电芯壳体、电芯和电池包的制作方法
1.本技术涉及电池技术领域,尤其是涉及一种电芯壳体、电芯和电池包。
背景技术:
2.相关技术中的电芯,多个极片的极耳焊接后,整个极耳组件表面凹凸不平,胶带贴上去后粘结力低,容易脱落,存在电池短路风险;同时因为焊接后的铜或铝极耳表面不平,用设备贴的话不好对齐,良率较低,但是采用人工贴的话,费时费力。
技术实现要素:
3.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术的一个目的在于提出一种电芯壳体,该电芯壳体的防护层固定安装更加容易,可以采用机器来将防护层固定在壳体本体上,从而实现了自动化生产,不仅提升了电芯的良品率,而且提高了生产效率。
4.本技术还提出了一种具有上述壳体电芯壳体的电芯。
5.本技术还提出了一种具有上述电芯的电池包。
6.根据本技术的电芯壳体,包括:壳体本体,所述壳体本体的内壁面具有防护层安装区;防护层,所述防护层固定于所述壳体本体的内壁面且位于所述防护层安装区,所述防护层适于夹设在所述壳体本体的内壁面和电芯的多层极耳的固定层叠区之间。
7.根据本技术的电芯壳体,通过将防护层固定在壳体本体上而不是固定在多层极耳的固定层叠区上,由于壳体本体的内壁面较为平整,因此防护层固定安装更加容易,进而可以采用机器来将防护层固定(例如可以采用粘接固定的方式)在壳体本体上,从而实现了自动化生产,不仅提升了电芯的良品率,而且提高了生产效率。
8.根据本技术的一个实施例,所述防护层与所述防护层安装区粘接固定。
9.根据本技术的一个实施例,所述防护层具有朝向所述防护层安装区的第一侧面,所述第一侧面构造为与所述防护层安装区粘接固定的第一粘接面。
10.根据本技术的一个实施例,所述防护层具有朝向所述固定层叠区的第二侧面,所述第二侧面构造为与所述固定层叠区粘接固定的第二粘接面。
11.根据本技术的一个实施例,所述防护层朝向所述固定层叠区的一侧具有朝向所述固定层叠区移动的趋势以止抵在所述固定层叠区上。
12.根据本技术的一个实施例,所述防护层内设置有弹性件以使所述防护层朝向所述固定层叠区的一侧弹性止抵在所述固定层叠区上。
13.根据本技术的一个实施例,所述弹性件朝向所述固定层叠区的侧面设置有第一胶层,所述弹性件朝向所述防护层安装区的侧面设置有第二胶层。
14.根据本技术的一个实施例,所述防护层安装区与所述固定层叠区彼此正对。
15.根据本技术的一个实施例,所述壳体本体的内壁面上包括:与所述固定层叠区正对的挤压区,所述防护层的厚度大于所述固定层叠区与所述挤压区之间的距离。
16.根据本技术的一个实施例,所述防护层的面积不小于固定层叠区的面积。
17.根据本技术的一个实施例,所述固定层叠区在所述防护层上的投影位于所述防护层的外周沿内侧。
18.根据本技术的一个实施例,所述防护层构造为双面胶层,所述双面胶层的两侧分别与所述防护层安装区和所述固定层叠区粘接固定。
19.根据本技术的一个实施例,所述双面胶层构造为耐高温胶层。
20.根据本技术的一个实施例,所述双面胶层的厚度为80μm-120μm。
21.根据本技术的一个实施例,多层所述极耳构造为多层正极耳或多层负极耳。
22.根据本技术的一个实施例,多层所述极耳在叠置方向上的两个侧面均设置有所述固定层叠区,每个固定层叠区与所述壳体本体的内壁面之间均设置有所述防护层。
23.一种电芯,包括:上述的电芯壳体;多个极片,多个所述极片与多层所述极耳一一对应且每个所述极片与对应的所述极耳相连。
24.根据本技术的一个实施例,多个所述极片为多个所述正极片或多个所述负极片。
25.根据本技术的一个实施例,所述电芯构造为软包电芯。
26.根据本技术的一个实施例,所述壳体本体构造为铝塑膜,所述防护层分别与所述铝塑膜和所述固定层叠区固定连接。
27.一种电池包,包括:电池壳体;上述的电芯,所述电芯为多个且多个所述电芯均设置在所述电池壳体内。
28.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
29.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
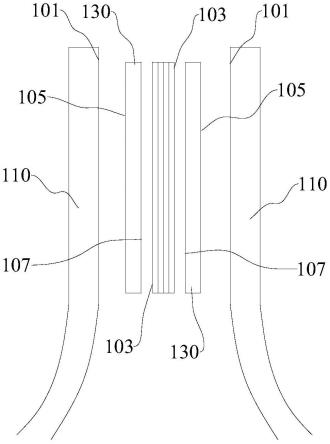
30.图1是根据本技术实施例的电芯壳体的示意图;
31.图2是根据本技术实施例的电芯的爆炸图;
32.图3是根据本技术实施例的防护层的示意图。
33.附图标记:电芯壳体100,壳体本体110,防护层130,弹性件131,第一胶层133,第二胶层135,防护层安装区101,固定层叠区103,第一粘接面105,第二粘接面107。
具体实施方式
34.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
35.下面参考图1-图3描述根据本技术实施例的电芯壳体100。
36.根据本技术实施例的电芯壳体100包括壳体本体110和防护层130。
37.电芯壳体100为电芯的外观件,电芯壳体100内部可以形成有容纳极片以及极耳的电芯容纳空间,壳体本体110的内壁面上具有防护层安装区101。
38.防护层130固定在壳体本体110的内壁面上且位于防护层安装区101,防护层130适
于夹设在壳体本体110的内壁面和电芯的多层极耳的固定层叠区103之间。多层极耳在叠置后焊接固定在一起,然后才与电芯的向外界输出电力的端子相连。多层极耳在焊接完毕后会形成固定层叠区103(即——焊印)。
39.现有技术中一般采用绝缘胶带粘在焊印上,但是由于焊印凹凸不平,采用机器贴附的话会出现粘不牢的情况,但是用人工贴附的话,会费时费力。
40.因此,本技术并没有将防护层130(可以为胶带)直接粘在焊印上,而是固定在壳体本体110的内壁面上的防护层安装区101,由于壳体本体110的内壁面上的防护层安装区101很平整,因此防护层130可以非常容易且牢固地安装上去,不用人工来进行贴覆,而是可以采用机器将防护层130直接粘接固定在防护层安装区101上,从而实现了全自动化贴附防护层130,提高了生产效率。
41.本技术实施例中的防护层130可以采用高效率的全自动机器贴覆的方式固定在防护层安装区101,同时防护层130夹设在固定层叠区103与壳体本体110的内壁面之间,由此防护层130可以对多层焊接完毕后的金属进行包覆,从而有效避免了固定层叠区103上的金属微粒掉落或者直接刺穿壳体本体110。
42.例如防护层安装区101可以设置在壳体本体110的顶壁上且朝向下方延伸,此时防护层130可以被夹设在固定层叠区103与壳体本体110的周壁的内壁面之间,防护层安装区101不与固定层叠区103正对;当然防护层安装区101也可以位于壳体本体110上且与固定层叠区103正对,防护层安装区101设置在壳体本体110的周壁的内壁面,防护层130可以直接被夹设在壳体本体110的周壁的内壁面与所述固定层叠区103之间。
43.根据本技术实施例的电芯壳体100,通过将防护层130固定在壳体本体110上而不是固定在多层极耳的固定层叠区103上,由于壳体本体110的内壁面较为平整,因此防护层130固定安装更加容易,进而可以采用机器来将防护层130固定(例如可以采用粘接固定的方式)在壳体本体110上,从而实现了自动化生产,不仅提升了电芯的良品率,而且提高了生产效率。
44.在本技术的一些实施例中,防护层130与防护层安装区101粘接固定。由此,防护层130可以更加容易地固定在防护层安装区101上,进一步提升了电芯的生产效率。现有技术中一般将防护层130粘接固定在固定层叠区103上,但是由于固定层叠区103采用焊接的方式固定,因此表面凹凸不平,用机器将防护层130粘接在固定层叠区103上会导致粘不牢,而采用人工粘贴的话费时费力。
45.因此,本技术的技术方案不再将防护层130粘接在固定层叠区103,而是固定在了平整的壳体本体110的内侧面上,同时将防护层130夹设在壳体本体110的内侧面与固定层叠区103之间,不仅保证了防护层130不容易脱落、防护层130可以采用机器自动化粘贴在壳体本体110上,防护层130还同时与固定层叠区103接触,进而确保了固定层叠区103上的金属微粒不会脱落,避免其掉落到电芯内部或者刺穿壳体本体110。
46.进一步地,防护层130具有朝向防护层安装区101的第一侧面,第一侧面构造为与防护层安装区101粘接固定的第一粘接面105。也就是说,至少防护层130的朝向防护层安装区101的侧面通过粘接的方式与壳体本体110的内壁面固定连接。由此,粘接固定的方式可以进一步提升了电芯的安装效率,且第一粘接面105与壳体本体110的内壁面之间采用面面贴合的方式确保了防护层130可以牢固地安装在壳体本体110的内壁面上。
47.防护层130还具有朝向固定层叠区103的第二侧面,第二侧面构造为与固定层叠区103粘接固定的第二粘接面107。也就是说,第二侧面不仅与固定层叠区103接触,而且第二侧面还具有粘性,因此可以粘接在固定层叠面上。同时,由于防护层130粘接固定在防护层安装区101上,且防护层安装区101较为平整,因此防护层130非常牢固地固定在了防护层安装区101,进而与固定层叠区103接触的第二粘接面107也不会发生移动,保证了防护层130始终与固定层叠区103接触,有效避免了固定层叠区103上的金属微粒掉落到电芯中或者金属刺将壳体本体110刺穿。
48.根据本技术的一些实施例中,防护层130朝向固定层叠区103的一侧具有朝向固定层叠区103移动的趋势,从而防护层130可以止抵在固定层叠区103上。也就是说,防护层130可以向固定层叠区103上施加压力,从而防护层130可以将固定层叠区103上的金属微粒压住,有效避免其发生移动甚至脱落。
49.进一步地,防护层130内设置有弹性件131以使得防护层130朝向固定层叠区103的一侧弹性止抵在固定层叠区103上。弹性件131可以设置在两个粘接层之间,两个粘接层中的一个与防护层安装区101粘接固定,两个粘接层中的另一个与固定层叠区103粘接固定。
50.在防护层130被安装在固定层叠区103与壳体本体110的内壁面之间时,弹性件131会在弹力的作用下复位,从而朝向两侧施加压力,将防护层130朝向固定层叠区103的一侧压紧在固定层叠区103上。
51.弹性件131可以构造为弹性橡胶层,弹性橡胶层朝向固定层叠区103的一侧可以设置有胶层,从而弹性橡胶层可以将胶层压紧粘接在固定层叠区103。可以理解的是,本技术不对弹性件131的具体结构或者材质进行限制,只要保证弹性件131可以将防护层130朝向固定层叠区103的一侧压紧在固定层叠区103上即可。
52.进一步地,弹性件131朝向固定层叠区103的侧面设置有第一胶层133,弹性件131朝向防护层安装区101的侧面设置有第二胶层135。也就是说,防护层130构造为类似三明治的结构,中间的一层为弹性件131,弹性件131在厚度方向上的两侧分别设置有第一胶层133和第二胶层135,在防护层130被安装在固定层叠区103与壳体本体110之间时,弹性件131会被压缩,从而可以向第一胶层133和第二胶层135施加压力,至少将第一胶层133压紧并粘接在固定层叠区103上。
53.在本技术的一些实施例中,防护层安装区101与固定层叠区103彼此正对。也就是说,在防护层130固定在防护层安装区101上后,防护层130被夹设在防护层安装区101与固定层叠区103之间。从而,防护层130的布置更加合理,整体结构也更简单,至少在一定程度上提升了电芯的安装效率。
54.根据本技术的一些实施例,壳体本体110的内壁面上包括与固定层叠区103正对的挤压区,在自然状态下,防护层130的厚度大于固定层叠区103与挤压区之间的距离。因此,防护层130与固定层叠区103和挤压区之间为过盈配合,从而至少防护层130朝向固定层叠区103的侧面和朝向挤压区的侧面可以分别压紧在固定层叠区103和挤压区上。
55.根据本技术的一些实施例中,防护层130的面积不小于固定层叠区103的面积。也就是说,在防护层130安装在固定层叠区103与壳体本体110之间时,防护层130可以完全覆盖固定层叠区103,从而保证了固定层叠区103上的部分不会外露,金属残渣或者尖刺可以被防护层130完全覆盖。
56.进一步地,固定层叠区103在防护层130上的投影位于防护层130的外周沿内侧。因此,进一步保障了固定层叠区103可以完全被防护层130覆盖,避免固定层叠区103上的金属微粒掉落电芯内部或者尖刺刺破壳体本体110,保障了电芯的安全性能。
57.在本技术的一些实施例中,防护层130构造为双面胶层,双面胶层的两侧分别与防护层安装区101和固定层叠区103粘接固定。也就是说,即使防护层130内部并没有嵌入弹性件131,防护层130仍然可以通过粘接力牢牢地固定在壳体本体110的内壁面上,同时也可以粘接在固定层叠区103上。
58.在本技术的一些实施例中,双面胶层构造为耐高温胶层。因此,即使电芯在使用的过程中发热,也不会影响双面胶层的粘接性能,防护层130仍然可以牢固地粘接在防护层安装区101和固定层叠区103上,保证金属残渣或者尖刺不会掉落到电芯内部或者刺穿壳体本体110。
59.本技术实施例中,双面胶层的厚度为80μm-120μm。由此,既可以保证双面胶层可以牢固地粘接固定在壳体本体110上以及固定层叠区103上,同时也不会由于双面胶层的厚度过大而产生额外的成本。
60.上述实施例中的多层极耳可以为多层正极耳或者多层负极耳,即多层正极耳焊接固定后可以采用上述的电芯壳体100实现压紧固定,多层负极耳焊接固定后也可以采用上述的电芯壳体100实现压紧固定。多层正极耳焊接后和多层负极耳焊接后可以分别从电芯的彼此正对的端部引出。
61.根据本技术的一些实施例,多层极耳在叠置方向上的两个侧面上均设置有固定层叠区103,每个固定层叠区103与壳体本体110的内壁面之间设置有防护层130。由此,多层极耳在叠置且焊接后的两个侧面都可以被防护层130保护,避免其上的金属微粒或者尖刺掉落到电芯内部或者刺穿壳体本体110。
62.下面简单描述本技术实施例的电芯。
63.根据本技术实施例的电芯包括上述的电芯壳体100和多个极片,多个极片与多层极耳一一对应且每个极片与对应的极耳相连。在安装电芯的过程中,首先将防护层130与壳体本体110安装在一起构成一个总成,然后将电芯壳体100与多个极片装配在一起。
64.本技术实施例的电芯由于设置有上述的电芯壳体100,使得防护层130固定安装更加容易,进而可以采用机器来将防护层130粘接固定在壳体本体110上,从而实现了自动化生产,不仅提升了电芯的良品率,而且提高了生产效率。
65.本技术实施例中的多个极片可以为多个正极片或多个负极片。多个正极片和多个负极片焊接后也可以通过固定在壳体本体110的内壁面上的防护层130压紧、粘接固定。
66.根据本技术的一些实施例,电芯构造为软包电芯。壳体本体110构造为铝塑膜,防护层130分别与铝塑膜和固定层叠区103固定连接。铝塑膜具有较好的延展性。铝塑膜可以通过弯折、粘接的方式形成一个内部具有腔室的壳体本体110,正极端子和负极端子从壳体本体110两端伸出,因此为了方便将焊接后的极片组两侧的固定层叠区103都被防护层130压紧或者粘贴,可以在铝塑膜为弯折前在两端均设置有两个间隔开的防护层130,防护层130可以与铝塑膜粘接固定,从而在铝塑膜弯折后,铝塑膜的两端的极片组的叠置方向的两侧均可以被防护层130接触、挤压或者粘接,从而软包电芯的安装过程更加方便,生产效率更高。
67.下面详细描述本技术电芯的一个具体实施例。
68.本技术实施例的电芯包括:电芯壳体,电芯壳体上设置有正极端子和负极端子;多个正极组件和多个负极组件,多个正极组件和多个负极组件设置在电芯壳体内,且每个正极组件包括:正极片和与正极片相连的正极耳,每个负极组件包括:负极片和与负极片相连的负极耳,多个正极片和多个负极片层叠设置,任意相邻的两个正极片和负极片之间设置有隔离膜;
69.多个正极极耳叠置且焊接固定以形成正极极耳组,多个负极极耳叠置且焊接固定以形成负极极耳组,电芯壳体的内侧面上与正极极耳组正对的区域和与负极极耳组正对的区域分别构造为第一防护层安装区和第二防护层安装区,第一防护层安装区设置有第一防护层,第一防护层与第一防护层安装区粘接固定且与正极极耳组接触,第二防护层安装区设置有第二防护层,第二防护层与第二防护层安装区粘接固定且与负极极耳组接触。
70.进一步地,第一防护层朝向正极极耳组的侧面也与正极极耳组粘接固定,第二防护层朝向负极极耳组的侧面也与负极极耳组粘接固定。
71.第一防护层具有朝向第一防护层安装区的第一侧面,第一侧面构造为与第一防护层安装区粘接固定的第一粘接面;
72.第二防护层具有朝向第二防护层安装区的第二侧面,第二侧面构造为与第二防护层安装区粘接固定的第二粘接面。
73.第一防护层具有朝向正极极耳组的第三侧面,第二防护层具有朝向负极极耳组的第四侧面,第三侧面构造为与正极极耳组粘接的第三粘接面,第四侧面构造为与负极极耳组粘接的第四粘接面。
74.第一防护层止抵在正极极耳组上,第二防护层止抵在负极极耳组上,第一防护层内设置有第一弹性件以使第一防护层弹性止抵在正极极耳组上,第二防护层内设置有第二弹性件以使第二防护层弹性止抵在负极极耳组上。
75.第一弹性件朝向第一防护层安装区的侧面设置有第一胶层,第二弹性件朝向第二防护层安装区的侧面上设置有第二胶层。第一弹性件朝向正极极耳组的侧面设置有第三胶层,第二弹性件朝向负极极耳组的侧面设置有第四胶层。
76.第一防护层的厚度大于第一防护层安装区与正极极耳组之间的距离,第二防护层的厚度大于第二防护层安装区与负极极耳组之间的距离。
77.第一防护层的面积不小于正极极耳组的面积,第二防护层的面积不小于负极极耳组的面积。正极极耳组在第一防护层上的投影位于第一防护层的外周沿的内侧,负极极耳组在第二防护层上的投影位于第二防护层的外周沿的内侧。
78.第一防护层和第二防护层分别构造为第一双面胶层和第二双面胶层,第一双面胶层的两侧分别与第一防护层安装区和正极极耳组粘接固定,第二双面胶层的两侧分别与第二防护层安装区和负极极耳组粘接固定。
79.下面简单描述本技术实施例的电池包。
80.根据本技术实施例的电池包括电池壳体以及上述的电芯,电芯为多个且多个电芯均设置在电池壳体内。由于根据本技术的电池包设置有上述的电芯,因此该电池包的防护层130固定安装更加容易,可以采用机器来将防护层130粘接固定在壳体本体110上,从而实现了自动化生产,不仅提升了电芯的良品率,而且提高了生产效率。
81.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
82.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1