一种高耐电压的PTC陶瓷的制作方法
一种高耐电压的ptc陶瓷
技术领域
1.本实用新型涉及ptc陶瓷技术领域,具体涉及一种高耐电压的ptc陶瓷。
背景技术:
2.ptc陶瓷片以tc180 24*18*2.0
㎜
阻值 2-5.5kohm为例,耐压水平为保压3min≥900vdc,加热器额定使用电压350vdc,在实际使用过程中,偶发在额定工作电压350vdc或耐压500vdc,工作或测试过程中出现失效情况,通过拆解不良品,经常会发现ptc陶瓷电极面形状完整,找不到打火点,失效发生在ptc陶瓷片侧边的情况,在高的测试电压下,ptc陶瓷片温度升高,ptc陶瓷片侧边与塑料边框或绝缘膜接触,或者在组装过程存在杂质,由于温度过高导致污染等级变化,上下电极板之间形成通路造成加热器失效。
3.目前通常采用在ptc陶瓷片的侧边浸(涂、喷)有机硅胶的方式,使四个侧边被包裹,通过形成保护膜来提升ptc陶瓷片的耐电压能力。但是有机硅胶在高温密闭条件下会释放有机物,使ptc陶瓷片的阻值下降,恶化陶瓷片ptc的性能。
技术实现要素:
4.为了克服上述现有技术存在的不足,本实用新型的目的是提供一种高耐电压的ptc陶瓷,能够提升ptc陶瓷及其实际使用过程中的耐电压能力,减少加热器出现耐压不良的现象。
5.为实现上述目的,本实用新型的技术方案为一种高耐电压的ptc陶瓷,包括ptc陶瓷片本体,所述ptc陶瓷片本体具有相对设置的两个正大面、及沿着所述ptc陶瓷片本体的厚度方向延伸并连接于两个正大面之间的侧面;两个正大面上均设置有电极层,所述侧面涂覆有玻璃釉料层。
6.进一步地,所述玻璃釉料层沿其内边缘分别向两个正大面上的所述电极层表面延伸并形成釉料与电极重叠层。
7.更进一步地,所述釉料与电极重叠层的宽度为1-3
㎜
。
8.进一步地,所述玻璃釉料层的厚度大于10μm。
9.进一步地,所述ptc陶瓷片本体的两个正大面的翘曲度小于0.03
㎜
。
10.作为一种实施方式,所述ptc陶瓷片本体为长方体形。
11.作为另外一种实施方式,所述ptc陶瓷片本体为圆柱体形。
12.与现有技术相比,本实用新型的有益效果:
13.(1)本实用新型通过在ptc陶瓷片本体的侧面涂覆满玻璃釉料形成高阻层,提升ptc陶瓷及其实际使用过程中的耐电压能力,减少加热器出现耐压不良的现象;
14.(2)本实用新型还可以在电极层表面的部分区域涂覆玻璃釉料,进一步提升ptc陶瓷实际工作环境下耐电压能力;
15.(3)本实用新型可以直接在电极烧渗完成的ptc陶瓷片侧面以及正大面部分电极区域涂覆玻璃釉料,也可以先在烧结完成的ptc陶瓷片侧面以及正大面部分电极区域涂覆
玻璃釉料再在正大面上涂覆银浆,ptc陶瓷的制作方法简单、易于实施。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
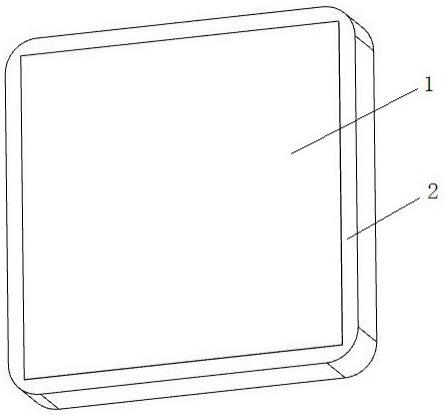
17.图1为本实用新型实施例提供的高耐电压的ptc陶瓷的一种实施方式图;
18.图2为本实用新型实施例提供的高耐电压的ptc陶瓷的另一种实施方式图;
19.图中:1、电极层;2、玻璃釉料层;3、釉料与电极重叠层。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,除非另有说明,“若干”的含义是两个或两个以上。
22.实施例一
23.如图1所示,本实施例提供一种高耐电压的ptc陶瓷,包括ptc陶瓷片本体,所述ptc陶瓷片本体具有相对设置的两个正大面、及沿着所述ptc陶瓷片本体的厚度方向延伸并连接于两个正大面之间的侧面;两个正大面上均设置有电极层1,所述侧面涂覆有玻璃釉料层2。本实施例通过在ptc陶瓷片本体的侧面涂覆满玻璃釉料层2,玻璃釉料烧渗完成后处于高阻态,可以提高ptc陶瓷及其实际使用过程中的耐电压能力。
24.如图2所示,优化上述实施方式,所述玻璃釉料层2沿其内边缘分别向两个正大面上的所述电极层1表面延伸并形成釉料与电极重叠层3。更进一步地,所述釉料与电极重叠层3的宽度为1-3
㎜
。电极面起到电极层1材料之间接触并导通的作用,如果电极面整个被玻璃釉料覆盖,ptc陶瓷将无法与电极层1直接形成导通,不能正常工作,因此,本实施例中玻璃釉料层2向电极层1表面延伸一定宽度,进一步提升ptc陶瓷实际工作环境下耐电压能力。
25.进一步地,所述玻璃釉料层的厚度大于10μm。
26.进一步地,所述玻璃釉料层2包括按照重量百分比计的如下组分:40-60wt%陶瓷基体成分、10-30wt% sb2o3、3-5wt% y2o3、10-15wt% 硼玻璃、5-12wt% sio2。本实施例中陶瓷基体成分包括batio3、pbtio3、catio3等,其与ptc陶瓷片本体的基本组分相同;通过在陶瓷基体成分中引入过量的施主元素使玻璃釉料烧渗完成后处于高阻状态,从而提升ptc陶瓷的耐电压能力,同时玻璃釉料的与陶瓷基体之间的膨胀系数差异小,长期使用不至于发生开裂。
27.进一步地,所述ptc陶瓷片本体的两个正大面的翘曲度小于0.03
㎜
。翘曲度会影响组装,翘曲度过大会导致电极层1与ptc陶瓷片本体之间不能紧密贴合,造成功率不良或异常放电,因此,本实施例中要求烧渗完成后ptc陶瓷片本体的两个正大面的翘曲度小于0.03
㎜
。
28.本实施例的ptc陶瓷片本体可为长方体形,此时ptc陶瓷片本体的四个侧面均涂覆有玻璃釉料层2;ptc陶瓷片本体也可以为圆形,此时ptc陶瓷片本体的环形侧面均涂覆有玻璃釉料层2。本实施例的ptc陶瓷片本体还可以为其他形状。
29.实施例二
30.如图1所示,本实施例提供一种实施例一中的高耐电压的ptc陶瓷的制作方法,包括以下步骤:
31.s1、在电极烧渗完成的ptc陶瓷片本体的侧面涂覆满玻璃釉料,并烘干;
32.s2、对ptc陶瓷片本体进行玻璃釉料烧渗,在ptc陶瓷片本体的侧面形成玻璃釉料层2。
33.本实施例使用玻璃釉料在电极烧渗完成的ptc陶瓷片本体的侧面形成高阻层,通过烧渗固化提升ptc陶瓷的耐压能力,对ptc陶瓷的在实际使用过程(如加热器在干烧或低风速状态下温度过高的情况)中的耐压能力也有较好地提升。采用的玻璃釉料的具体组分见实施例一中。
34.如图2所示,优化地,在步骤s1中,在ptc陶瓷片本体的侧面涂覆满玻璃釉料的同时,在ptc陶瓷片本体的两个正大面的部分区域涂覆玻璃釉料;经过步骤s2中的烧渗后,在ptc陶瓷片本体的侧面形成玻璃釉料层2以及在ptc陶瓷片本体的两个正大面上分别形成釉料与电极重叠层3,进一步提升ptc陶瓷实际工作环境下耐电压能力。
35.具体地,在步骤s1中,采用移印或喷涂的方式在ptc陶瓷片本体上涂覆玻璃釉料;且采用移印的方式涂覆玻璃釉料时,调整玻璃釉料的粘度至300-500dpa.s,利用移印胶头蘸取玻璃釉料后,将陶瓷片本体的侧边与胶头接触进行移印;采用喷涂的方式涂覆玻璃釉料时,调整玻璃釉料的粘度至150
±
50dpa.s,使用喷壶在0.3-0.7mpa压力下进行喷涂。
36.进一步地,步骤s1中,电极烧渗完成的ptc陶瓷片本体的两个正大面上已通过印刷银浆、银浆烧渗形成电极层1,步骤s2中玻璃釉料的烧渗温度低于该银浆烧渗的烧渗温度。作为一种实施方式,玻璃釉料的烧渗条件为温度490-530℃,银浆的烧渗条件为温度550-600℃,避免步骤s2中中玻璃釉料烧渗时高温影响ptc陶瓷片本体上的电极层1。
37.具体地,步骤s1中,烘干条件为温度150-170℃、时间10-30min。当ptc陶瓷片本体为长方体形时,步骤s1中先对其中一个侧面涂覆玻璃釉料,然后依次旋转涂覆喷涂第二个侧面、第三个侧面和第四个侧面,至至四个侧面都完成涂覆;如果步骤s1中还同时在ptc陶瓷片本体的两个正大面的部分区域涂覆玻璃釉料,可以在涂覆每个侧面的同时将与该侧面对应的两个正大面的部分区域也涂覆好。当ptc陶瓷片本体为圆柱体形时,步骤s1中可以边转动ptc陶瓷片本,边涂覆玻璃釉料,直至侧面全部涂满玻璃釉料。
38.实施例三
39.如图1所示,本实施例提供一种实施例一中的高耐电压的ptc陶瓷的制作方法,包括以下步骤:
40.s1、对烧结完成的ptc陶瓷进行厚度加工并清洗烘干;
41.s2、在步骤s1处理后的ptc陶瓷片本体的侧面涂覆满玻璃釉料,并烘干;
42.s3、将涂覆好釉料的ptc陶瓷片本体转移至承烧网(板),对ptc陶瓷片本体进行玻璃釉料烧渗,在ptc陶瓷片本体的侧面形成玻璃釉料层2;
43.s4、在釉料烧渗完成的ptc陶瓷片本体的两个正大面上分别印刷银浆并进行银浆烧渗,在ptc陶瓷片本体的两个正大面上分别形成电极层1。
44.本实施例使用玻璃釉料在电极烧渗完成的ptc陶瓷片本体的侧面形成高阻层,通过烧渗固化提升ptc陶瓷的耐压能力,对ptc陶瓷的在实际使用过程(如加热器在干烧或低风速状态下温度过高的情况)中的耐压能力也有较好地提升。采用的玻璃釉料的具体组分见实施例一中。
45.如图2所示,优化地,在步骤s2中,在ptc陶瓷片本体的侧面涂覆满玻璃釉料的同时,在ptc陶瓷片本体的两个正大面的部分区域涂覆玻璃釉料;经过步骤s3中的烧渗后,在ptc陶瓷片本体的侧面形成玻璃釉料层2以及在ptc陶瓷片本体的两个正大面上分别形成釉料与电极重叠层3,进一步提升ptc陶瓷实际工作环境下耐压能力。
46.具体地,在步骤s2中,采用移印或喷涂的方式在ptc陶瓷片本体上涂覆玻璃釉料;且采用移印的方式涂覆玻璃釉料时,调整玻璃釉料的粘度至300-500dpa.s,利用移印胶头蘸取玻璃釉料后,将陶瓷片本体的侧边与胶头接触进行移印;采用喷涂的方式涂覆玻璃釉料时,调整玻璃釉料的粘度至150
±
50dpa.s,使用喷壶在0.3-0.7mpa压力下进行喷涂。
47.本实施例的方法还可以一次加工多片ptc陶瓷片本体,具体是在步骤s1和步骤s2之间还包括如下步骤:利用工装将若干片清洗烘干的ptc陶瓷片本体整齐排列并夹紧;步骤s2中涂覆玻璃釉料时,可以同时在若干片烧结完成的ptc陶瓷片本体侧面涂覆满玻璃釉料,提高生产效率。
48.进一步地,步骤s4中银浆的烧渗温度低于步骤s3中玻璃釉料的烧渗温度。作为一种实施方式,玻璃釉料的烧渗条件为温度570℃、保温10-30min,银浆的烧渗条件为温度530℃,避免步骤s4中银浆烧渗时高温影响玻璃釉料层2。
49.具体地,步骤s1和步骤s2中,烘干条件为温度150-170℃、时间10-30min。当ptc陶瓷片本体为长方体形时,步骤s2中先对其中一个侧面涂覆玻璃釉料,然后依次旋转涂覆喷涂第二个侧面、第三个侧面和第四个侧面,至至四个侧面都完成涂覆;如果步骤s2中还同时在ptc陶瓷片本体的两个正大面的部分区域涂覆玻璃釉料,可以在涂覆每个侧面的同时将与该侧面对应的两个正大面的部分区域也涂覆好。当ptc陶瓷片本体为圆柱体形时,步骤s2中可以边转动ptc陶瓷片本,边涂覆玻璃釉料,直至侧面全部涂满玻璃釉料。
50.实施例四
51.选择形状为方形且尺寸相同的同一批电极烧渗完成的ptc陶瓷片本体1,以在电极烧渗完成的ptc陶瓷片本体1四个侧面均涂覆满实施例一中的玻璃釉料并进行烧渗后的ptc陶瓷作为实验组,以电极烧渗完成的ptc陶瓷片本体1的四个侧面无任何涂覆的ptc陶瓷作为对照组,采用yd9850型程控耐压绝缘测试仪分别测试实验组和对照组的ptc陶瓷的绝缘电阻;将yd9850型程控耐压绝缘测试仪的两根测试线分别与两个方形测试块连接,两个方形测试块平行布置且间距为10mm,分别将实验组和对照组的ptc陶瓷的同一侧面的两端分别置于两个方形测试块上,在500vac和100vac的交流电压下分别测试绝缘电阻,每个交流电压下每组测试5个样品,测试结果如下表1所示。
[0052][0053]
从表1可以看出,本发明通过ptc陶瓷片本体1的表面涂覆玻璃釉料,可以显著提高ptc陶瓷侧面的绝缘电阻,从而提升ptc陶瓷的耐电压能力。
[0054]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1