一种激光模组及具有该激光模组的激光仪的制作方法
1.本实用新型涉及激光投线仪技术领域,尤其涉及一种激光模组及具有该激光模组的激光仪。
背景技术:
2.激光仪的瞄准器一般使用激光瞄准器,激光瞄准器上设置有激光模组,激光模组用于发射直线式的激光。
3.激光模组安装于激光模组外壳内,传统的激光模组结构均是组装后安装在应用端固定使用,每一款应用产品均需要对应一种不同激光模组的外壳,以适应其不同的应用场合。由此导致了激光模组的产品零件种类多,不利用生产管理和成本控制。而在组装完成后,如若测试过程发现问题,则无法返修更换,只能整个报废,使得各部件无法重复利用。同时,激光模组种类过多还会影响产品生产的效率,由于每款激光模组和应用产品配合的尺寸都不一样,无法提前备料生产,这致使生产交货周期长。而且,激光模组种类过多的情况也不利于测试,由于每款产品应用场景各不相同,因此每款产品固定加电夹具均是一一对应,导致需求夹具数量过多且不利于存放和管理。
4.通过更换不同类型的透镜,能够呈现各种不同形状的光斑。激光模组形成光斑的方法常采用准直透镜与柱透镜配合或者准直透镜与波浪透镜配合的方式,借助准直透镜对vcsel光斑进行准直调整,借助柱透镜或者波浪镜对光斑进行拉伸整形调整,得到需要的光斑形状。
5.目前,还存在有对激光模组上光斑形状的需求,需要将光斑调整为点状、线状、十字状、圆圈或网格线等形状,以达到3d识别、机器视觉或机器人路径搜索等目的。然而,现有的激光模组仅能显现单一的光斑,无法满足激光仪在不同工作环境下对光斑形状的需求。
技术实现要素:
6.本实用新型的目的在于提供一种激光模组及具有该激光模组的激光仪,以解决激光模组适配能力差的问题,使激光模组能够呈现不同的光斑。
7.为达此目的,本实用新型采用以下技术方案:
8.一种激光模组,包括模组主体和模组外壳;所述模组主体包括激光器组件、准直镜组件和整形透镜组件,所述激光器组件包括to器件和安装于所述to器件上的用于发光的激光器单元,所述激光器单元连接有激光器引脚,所述准直镜组件包括准直镜镜片和准直镜套管,所述准直镜套管的一端安装有所述激光器组件,另一端设有所述准直镜镜片,所述整形透镜组件包括整形透镜镜片和整形透镜套管,所述整形透镜套管的一端锁紧连接于所述准直镜套管,另一端设有所述整形透镜镜片;所述模组外壳套接于所述模组主体,所述激光器引脚部分伸出所述模组外壳,所述模组外壳开设有避让通孔,所述激光器单元发出的光依次经过所述准直镜镜片和所述整形透镜镜片后,穿过所述避让通孔。
9.作为激光模组的优选技术方案,所述激光器单元正对所述准直镜镜片,所述激光
器引脚贯穿于所述to器件内。
10.作为激光模组的优选技术方案,所述准直镜套管为圆管状,所述准直镜镜片和所述to器件均为圆柱体;所述准直镜镜片嵌设于所述准直镜套管的一端,所述to器件插接于所述准直镜套管的另一端,所述激光器单元位于所述to器件、所述准直镜套管和所述准直镜镜片围成的空间内。
11.作为激光模组的优选技术方案,所述准直镜套管设有所述准直镜镜片一端的边缘弯折有第一折边,所述第一折边与所述准直镜镜片远离所述激光器组件的一侧相贴合。
12.作为激光模组的优选技术方案,所述整形透镜套管为圆管状,所述整形透镜镜片嵌设于所述整形透镜套管的一端,所述准直镜套管设有所述准直镜镜片的一端部分穿接于所述整形透镜套管的另一端。
13.作为激光模组的优选技术方案,所述整形透镜套管设有所述整形透镜镜片一端的边缘弯折有第二折边,所述第二折边与所述整形透镜镜片远离所述准直镜组件的一侧相贴合。
14.作为激光模组的优选技术方案,所述准直镜套管为阶梯管,且所述准直镜套管设有所述准直镜镜片一端的直径小于所述准直镜套管远离所述准直镜镜片一端的直径,所述整形透镜套管的通孔为阶梯孔,且所述整形透镜套管设有所述整形透镜镜片一端的通孔直径小于所述整形透镜套管另一端的通孔直径;所述阶梯管与所述阶梯孔匹配连接,所述整形透镜套管的直径与准直镜套管远离所述准直镜镜片一端的直径相同。
15.作为激光模组的优选技术方案,所述模组外壳开设有容纳槽,所述容纳槽为圆柱槽,所述容纳槽的槽底贯通有所述避让通孔,所述模组主体插接于所述容纳槽内,所述整形透镜套管设有所述整形透镜镜片的一端与所述容纳槽的槽底相接触,所述容纳槽的内侧壁同时与所述准直镜套管的外周壁和所述整形透镜套管的外周壁相贴合。
16.作为激光模组的优选技术方案,所述模组外壳开设有定位通孔,锁紧件能够穿过所述定位通孔并抵压于所述模组主体的外周壁。
17.一种激光仪,包括上述的激光模组。
18.本实用新型的有益效果:
19.该激光模组通过将模组主体与用于连接外部设备的模组外壳的分体设计,使得对结构的具体限定均能通过改进模组外壳的方式实现,致使模组主体的外形能够被确定;配合激光器组件、准直镜组件和整形透镜组件的分体设计,实现了对激光模组结构的整体优化,提升了激光模组结构的灵活性和兼容性,由此降低了激光器组件和准直镜镜片在准直镜套管上安装的难度和整形透镜镜片在整形透镜套管上安装的难度,由此方便了操作人员在加工过程中对准直镜镜片与整形透镜镜片种类的调整,从而提升了激光模组产品结构调整的效率;同时,准直镜组件和整形透镜组件的分体设计方便了操作人员对准直镜镜片与整形透镜镜片之间相对位置的调整,进而得以实现操作人员对光斑的微调,由此保障了激光模组的工作效果,提升了激光模组的产品良品率。
20.以上改进有助于实现激光模组结构的归一化改进,方便了对模组外壳具体结构的定制,便于替换、检修和维护,能够在大规模生产中实现备料的提前生产,缩短生产周期、降低了生产成本,有效地提高了模块化的激光模组产品的生产效率。同时,以上激光模组结构归一化的改进还有利于激光模组自动化组装的实现。
21.模组主体外形的确定使得测试夹具能够根据相同的激光模组内部结构进行测试,待到测试完成后再进行对应的模组外壳的组装操作,模组主体的通用性使得模组主体的测试过程能够利用同一型号的治具机台完成,由此避免因为产品基准不一而导致的治具重复设计和制作情况。
附图说明
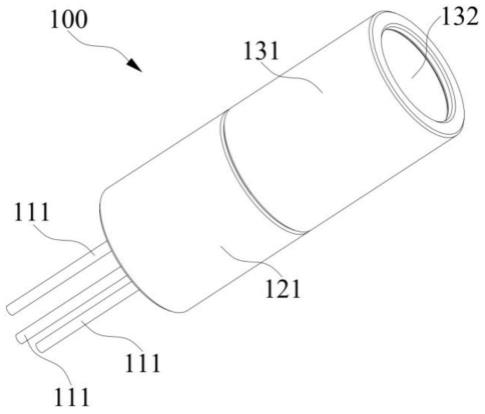
22.图1是本实用新型实施例提供的模组主体的结构示意图;
23.图2是本实用新型实施例提供的模组主体的爆炸图;
24.图3是本实用新型实施例提供的模组主体的剖面图;
25.图4是本实用新型实施例提供的激光模组的结构示意图;
26.图5是本实用新型实施例提供的激光模组的爆炸图;
27.图6是本实用新型实施例提供的激光模组的剖面图。
28.图中:
29.100、模组主体;110、激光器组件;111、激光器引脚;112、to器件;113、散热片;114、pd芯片;115、vcsel;120、准直镜组件;121、准直镜镜片;122、准直镜套管;130、整形透镜组件;131、整形透镜镜片;132、整形透镜套管;
30.200、模组外壳;201、避让通孔;202、铣扁平面;203、定位通孔。
具体实施方式
31.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本实用新型实施例的技术方案做进一步的详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
34.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
35.如图1-图6所示,本实施例提供了一种激光模组,包括模组主体100和模组外壳200;模组主体100包括激光器组件110、准直镜组件120和整形透镜组件130,激光器组件110包括to器件112和安装于to器件112上的用于发光的激光器单元,激光器单元连接有激光器
引脚111,准直镜组件120包括准直镜镜片121和准直镜套管122,准直镜套管122的一端安装有激光器组件110,另一端设有准直镜镜片121,整形透镜组件130包括整形透镜镜片131和整形透镜套管132,整形透镜套管132的一端锁紧连接于准直镜套管122,另一端设有整形透镜镜片131;模组外壳200套接于模组主体100,激光器引脚111部分伸出模组外壳200,模组外壳200开设有避让通孔201,激光器单元发出的光依次经过准直镜镜片121和整形透镜镜片131后,穿过避让通孔201。
36.该激光模组通过将模组主体100与用于连接外部设备的模组外壳200的分体设计,使得对结构的具体限定均能通过改进模组外壳200的方式实现,致使模组主体100的外形能够被确定;配合激光器组件110、准直镜组件120和整形透镜组件130的分体设计,实现了对激光模组结构的整体优化,提升了激光模组结构的灵活性和兼容性,由此降低了激光器组件110和准直镜镜片121在准直镜套管122上安装的难度和整形透镜镜片131在整形透镜套管132上安装的难度,由此方便了操作人员在加工过程中对准直镜镜片121与整形透镜镜片131种类的调整,从而提升了激光模组产品结构调整的效率;同时,准直镜组件120和整形透镜组件130的分体设计方便了操作人员对准直镜镜片121与整形透镜镜片131之间相对位置的调整,进而得以实现操作人员对光斑的微调,由此保障了激光模组的工作效果,提升了激光模组的产品良品率。
37.以上改进有助于实现激光模组结构的归一化改进,方便了对模组外壳200具体结构的定制,便于替换、检修和维护,能够在大规模生产中实现备料的提前生产,缩短生产周期、降低了生产成本,有效地提高了模块化的激光模组产品的生产效率。同时,以上激光模组结构归一化的改进还有利于激光模组自动化组装的实现。
38.模组主体100外形的确定使得测试夹具能够根据相同的激光模组内部结构进行测试,待到测试完成后再进行对应的模组外壳200的组装操作,模组主体100的通用性使得模组主体100的测试过程能够利用同一型号的治具机台完成,由此避免因为产品基准不一而导致的治具重复设计和制作情况。
39.具体地,整形透镜镜片131为波浪镜、柱状镜或其他自由曲面透镜;整形透镜镜片131和准直镜镜片121的材质为树脂或玻璃,准直镜组件120、整形透镜组件130和模组外壳200为金属机加工件,可以为铜合金h59、铝合金6061或铝合金7075等。
40.作为优选,激光器单元正对准直镜镜片121,激光器引脚111贯穿于to器件112内。以上设计避免了激光器单元暴露于外部环境中的情况发生,降低了激光器组件110损伤的风险,同时借助激光器引脚111贯穿to器件112的设计,使得激光器组件110在保障与外部设备连接的前提下,尽可能地减少外部环境对激光器组件110造成损伤的风险,从而延长了激光器组件110的使用寿命。
41.本实施例中,激光器单元包括散热片113、vcsel115和pd芯片114,各构件间通过纯金导线连接。pd芯片114为光电二极管(photo-diode)芯片,vcsel115为垂直腔面发射激光器(vertical-cavity surface-emitting laser)。散热片113、vcsel115和pd芯片114为本领域中的常规设置,其工作原理与设置方式为本领域内的公知常识,为本领域内的技术人员所熟知,在此不多加赘述。具体地,to器件112的材质为可伐合金或铁镍钴合金,散热片113的材质为氮化铝或氧化铝,pd芯片114的材质为硅,vcsel115的材质为砷化镓或其他三五族元素。
42.在本实施例中,准直镜套管122为圆管状,整形透镜套管132为圆管状,准直镜镜片121和to器件112均为圆柱体;准直镜镜片121嵌设于准直镜套管122的一端,to器件112插接于准直镜套管122的另一端,激光器单元位于to器件112、准直镜套管122和准直镜镜片121围成的空间内;整形透镜镜片131嵌设于整形透镜套管132的一端,准直镜套管122设有准直镜镜片121的一端部分穿接于整形透镜套管132的另一端。通过以上构件的形状限定,降低了各构件间的组装难度,提升了组装的效率。各构件间嵌设安装的设计保证了各构件间相对位置的确定,降低了位置偏移的风险。to器件112插接于准直镜套管122的设计保障了准直镜组件120与整形透镜组件130的稳定连接。将激光器单元置于to器件112、准直镜套管122和准直镜镜片121围成的空间内的设计进一步地提升了对激光器单元的保护能力。
43.进一步地,准直镜套管122设有准直镜镜片121一端的边缘弯折有第一折边,第一折边与准直镜镜片121远离激光器组件110的一侧相贴合;整形透镜套管132设有整形透镜镜片131一端的边缘弯折有第二折边,第二折边与整形透镜镜片131远离准直镜组件120的一侧相贴合。第一折边的设置保障了准直镜套管122对准直镜镜片121的定位效果,第二折边的设置保障了整形透镜套管132对整形透镜镜片131的定位效果,以上设计降低了准直镜镜片121与整形透镜镜片131发生位置偏移的风险,延长了激光模组的使用寿命。
44.再进一步地,准直镜套管122为阶梯管,且准直镜套管122设有准直镜镜片121一端的直径小于准直镜套管122远离准直镜镜片121一端的直径,整形透镜套管132的通孔为阶梯孔,且整形透镜套管132设有整形透镜镜片131一端的通孔直径小于整形透镜套管132另一端的通孔直径;阶梯管与阶梯孔匹配连接,整形透镜套管132的直径与准直镜套管122远离准直镜镜片121一端的直径相同。以上结构设计进一步的提升了准直镜套管122与整形透镜套管132之间连接的稳定程度,降低了准直镜组件120与整形透镜组件130发生位置偏移的风险。整形透镜套管132与准直镜套管122远离准直镜镜片121一端的直径相同的设计,降低了模组外壳200套接于模组主体100上的难度,优化了模组主体100上各处的受力情况,保障了模组主体100与模组外壳200的稳定连接。
45.更进一步地,模组外壳200开设有容纳槽,容纳槽为圆柱槽,容纳槽的槽底贯通有避让通孔201,模组主体100插接于容纳槽内,整形透镜套管132设有整形透镜镜片131的一端与容纳槽的槽底相接触,容纳槽的内侧壁同时与准直镜套管122的外周壁和整形透镜套管132的外周壁相贴合。以上结构设计限定了模组主体100与模组外壳200的连接关系,利用模组主体100外周壁与容纳槽槽壁相贴合的设计大幅减少了模组主体100位置偏移的风险,保障了激光模组的顺利运行。
46.作为优选,模组外壳200开设有定位通孔203,锁紧件能够穿过定位通孔203并抵压于模组主体100的外周壁。以上设计确保了模组外壳200与模组主体100的锁紧连接,降低了模组主体100发生位置偏移的风险,保障了激光模组的顺利运行。具体地,定位通孔203开设有多个,锁紧件的数量与定位通孔203的数量相同;锁紧件为紧固螺栓,紧固螺栓螺接于定位通孔203内。
47.本实施例中,模组外壳200为圆柱件,模组外壳200的外侧面凹设有两个关于模组外壳200轴线对称的铣扁平面202,铣扁平面202能够与外部设备的定位面紧密贴合。
48.作为优选,准直镜镜片121和激光器组件110均通过粘合胶粘接于准直镜套管122,整形透镜镜片131通过粘合胶粘接于整形透镜套管132。
49.本实施例还提供了一种激光模组的组装方法,应用于上述的激光模组,包括以下步骤:
50.步骤一:将散热片113、vcsel115、pd芯片114分别通过贴片机贴装在to器件112上,并通过银胶或金锡焊料连接,组装成激光器组件110。
51.步骤二:利用粘合胶将准直镜镜片121和激光器组件110安装在准直镜套管122上。
52.步骤三:将整形透镜镜片131安装于整形透镜套管132上,并通过粘合胶固定安装。
53.步骤四:将准直镜套管122与整形透镜套管132配合嵌套组装,在组装的过程中,进行测试组装。
54.步骤五:当模组主体100所呈现的光斑达到预定需求后,将模组主体100安装到对应的模组外壳200上。
55.以上流程简单可靠,工作效率高且运行稳定,以上流程有助于实现备料的提前生产,便于自动化组装系统的应用,进一步地提高了模块化的激光模组产品的生产效率。
56.本实施例还提供了一种激光仪,包括上述的激光模组。
57.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1