极片和电池的制作方法
1.本实用新型涉及电池领域,具体涉及极片以及包含该极片的电池。
背景技术:
2.锂离子电池目前已广泛应用于消费电子、电动汽车以及储能等领域,以手机为代表的消费电子类产品采用的锂离子电池主要为软包结构的锂离子电池。在制备电池的过程中,分别在正极集流体和负极集流体上的极耳焊接区焊接正极耳和负极耳作为电流导通器件,并且,为了防止极耳毛刺刺穿隔膜从而造成正负极之间的短路,会在极耳上贴覆胶纸以起到保护作用。之后将正极、隔膜和负极以卷绕的形式组成卷芯。尤其是当电池的宽度较窄时(一般为25mm-35mm),极耳焊接区靠近卷绕圆弧区,使得胶纸位于卷绕圆弧区上,容易造成胶纸的翻折,从而使得极耳附近的平整度较差,进一步导致电池界面不良,析锂的问题。
3.因此,需要寻找方法改善电池平整度差的问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术存在的由于极耳附近平整度差而导致的界面不良和析锂的问题,提供一种极片以及包含该极片的电池。本实用新型的极片能够充分解决极耳附近平整度差的问题,并能够有效解决锂离子电池由于极耳附近平整度差而造成的析锂。
5.本实用新型第一方面提供了一种极片,所述极片包括集流体、极耳、涂层和胶纸;所述集流体上设置有极耳焊接区和涂膏区;所述极耳设置在所述极耳焊接区,所述涂层设置在所述涂膏区;所述极片分为若干交替设置的平面区与位于卷绕弯折部的曲面区,所述极耳焊接区位于所述平面区;所述胶纸覆盖所述极耳焊接区,部分覆盖所在的平面区,跨过一侧相邻的曲面区并部分覆盖相邻的平面区;所述胶纸在所述相邻的平面区上的投影在极片长度方向上的尺寸为l1,则0<l1≤10mm。
6.在一实例中,0.1mm≤l1≤8mm。
7.在一实例中,0.3mm≤l1≤5mm。
8.在一实例中,所述涂层至少包括相互层叠设置的第一涂层和第二涂层,所述涂层在相邻所述极耳焊接区的边缘有厚度差异区,所述厚度差异区在极片长度方向上的尺寸为l2,则l2≤7mm。
9.在一实例中,l2≤5mm。
10.在一实例中,所述涂层包括相互层叠设置的第一涂层、第二涂层和第三涂层,所述涂层在相邻所述极耳焊接区的边缘有厚度差异区,所述厚度差异区在极片长度方向上的尺寸为l2,则l2≤7mm。
11.在一实例中,所述极耳焊接区在所述集流体宽度方向上的尺寸占所述集流体宽度的10%-50%;所述胶纸在所述集流体宽度方向上的尺寸比所述极耳焊接区在所述集流体宽度方向上的尺寸多1-10mm。
12.在一实例中,所述胶纸的厚度为4-20μm。
13.本实用新型第二方面提供了一种电池,所述电池包括本实用新型第一方面所述的极片。
14.在一实例中,所述极片为正极片和/或负极片。
15.通过上述技术方案,本实用新型与现有技术相比至少具有以下优势:
16.(1)本实用新型的极片中所贴覆的胶纸的位置跨过卷绕弯折部的曲面区,降低极片在卷绕时胶纸翻折的发生,改善极耳附近的平整度;
17.(2)本实用新型的极片中所贴覆的胶纸的尺寸适中,能够完整地覆盖极耳焊接区,并且能够降低对电性能的不良影响;
18.(3)本实用新型的极片能够有效保证极耳焊接区附近的涂层厚度一致,进而改善了极耳附近的平整度。
19.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
附图说明
20.图1所示为本实用新型一具体实施方式中胶纸贴覆示意图。
21.图2所示为本实用新型一具体实施方式中涂层厚度差异区示意图。
22.附图标记说明
23.1-集流体;
24.2-极片;21-平面区;22-曲面区;
25.3-极耳焊接区;
26.4-极耳;
27.5-胶纸;
28.61-第一涂层;62-第二涂层;63-第三涂层。
具体实施方式
29.以下对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
30.根据本实用新型中具体实施例的极片,以下结合附图对所述极片进行示例性的说明。
31.本实用新型第一方面提供了一种极片,如图1所示,在本实用新型一具体实施方式中,所述极片2包括集流体1、极耳4、涂层和胶纸5。如图1(a)所示为本实用新型一具体实施方式中未贴覆胶纸的极片示意图,所述集流体1上设置有极耳焊接区3和涂膏区,所述涂膏区为所述集流体1上除去所述极耳焊接区3的区域,所述极耳4设置在所述极耳焊接区3,所述涂层设置在所述涂膏区。
32.在本实用新型中,将极片和隔膜通过卷绕的方式组装形成电池,极片在卷绕的过程中形成了平面区和曲面区,所述曲面区位于卷绕弯折部。如图1(b)所示为本实用新型一
具体实施方式中贴覆胶纸的极片示意图,极片2分为平面区21与位于卷绕弯折部的曲面区22,所述平面区21与所述曲面区22依次交替分布,所述极耳焊接区3位于所述平面区21;所述胶纸5覆盖所述极耳焊接区,部分覆盖所在的平面区21,跨过一侧相邻的曲面区22并部分覆盖相邻的平面区21;所述胶纸5在所述相邻的平面区21上的投影在极片长度方向上的尺寸为l1,则0<l1≤10mm,例如l1等于0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm、0.2mm、0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm。
33.在本实用新型中,术语“长度方向”具有本领域常规的含义。极片“长度方向”是指极片的长边的方向。
34.可以理解的是,胶纸所覆盖的极片的面积越小,越具有操作难度,且越可能出现覆盖不完全而导致的正负极短路,使电池的安全性能降低;相反地,胶纸所覆盖的极片的面积越大,越容易操作,且越不容易出现覆盖不完全的现象,但是,随着胶纸所覆盖的极片面积的增大,电池的能量密度也随之降低。因此,需要在保证电池安全性能的前提下,尽量减少胶纸过大所造成的能量密度的减小。
35.在一实例中,0.1mm≤l1≤8mm。
36.在一实例中,0.3mm≤l1≤5mm。
37.在一实例中,所述极耳焊接区设置于所述集流体长度方向上的非两端区域。
38.本实用新型的发明人发现,当极片包含两层及以上涂层时,极耳焊接区附近的涂层存在错位,造成极耳焊接区附近的厚度与极片其它位置的厚度存在差异,进一步使极耳附近平整度变差,导致析锂。通过控制极耳焊接区附近涂层的厚度差异区,能够显著地提高极耳附近的平整度,改善电池析锂的问题。
39.在一具体实施方式中,如图2(a)所示,所述涂层包括相互层叠设置的第一涂层61和第二涂层62,所述涂层在相邻所述极耳焊接区的边缘有厚度差异区,所述厚度差异区在极片长度方向上的尺寸为l2,则l2≤7mm,例如0、1、2、3、4、5、6或7mm。
40.在另一具体实施方式中,l2≤5mm。
41.在又一具体实施方式中,如图2(b)所示,所述涂层包括相互层叠设置的第一涂层61、第二涂层62和第三涂层63,所述涂层在相邻所述极耳焊接区的边缘有厚度差异区,所述厚度差异区在极片长度方向上的尺寸为l2,则l2≤7mm,例如0、1、2、3、4、5、6或7mm。
42.所述极耳焊接区在所述集流体宽度方向上的尺寸可以占所述集流体宽度的10%-50%,例如10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、20%、21%、22%、23%、24%、25%、26%、27%、28%、29%、30%、31%、32%、33%、34%、35%、36%、37%、38%、39%、40%、41%、42%、43%、44%、45%、46%、47%、48%、49%或50%。
43.在一实例中,所述极耳焊接区在所述集流体宽度方向上的尺寸占所述集流体宽度的15%-30%。
44.胶纸不仅能够防止极耳毛刺刺穿隔膜造成的正负极短路,还能够覆盖极耳焊接区,防止正负极之间接触所造成的短路。可以理解的是,不仅胶纸在集流体长度方向上的尺寸对电池的安全性能和电化学性能能够产生影响,而且胶纸在集流体宽度方向上的尺寸同样对电池的安全性能和电化学性能产生影响。当胶纸在集流体宽度方向上的尺寸较小时,在贴胶时,胶纸在集流体宽度方向可能无法完全覆盖极耳焊接区域,从而可能导致正负极
之间接触短路;当胶纸在集流体宽度方向上的尺寸较大时,会影响电池的能量密度,对电池的电化学性能产生不良影响。因此,需要在保证电池安全性能的前提下,尽量减少胶纸过大所造成的能量密度的减小。
45.所述胶纸在所述集流体宽度方向上的尺寸可以比所述极耳焊接区在所述集流体宽度方向上的尺寸多1-10mm,例如1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm。
46.在一实例中,所述胶纸在所述集流体宽度方向上的尺寸比所述极耳焊接区在所述集流体宽度方向上的尺寸多2-5mm。
47.所述胶纸可以选用本领域常规使用的胶纸,例如丙烯酸类胶纸或橡胶类胶纸。
48.所述胶纸的厚度可以为4-20μm,例如4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm、15μm、16μm、17μm、18μm、19μm或20μm。
49.在一实例中,所述胶纸的厚度为6-12μm。
50.本实用新型第二方面提供了一种电池,所述电池包括本实用新型第一方面所述的极片。
51.在一实例中,所述极片为正极片和/或负极片。
52.所述电池除极片以外的材料和制备方法均可以按照本领域的方式进行,均能够实现改善平整度的效果。
53.所述电池还包括隔膜和电解液。
54.例如,所述隔膜包括基材层和涂覆于所述基材层两侧的涂层;所述基材层为聚乙烯膜、聚丙烯膜、聚乙烯与聚丙烯混合膜(其中聚乙烯和聚丙烯的质量比为2:1)或聚酰亚胺膜;所述涂层为陶瓷层和/或胶层;所述陶瓷层包括氧化铝或勃姆石;所述胶层包括聚偏二氟乙烯。
55.例如,所述电解液为碳酸乙烯酯与碳酸二甲酯(碳酸乙烯酯与碳酸二甲酯的质量比为2:3)的组合和0.8mol/l六氟磷酸锂。
56.以下将通过实施例对本实用新型进行详细描述。本实用新型所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
57.在以下实例中,在没有特别说明的情况下,所用的材料均为商购的分析纯。
58.以下实施例用于说明本实用新型的电池。
59.实施例
60.制备本实用新型的电池至少包括以下步骤:
61.(1)正极浆料制备:将磷酸铁锂、炭黑、碳纳米管和聚偏二氟乙烯按照质量比为96:1:1:2混合均匀,加入n-甲基吡咯烷酮,搅拌均匀,其中固含量为50%,形成正极浆料1;将钴酸锂、炭黑、碳纳米管和聚偏二氟乙烯按照质量比为96:1:1:2混合均匀,加入n-甲基吡咯烷酮,搅拌均匀,其中固含量为70%,形成正极浆料2;
62.(2)负极浆料制备:将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量比为96:1:1.5:1.5混合均匀,加入去离子水,搅拌均匀,其中固含量为40%,形成负极浆料;
63.(3)正极片制备:将步骤(1)形成的正极浆料1通过凹版涂布工艺涂覆在铝箔上,烘干,形成第一涂层,再将步骤(1)形成的正极浆料2通过挤压涂布工艺涂覆在第一涂层上,烘
干,形成第二涂层,得到含有第一涂层和第二涂层的正极片;
64.(4)负极片制备:将步骤(2)形成的负极浆料,通过挤压涂布的工艺涂覆在铜箔上,烘干,得到负极片;
65.(5)辊压和分切:使用辊压机将步骤(3)和步骤(4)得到的正极片和负极片分别辊压至设计厚度,再使用分条机将正极片和负极片分切至设计宽度,其中正极片的设计厚度为105mm,正极片的设计宽度为76mm,负极片的设计厚度为110mm,设计宽度为78mm;
66.(6)分别将正极片和负极片上对应极耳焊接区的涂层去掉,得到极耳焊接区,并分别在正极片的极耳焊接区和负极片的极耳焊接区上焊接极耳,并贴覆胶纸,其中正极片使用刮刀清洗的方式去除对应极耳焊接区的涂层,负极片使用激光清洗的方式去除对应极耳焊接区的涂层;
67.(7)将正极片、隔膜(该隔膜包括基材层、设置于所述基材层两侧外表面的陶瓷层和设置于陶瓷层外表面的胶层,其中基材层为聚乙烯,陶瓷层为勃姆石,胶层为聚偏二氟乙烯)和负极片依次叠放,再进行卷绕,得到卷芯,并贴覆卷芯收尾胶进行固定;
68.(8)使用冲型模具将铝塑膜进行冲型,将卷芯用冲型的铝塑膜封装,得到电芯,将电芯烘烤至水分合格后注入电解液[碳酸乙烯酯与碳酸二甲酯(碳酸乙烯酯与碳酸二甲酯的质量比为2:3)的组合和0.8mol/l六氟磷酸锂],再使用锂离子电池化成设备对电芯进行充放电,使电芯硬化,并分选出电芯的容量;
[0069]
(9)对电芯进行二次封口,并进行折边,再进行ocv测试,测试得到电池的k值,挑选出k值合格的产品。
[0070]
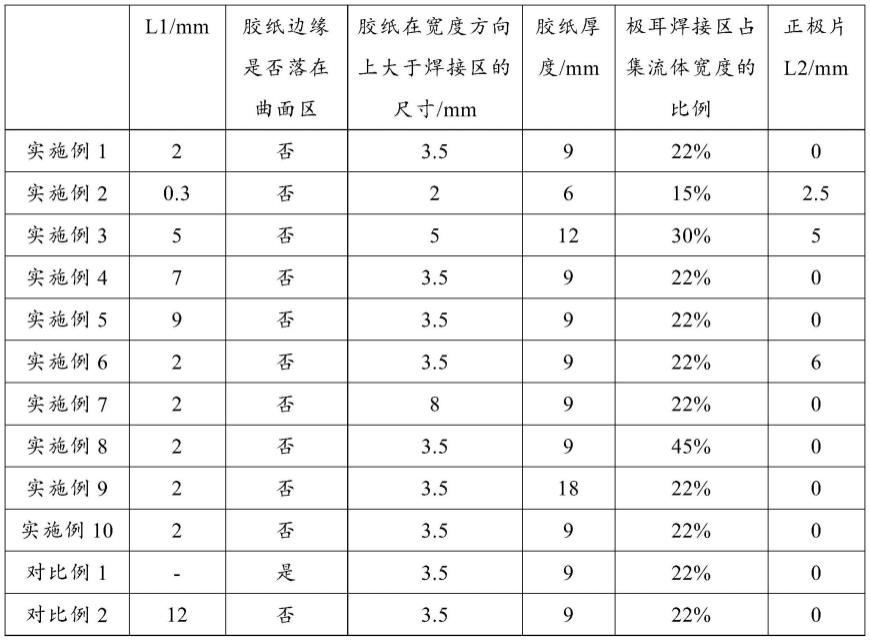
本实用新型中各实施例1-9与对比例的不同之处在于胶纸的尺寸、贴覆位置以及涂层的厚度差异区在极片长度方向上的尺寸,具体如表1所示,其中除了“正极片l2”是指正极片的涂层的厚度差异区在极片长度方向上的尺寸,其余数据均为正极片和负极片上胶纸的尺寸以及贴覆位置。
[0071]
本实用新型中实施例10与实施例1的不同之处在于,实施例10中正极片的集流体外设置有三层涂层,具体地:
[0072]
实施例10
[0073]
(1)正极浆料制备:将磷酸铁锂、炭黑、碳纳米管和聚偏二氟乙烯按照质量比为96:1:1:2混合均匀,加入n-甲基吡咯烷酮,搅拌均匀,其中固含量为50%,形成正极浆料1;将钴酸锂(铝掺杂量4000ppm)、炭黑、碳纳米管和聚偏二氟乙烯按照质量比为96:1:1:2混合均匀,加入n-甲基吡咯烷酮,搅拌均匀,其中固含量为70%,形成正极浆料2;将钴酸锂(铝掺杂量5000ppm)、炭黑、碳纳米管和聚偏二氟乙烯按照质量比为96:1:1:2混合均匀,加入n-甲基吡咯烷酮,搅拌均匀,其中固含量为70%,形成正极浆料3;
[0074]
(3)正极片制备:将步骤(1)形成的正极浆料1通过凹版涂布工艺涂覆在铝箔上,烘干,形成第一涂层,再将步骤(1)形成的正极浆料2和正极浆料3通过双腔挤压涂布机一起涂覆在第一涂层上,烘干,得到含有第一涂层、第二涂层和第三涂层的正极片。
[0075]
表1
[0076][0077]
测试例
[0078]
(1)“翻折”测试
[0079]
拆解卷绕完成后的卷芯,将正极片、负极片、隔膜分开,观察极片上焊接区保护胶纸的翻折情况。
[0080]
(2)“析锂”测试
[0081]
在25
±
3℃环境下,以1.5c充电至4.45v,恒压充电至0.05c截止,再以0.5c倍率放电至3.0v。重复充放电步骤20次,后以1.5c充电至4.45v,恒压充电至0.05c截止。然后在露点低于-30℃的干燥环境下解剖电池,通过观察负极片和隔膜上是否有析锂判定电池的析锂情况。
[0082]
(3)电化学测试
[0083]
1.5c/0.5c充放电循环,以1.5c充电至4.45v,恒压充电至0.05c截止,再以0.5c倍率放电至3.0v,记录每次放电的容量,初始放电容量记为c0,500t放电容量为c
500
则循环容量保持率f=c
500
/c0。
[0084]
上述测试结果记于表2。
[0085]
表2
[0086][0087][0088]
从表2可以看出,本实用新型的电池与对比例相比,极耳处胶纸未出现翻折现象,极耳处未出现析锂现象,并且常温循环500t容量保持率显著提高,本实用新型的极片制备得到的电池能够在降低对电性能不良影响的前提下,改善由于极耳附近平整度差而造成的析锂。
[0089]
以上详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于此。在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本实用新型所公开的内容,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1