柔性电池组及可穿戴电子设备的制作方法
1.本技术涉及可穿戴设备技术领域,具体而言,涉及一种柔性电池组及可穿戴电子设备。
背景技术:
2.在目前市场上,销售的可穿戴电子设备中(主要是智能服饰,包括一些发光或发热或智能通讯的服鞋帽),大多数使用移动电源为其提供续航。但是,目前的移动电源的弯曲不变,导致穿戴不舒适。
技术实现要素:
3.本技术的目的在于提供一种柔性电池组及可穿戴电子设备,柔性电池组可以在多个方向进行弯曲,可穿戴电子设备的穿戴更加舒适。
4.第一方面,本技术实施例提供了一种柔性电池组,包括:
5.阵列电芯,阵列电芯包括多个呈阵列间隔排布圆柱电芯;圆柱电芯的厚度不超过5mm,圆柱电芯的直径不超过20mm;沿阵列电芯的第一方向,相邻的两个圆柱电芯之间的间隔距离为3mm~10mm;沿阵列电芯的第二方向,相邻的两个圆柱电芯之间的间隔距离为3mm~10mm;
6.能够弯曲的正极件和负极件,正极件与每个圆柱电芯的正极连通,负极件与每个圆柱电芯的负极连通。
7.上述技术方案中,每个圆柱电芯的周向的四个圆柱电芯之间均具有距离,并且圆柱电芯为的厚度和直径均较小为薄电芯,同时,与能够弯曲的正极件和负极件进行配合,可以使柔性电池组能够在柔性电池组的长度方向、宽度方向和倾斜方向弯曲,柔性电池组可以实现多个方向进行弯曲。同时,多个圆柱电芯呈阵列间隔排布,可以使其散热效果更好,电池的能量密度均匀地分散开来,在电池发生短路时,有效地降低发生爆炸与起火的风险。
8.在一种可能的实现方式中,正极件包括能够弯曲的正极汇流片和多个能够弯曲的正极子片,且每个正极子片的一端间隔连接于正极汇流片;
9.负极件包括能够弯曲的负极汇流片和多个能够弯曲的负极子片,且每个负极子片的一端间隔连接于负极汇流片;
10.每排圆柱电芯的正极耳均与一个正极子片连接,每排圆柱电芯的负极耳均与一个负极子片连接。
11.上述技术方案中,正负极连接的时候,通过主汇流片和子片进行圆柱电芯的并联,可以提高柔性电池组的安全性和可靠性。
12.在一种可能的实现方式中,沿第一方向,正极汇流片和负极汇流片分别设置于阵列电芯的相对的两侧;沿第二方向,每排圆柱电芯的两端分别连接一个正极子片和一个负极子片。
13.上述技术方案中,正极件和负极件呈叉指形连接,柔性电池组的第一方向弯曲时,
正极汇流片和负极汇流片弯曲;柔性电池组的第二方向弯曲时,正极子片和负极子片弯曲;柔性电池组倾斜弯曲的时候,汇流片和子片同时弯曲,容易使柔性电池组实现多方向弯曲,且连接也较为牢固。
14.在一种可能的实现方式中,沿第一方向,相邻的两个圆柱电芯之间的间隔距离为3mm~6mm;沿阵列电芯的第二方向,相邻的两个圆柱电芯之间的间隔距离为6mm~10mm。
15.上述技术方案中,第二方向的相邻两排圆柱电芯之间设置正极子片和负极子片,其间隔距离相对较宽;第一方向的相邻两排圆柱电芯之间的距离相对较窄,在不影响柔性电池组弯折的同时,可以使柔性电池组的体积相对较小。
16.在一种可能的实现方式中,正极汇流片与正极子片焊接,正极子片与正极耳焊接,负极汇流片与负极子片焊接,负极子片与负极耳焊接,每个焊点外均涂覆有绝缘固定胶。
17.上述技术方案中,绝缘固定胶的设置,可以使焊点处连接更加牢固,不易发生断裂、脱焊或者接触不良等问题,可以降低短路的风险。
18.在一种可能的实现方式中,正极件和负极件均为fpc板、排线、铜带或镍带。
19.在一种可能的实现方式中,柔性电池组还包括封装层,阵列电芯设置于两层封装层之间,且正极件的远离圆柱电芯的一端以及负极件的远离圆柱电芯的一端伸出封装层。
20.上述技术方案中,一方面,可以对圆柱电芯进行保护;另一方面,可以方便植入可穿戴电子设备内,以便对其进行续航。
21.在一种可能的实现方式中,封装层为硅胶层、橡胶层、pdms层或uv胶层。
22.在一种可能的实现方式中,部分正极子片或/和部分负极子片漏出封装层。
23.上述技术方案中,漏出封装层的部分正极子片或/和部分负极子片的弯曲基本不会受到封装层的影响,可以使电池组的柔性更高。
24.第二方面,本技术提供一种可穿戴电子设备,包括第一方面任一项提供的柔性电池组。
25.上述技术方案中,可以方便对可穿戴电子设备进行续航,同时,还方便进行弯曲,以便穿戴更加舒适。
附图说明
26.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
27.图1为本技术实施例提供的柔性电池组的第一结构示意图;
28.图2为本技术实施例提供的柔性电池组的第一弯曲示意图;
29.图3本技术实施例提供的柔性电池组的第二弯曲示意图;
30.图4本技术实施例提供的柔性电池组的第三弯曲示意图;
31.图5为本技术实施例提供的柔性电池组的第二结构示意图;
32.图6为本技术实施例提供的圆柱电芯的制备工艺流程图;
33.图7为本技术实施例提供的柔性电池组的制备工艺流程图。
34.图标:110-阵列电芯;120-正极件;130-负极件;111-圆柱电芯;1111-电芯主体;
1112-正极耳;1113-负极耳;121-正极汇流片;122-正极子片;131-负极汇流片;132-负极子片;140-封装层。
具体实施方式
35.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
37.在本技术实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次关系。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
38.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
39.在本技术实施例的描述中,术语“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
40.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
41.本技术提供一个可穿戴电子设备,可穿戴电子设备安装在服饰内,其包括电子产品和柔性电池组,电子产品上安装有柔性电池组。如果柔性电池组能够多方向进行弯折,则可穿戴电子设备安装在服饰内以后,可以使穿戴更加舒适。其中,服饰可以是衣服、裤子、鞋子等;电子产品可以是发光产品、发热产品、通讯产品等。
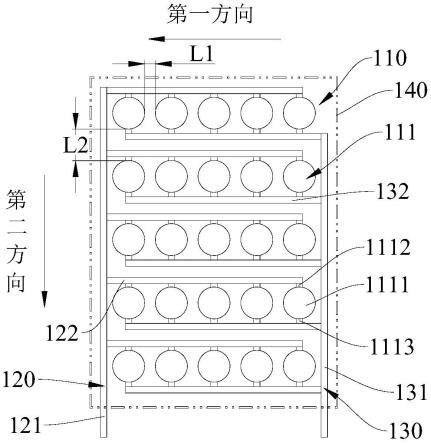
42.为了实现柔性电池组的多方向弯折,下面对柔性电池组的结构进行介绍。图1为本技术实施例提供的柔性电池组的第一结构示意图;图2为本技术实施例提供的柔性电池组的第一弯曲示意图;图3本技术实施例提供的柔性电池组的第二弯曲示意图;图4本技术实施例提供的柔性电池组的第三弯曲示意图。请参阅图1~图4,该柔性电池组,包括阵列电芯110、能够弯曲的正极件120和负极件130,通过能够弯曲的正极件120和负极件130引出阵列电芯110的电流。
43.请参阅图1,阵列电芯110包括多个呈阵列间隔排布圆柱电芯111;圆柱电芯111的厚度不超过5mm,圆柱电芯111的直径不超过20mm;沿阵列电芯110的第一方向,相邻的两个圆柱电芯111之间的间隔距离为3mm~10mm;沿阵列电芯110的第二方向,相邻的两个圆柱电芯111之间的间隔距离为3mm~10mm。正极件120与每个圆柱电芯111的正极连通,负极件130
与每个圆柱电芯111的负极连通。
44.每个圆柱电芯111的周向的四个圆柱电芯111之间均具有距离,并且圆柱电芯111为的厚度和直径均较小为薄电芯,同时,与能够弯曲的正极件120和负极件130进行配合,可以使柔性电池组能够在柔性电池组的长度方向、宽度方向和倾斜方向弯曲(请参阅图2~图4),柔性电池组可以实现多个方向进行弯曲。同时,多个圆柱电芯111呈阵列间隔排布,可以使其散热效果更好,电池的能量密度均匀地分散开来,在电池发生短路时,有效地降低发生爆炸与起火的风险。
45.其中,圆柱电芯111是指:电芯主体1111为圆柱型,电芯主体1111上还连接有正极耳1112和负极耳1113,正极耳1112和负极耳1113的端部伸出电芯主体1111。可选地,圆柱电芯111的电芯主体1111的厚度可以是1mm、2mm、3mm、4mm或5mm;圆柱电芯111的电芯主体1111的直径可以是2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm或20mm。
46.请继续参阅图1,沿阵列电芯110的第一方向,相邻的两个圆柱电芯111之间的间隔距离l1为3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm;沿阵列电芯110的第二方向,相邻的两个圆柱电芯111之间的间隔距离l2为3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm。其中,间隔距离是指:相邻的两个圆柱电芯111的柱形主体边缘之间的距离。
47.在一些实施例中,正极件120包括能够弯曲的正极汇流片121和多个能够弯曲的正极子片122,且每个正极子片122的一端间隔连接于正极汇流片121。负极件130包括能够弯曲的负极汇流片131和多个能够弯曲的负极子片132,且每个负极子片132的一端间隔连接于负极汇流片131。每排圆柱电芯111的正极耳1112均与一个正极子片122连接,每排圆柱电芯111的负极耳1113均与一个负极子片132连接。正负极连接的时候,通过主汇流片和子片进行圆柱电芯111的并联,可以提高柔性电池组的安全性和可靠性。
48.在一些实施例中,沿第一方向,正极汇流片121和负极汇流片131分别设置于阵列电芯110的相对的两侧;沿第二方向,每排圆柱电芯111的两端分别连接一个正极子片122和一个负极子片132。正极件120和负极件130呈叉指形连接,柔性电池组的第一方向弯曲时,正极汇流片121和负极汇流片131弯曲;柔性电池组的第二方向弯曲时,正极子片122和负极子片132弯曲;柔性电池组倾斜弯曲的时候,汇流片和子片同时弯曲,容易使柔性电池组实现多方向弯曲,且连接也较为牢固。
49.可选地,沿第一方向,相邻的两个圆柱电芯111之间的间隔距离为3mm~6mm;沿阵列电芯110的第二方向,相邻的两个圆柱电芯111之间的间隔距离为6mm~10mm。第二方向的相邻两排圆柱电芯111之间设置正极子片122和负极子片132,其间隔距离相对较宽;第一方向的相邻两排圆柱电芯111之间的距离相对较窄,在不影响柔性电池组弯折的同时,可以使柔性电池组的体积相对较小。
50.在一些实施例中,正极汇流片121与正极子片122焊接,正极子片122与正极耳1112焊接,负极汇流片131与负极子片132焊接,负极子片132与负极耳1113焊接,每个焊点外均涂覆有绝缘固定胶(图未示出)。绝缘固定胶的设置,可以使焊点处连接更加牢固,不易发生断裂、脱焊或者接触不良等问题,可以降低短路的风险。
51.可选地,正极件120和负极件130均为柔性连接带,例如:fpc板、排线、铜带或镍带。
52.图5为本技术实施例提供的柔性电池组的第二结构示意图,请参阅图1和图5,柔性电池组还包括封装层140(图1~图4中的外轮廓虚线部分为封装层140的外轮廓,其主要是
为了方便观察内部阵列电芯110的结构,因此内部结构可以透视),阵列电芯110设置于两层封装层140之间,且正极件120的远离圆柱电芯111的一端以及负极件130的远离圆柱电芯111的一端伸出封装层140。一方面,封装层140可以对圆柱电芯111进行保护,可以使得整个电池组在受到外界在的撞击下,起到了一定程度上的缓冲。可以比现有的刚性电池(如移动电源)更加柔软和安全;另一方面,可以方便植入可穿戴电子设备内,以便对其进行续航。
53.可选地,部分正极子片122或/和部分负极子片132漏出封装层140。请继续参阅图5,封装层140包括多个长条形封装片,将长条形封装片分别设置在阵列电芯110的两个表面,并且将圆柱电芯111之间的部分正极子片122或/和部分负极子片132漏出,可以使得到的柔性电池组方便弯曲。
54.可选地,封装层140为硅胶层、橡胶层、pdms层或uv胶层。该材料具有很好的防水效果。
55.上面介绍了柔性电池组的结构以后,下面对柔性电池组的制备方法进行介绍:
56.图6为本技术实施例提供的圆柱电芯111的制备工艺流程图;请参阅图6,圆柱电芯111的制备方法包括如下步骤:
57.s110,制备正极片:正极片包括正极集流体和涂覆在正极集流体上的正极材料层,正极材料层由正极浆料涂覆后干燥而成。正极浆料包括正极材料,正极材料包括但不限于钴酸锂,钛酸锂,镍锰钴酸锂,磷酸铁锂等。
58.s120,制备负极片:负极片包括负极集流体和涂覆在负极集流体上的负极材料层,负极材料层由负极浆料涂覆后干燥而成。负极浆料包括负极材料,负极材料包括但不限于人造石墨,天然石墨,活性炭,硬碳等。
59.s130,制备圆柱电芯111:通过正极片、负极片和隔膜制备圆柱电极组件,然后将圆柱电极组件装入相匹配的封装膜内并注入相应量的电解液,最后通过热压的方式进行封装。可选地,该步骤在真空环境下进行。
60.可选地,隔膜的材料包括但不限于聚丙烯,聚乙烯,无纺布,玻璃纤维等。电解液的溶剂包括但不限于环状碳酸酯(pc、ec);链状碳酸酯(dec、dmc、emc);羧酸酯类(mf、ma、ea、ma、mp)等;溶质包括但不限于lipf6、liclo4、libf4、liasf6等。封装膜:包括但不限于铝塑膜,pvc膜,pe膜,eva膜等。
61.在一个实施例中,圆柱电极组件为叠片电极组件,其制备方法为:将负极片、隔膜层、正极片均制成圆片状,将圆片状的负极片、隔膜层、正极片、隔膜层依次整齐地叠放起来,可重复多次,最后一层为负极片,然后通过超声波或激光焊接的方式将正极耳1112固定在正极片,负极耳1113固定在负极片上。
62.其中,正极耳1112为铝片,负极耳1113为镍片或铜片等。
63.在另一个实施例中,圆柱电极组件为卷绕电极组件,其制备方法为:将正极片、隔膜层和负极片均制成长条片状,通过超声波或者激光焊接的方式将正极耳1112固定在正极片上,将负极耳1113固定在负极片上,然后将隔膜层、负极片、隔膜层、正极片依次整齐地叠放起来,使用卷绕机卷成相应直径的圆柱形状,形成圆柱电极组件。
64.制备好了圆柱电芯111以后,下面进行柔性电池组的制备,图7为本技术实施例提供的柔性电池组的制备工艺流程图;请参阅图7,柔性电池组的制备方法包括如下步骤:
65.s210,制备阵列电芯110:将多个圆柱电芯111以阵列的方式间隔排布并固定在承
载面上,其中,多个圆柱电芯111的正极耳1112与负极耳1113均朝向一致。
66.可选地,圆柱电芯111的数量可以根据柔性电池组的容量来进行选择。
67.s220,制备电池组:通过正极件120和负极件130,将多个圆柱电芯111串联或并联起来。
68.可选地,取柔性连接带,分别形成正极子片122、正极汇流片121、负极子片132和负极汇流片131,将每一排圆柱电芯111的正极耳1112通过一条正极子片122连接,然后将多个正极子片122(多排圆柱电芯111对应多个正极子片122)的一端间隔连接于正极汇流片121;将每一排圆柱电芯111的负极耳1113通过一条负极子片132连接,然后将多个负极子片132(多排圆柱电芯111对应多个负极子片132)的一端间隔连接于负极汇流片131。
69.可选地,正极耳1112与正极子片122之间的连接方式、负极耳1113与负极子片132之间的连接方式、正极子片122与正极汇流片121之间的连接方式以及负极子片132与负极汇流片131之间的连接方式均可以是锡焊,点焊,超声焊,激光焊的其中一种或多种。其中,可以在柔性连接带外表面和/或焊接点各处涂上柔软的绝缘胶或黏力剂以加强固定,绝缘及隔热,使得圆柱电芯111和布线的连接处可以适应大幅度多角度甚至偏于激烈的弯折,而不容易发生断裂、脱焊或者接触不良,有效降低了短路的风险,增加了多方向弯曲的柔性电池组的安全可靠性。
70.s230,制备柔性电池组:在电池组的两个表面外分别覆盖一层封装层140。
71.可选地,覆盖封装层140的方式可以是:低温注胶,自然风干,紫外固化等。其中,部分柔性连接带可以露出封装层140外,封装层140和柔性连接带可以为多方向弯曲的柔性电池组起到一定的支撑作用。
72.形成封装层140以后,可以对封装层140的外轮廓进行裁剪,以便可以对阵列电芯110进行封装,且封装层140也不会占用过多的空间。
73.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1