设有滑行部和增压趾。
10.通过采用上述技术方案,可保证利用滑行部能够使冲针a和冲针b放出到弧形滑槽中,在角度板转动时冲针a和冲针b可以在弧形滑槽内随弧形滑槽的轨迹运动,利用增压趾可以增大冲针a和冲针b对端子接触面的压力,进而使压接更加牢固。
11.一种电动四边压接机,所述角度板的压接部内设有导向块,所述导向块一侧连接有盖板,所述导向块设有导向槽。
12.通过采用上述技术方案,可保证利用导向块和盖板上导向槽能够使冲针a和冲针b在闭合和分开时按导向路径移动,同时增加了冲针a和冲针b的移动稳定性,盖板能能够保
证冲针 a和冲针b从导向块内不脱落。
13.一种电动四边压接机,所述齿轮a和齿轮b外部设有防护罩。
14.通过采用上述技术方案,可保证利用一方面能够在启动压接机开始工作时防止人员被齿轮误伤,同时也增加了压接机整体的美观性。
15.一种电动四边压接机,所述拉力机上设有机箱,所述机箱一侧设有后门板,所述后门板内壁上设有主板,所述主板上连接有驱动。
16.通过采用上述技术方案,可保证利用主板将信号发送给驱动,驱动接受到信号后控制电机的转动方向和角度。
17.一种电动四边压接机,所述机箱上部设有控制面板,所述控制面板上设有显示屏和复位按钮、急停按钮。
18.通过采用上述技术方案,可保证利用控制面板上显示屏将所需控制的参数反馈给主板,利用复位按钮和急停按钮方便对压接机工况的控制,防止出现不良品。
19.一种电动四边压接机,所述机箱底部设有绝缘防震脚。
20.通过采用上述技术方案,可保证利用绝缘防震脚不仅能够将压接机起到与其他带点物的绝缘作用,还能使整个压接机与地面分离防止外壳直接与地面接触而生锈。
21.综上所述,本实用新型的有益技术效果为:
22.(1)利用齿轮转动改变角度板的角度使冲针a和冲针b对端子实现挤压。
23.(2)利用冲针a和冲针b的增压趾可以提高冲针与端子的接触压力,进而使端子与线束的压接更加牢固。
24.(3)利用弧形滑槽和分合部能够使冲针a和冲针b在角度板的转动下实现分合。
附图说明
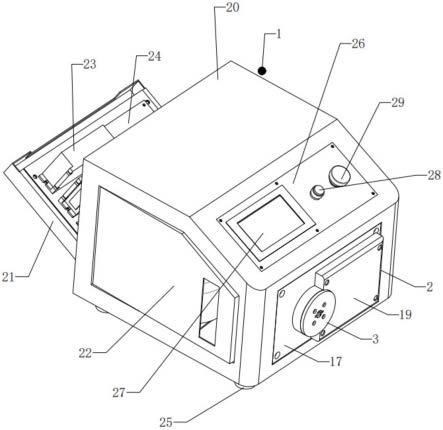
25.图1是本实用新型的整体机构示意图;
26.图2是本实用新型的前面板和动力机构、压接机构的示意图;
27.图3是本实用新型的压接机构爆炸示意图;
28.图4是本实用新型的角度板结构示意图;
29.图5是本实用新型的冲针a结构示意图;
30.图6是本实用新型的冲针b结构示意图;
31.图7是本实用新型的导向块结构示意图;
32.图8是本实用新型的a部放大示意图。
33.附图标记:1、压接机;2、动力机构;3、压接机构;4、电机;5、齿轮a;6、齿轮b;7、角度板;8、压接口;9、弧形滑槽;10、分合部;11、冲针a;12、冲针b;13、滑行部;14、增压趾;15、导向块;16、导向槽;17、盖板;18、前面板;19、防护罩;20、机箱;21、后门板;22、侧门;23、驱动;24、主板;25、绝缘防震脚;26、控制面板;27、显示屏; 28、复位按钮;29、急停按钮。
具体实施方式
34.下面将结合实施例对本实用新型进行清楚、完整地描述。
35.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
) 仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如
果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
36.在实施例的描述中,除非另有明确的规定和限定,术语“设置”、“连接”等应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中介媒体相连,还可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
37.参见附图1,附图2,附图3,所示一种电动四边压接机,包括压接机1,压接机1设有机箱20,机箱20的一端设有后门板21,后门板21的内壁上装有主板24,主板24上连接有驱动23,机箱20另一侧设有侧门22,机箱20的上部安装有控制面板26,控制面板26上安装有显示屏27,显示屏27的一侧设有复位按钮28和急停按钮29,机箱20远离后门板21一侧壁上设有前面板18,前面板18上安装有电机4,电机4位于机箱20内部,电机4一端装有齿轮b6,齿轮b6一侧设有角度板7,角度板7靠近齿轮b6一端设有齿轮a5,齿轮a5与齿轮 b6为啮合关系;
38.参见附图7,所示角度板7远离齿轮a5一端设有压接部,压接部中部设有压接口8,压接口8内套装有导向块15,导向块15靠近角度板7一端在开设有四条导向槽16,每个导向槽16与相邻两个导向槽16之间为90度关系,在纵向的两个导向槽16内分别设有一个冲针 a11,在横向的两个导向槽16内分别设有一个冲针b12,导向块15的表面设有盖板17。
39.参见附图4,所示角度板7一端设有与齿轮b6啮合的齿轮a5,另一端的压接口8边缘开设有四个弧形滑槽9,每个弧形滑槽9与压接口8形成一个分合部10,分合部10内端窄,外端宽,内端靠近压接口8。
40.参见附图5,附图6,附图8,所示冲针a11和冲针b12均设有滑行部13和增压趾14,冲针b12的第一根增压趾14的位置正好位于冲针a11的第一和第二根增压趾14之间,即在对端子进行挤压时,冲针a11与冲针b12的增压趾14正好交叉错开,防止发生碰撞。
41.需要说明的是在对导向块15、冲针a11、冲针b12、角度板7、盖板17进行装配时,首先将导向块15开设有导向槽16的一端套装在角度板7的压接圆口内并保持导向块15端面与角度板7端面齐平,接着先将冲针a11放入到导向块15的导向槽16内,此时冲针a11的滑行部13应卡入到弧形滑槽9内,接着将另外一个冲针a11放入到第一个冲针a11正对面的滑槽内使增压趾14与增压趾14面对面,接着按照此顺序将冲针b12依次放入到另外两个导向槽16内,此时导向块15、角度板7和冲针a11、冲针b12处于同一平面内,接着将盖板17 通过螺栓与导向块15进行连接,接着使角度板7在顺时针和逆时针方向转动时冲针a11、冲针b12能够相对闭合和分开,并且在闭合时冲针b12的增压趾14正好在冲针a11的上下两根增压趾14之间通过。
42.在使用时首先通过显示屏27对电机4预设一个转动角度,并将信号传递给主板24,主板24将信号转换传递给驱动23,驱动23控制电机4实现预设角度的转动,接着将圆形的端子与线束进行预套装,接着通过复位按钮28控制电机4带动齿轮b6进行顺时针转动,齿轮 b6联动齿轮a5进行逆时针转动,此时两冲针a11和冲针b12在分合部10特殊结构的作用下沿导向槽16相对分离,接着将预套装好的端子和线束放入到冲针a11和冲针b12形成的缺口内,接着再次按动复位按钮28使电机4带动齿轮b6逆时针转动,齿轮b6啮合齿轮a5进行顺时针转动,冲针a11和冲针b12将沿分合部10截面窄的一端滑行对端子进行压接,此时冲针a11和冲针b12之间的缺口截面会越来越小,在压接过程中当电机4转动的角度达到预设转动角度后会自动复位冲针a11和冲针b12的相对分离并将压接好的端子缺口中取出。当齿轮a5的
最高点与齿轮b6啮合时压力达到最大。
43.在压接完成第一个端子后进行检验压接质量,并通过显示屏27调整电机4的转动角度,直到达到最佳的压接效果。
44.通过弧形滑槽9和分合部10内小外大的结构,能够控制冲针a11和冲针b12所形成的缺口截面的大小,进而实现了对端子的压接和取放。
45.通过设置冲针a11和冲针b12增压趾14交叉结构,能够最大限度的对端子起到压接固定的效果。
46.通过设置增压趾14,能够使端子单位面积内的压力增大,提高了压接质量。
47.为了达到最大的压力,角度板7中的压接部与齿轮b6的圆心为共线关系。
48.本实施例的工作原理是:在使用时首先通过显示屏27对电机4预设一个转动角度,并将信号传递给主板24,主板24将信号转换传递给驱动23,驱动23控制电机4实现预设角度的转动,接着将圆形的端子与线束进行预套装,接着通过复位按钮28控制电机4带动齿轮b6 进行顺时针转动,齿轮b6联动齿轮a5进行逆时针转动,此时两冲针a11和冲针b12在分合部10特殊结构的作用下沿导向槽16相对分离,接着将预套装好的端子和线束放入到冲针a11 和冲针b12形成的缺口内,接着再次按动复位按钮28使电机4带动齿轮b6逆时针转动,齿轮b6啮合齿轮a5进行顺时针转动,冲针a11和冲针b12将沿分合部10截面窄的一端滑行对端子进行压接,此时冲针a11和冲针b12之间的缺口截面会越来越小,在压接过程中当电机 4转动的角度达到预设转动角度后会自动复位冲针a11和冲针b12的相对分离并将压接好的端子缺口中取出。
49.以上所述,仅为本实用新型较佳的具体实施方式,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1