一种电池模组以及电池包的制作方法
1.本实用新型涉及动力电池技术领域,尤其涉及一种电池模组以及电池包。
背景技术:
2.随着电池的快速发展,整个电池行业追求快速充电的能力,在快速充电的过程中,必然会存在发热问题,现有行业内做法是,在单体电池的底部设置液冷板,电池的底面是电池几个面中相对较小的一个面,当电池在大电流进行充电过程中,电池内部的内阻会大量产热,影响电池的使用。
3.为了克服传统结构的缺陷,现有的方法是将液冷板设在相邻两电池之间,使得液冷板的两侧面分别贴合两电池的表面积最大的面,以保证液冷板对电池的有效冷却。但是由于工艺的限制,导致电池大面或者液冷板表面不平整,从而导致电池与液冷板贴合度不好,影响传热效果。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的之一在于提供一种电池模组,其通过换热板与电池大面贴合散热,且提高电池大面与换热板的贴合面积以优化传热效果。
5.本实用新型的目的之二在于提供一种电池包,其电池模组内以电池大面与换热板贴合进行传热,传热效果且提高电池大面与换热板的贴合面积以优化传热效果。
6.本实用新型的目的之一采用以下技术方案实现:
7.一种电池模组,包括换热板以及多个在第一方向上排布的电池,所述电池表面积最大的面为电池大面;所述换热板与所述电池大面贴合;所述电池包括电池壳体以及电芯;所述电池壳体内部设有电芯腔;所述电芯安装于所述电芯腔内;所述电芯的厚度为d1;所述电芯腔的厚度为d2;所述d1/d2=86%-99%。
8.本实用新型的目的之二采用以下技术方案实现:
9.一种电池包,包括所述的电池模组以及电池箱体,所述电池模组安装于所述电池箱体内。
10.相比现有技术,本实用新型的有益效果在于:
11.1、其单体电池在装配时,电池大面可以与换热板贴合,因而电池大面具有较大的散热面积,因而在装配时,通过电池大面与换热板贴合相对与电池底面与换热板接触的传热性能更好。
12.2、由于单体电池的电池壳体内电芯腔的厚度与电芯的厚度之比为86%-99%,在这样的结构基础上,电芯能够最大程度的填满电芯腔内,因而在电池化成抽负压过程中,电池壳体上形成的电池大面内凹面积相对较小,故在电池壳体上形成的电池大面与换热板贴合时,具有相对较大的平面能够与换热板贴合接触,故而传热效果更好。
附图说明
13.图1为本实用新型的电池模组的结构示意图;
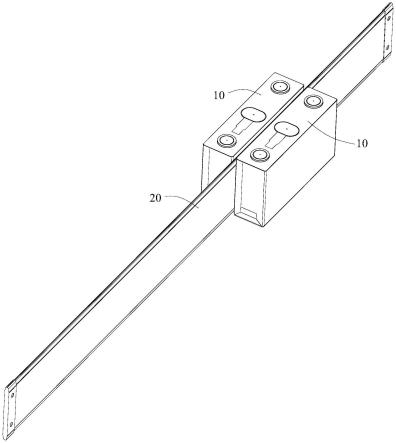
14.图2为本实用新型的换热板与两个电池的装配结构示意图;
15.图3为本实用新型的换热板与电池的贴合结构示意图。
16.图中:10、电池;11、电池壳体;111、电芯腔;112、电池大面;12、电芯;20、换热板;30、双面胶层。
具体实施方式
17.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
18.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本实用新型。
20.如图1、图2以及图3所示的一种电池模组,包括换热板20以及多个在一第一方向(参见图1)上排布的电池10,电池10具有电池大面,在本实施例中,以单体电池为方壳电池为例,方壳电池具有上下、左右以及前后六个面,在该六个面中,表面积最大的面即为电池大面,在装配时,将换热板20与电池大面112贴合。
21.具体电池包括电池壳体11以及电芯12,在电池壳体11内部设有电芯腔111,将电芯12安装于电芯腔111内。以电芯12的厚度为d1,而电芯腔111的厚度为d2,在电池10领域,以电芯12的厚度与电芯腔111的厚度之比为松紧比,本实施例中,松紧比d1/d2=86%-99%。
22.以下实施例中,均以换热板为冷却传热为例进行说明,在其他情况下,上述换热板也可以是通过对电池进行加热,比如在环境温度较低的情况下,电池的使用状态不好,耗电量快,在此种情况下需要对电池加热进行使用。
23.传统的电池10在装配时,由于在电池模组装配时,一般是以电池10背离极柱的底面与电池箱体内的换热板20进行连接,换热板20可以电池10的底面进行散热,但是电池10的底面是电池10的几个面中相对较小的面,传热面积不够大,故本技术中,以电池10的电池大面112与换热板20贴合,如此,电池10冷却散热以电池大面112为传热面,电池10的传热效果更好。
24.此外,由于单体电池加工过程中,是由负压化成工艺成型,即通过把电池壳体内部抽负压,将电芯压紧在电池壳体内部,但是,在负压化成过程中,电池壳体的大面会内凹,这样的情况下,单体电池在装配电池箱体后,由于电池壳体大面内凹则会出现电池壳体与换热板不完全接触的情况,若是换热板与电池壳体不是紧密贴合的情况,因而传热效果较差。
25.由于单体电池10的电池壳体11内电芯腔111的厚度与电芯12的厚度之比为86%-99%,在这样的松紧比结构基础上,电芯12能够最大程度的填满电芯腔111内,因而在电池10化成抽负压过程中,电池壳体11上形成的电池大面112内凹面积相对较小,故在电池壳体11上形成的电池大面112与换热板20贴合时,具有相对较大的平面能够与换热板20贴合接
触,故而传热效果更好。
26.当然,需要说明的是,若是松紧比为100%,即电芯12完全填满电池壳体11的电芯腔111,虽然能够在电池10与换热板20贴合时保持最大程度的贴合面积,但是,由于在电池10使用进行充电时,电芯12会受热发生膨胀,若是电芯12完全填满电芯腔111,电芯12膨胀会施压于电池壳体11的大面上,使电池壳体11的大面朝向换热板20施压,如此,会对换热板20进行挤压,造成换热板20的损坏或者无法使用,出现冷却失效的情况。
27.进一步地,本实施例中,在上述松紧比范围为86%-99%时,可以使电池大面112与换热板20的重叠面积与电池大面的面积之比为85%-99%,由于在实际装配过程中,电池的松紧比越大,电池大面与换热板的贴合度越大,而电池大面与换热板的重叠面积与电池大面的面积比为85%-99%时,在这一范围下,电池大面与换热板的贴合度越大,电池与换热板具有更大的贴合面积越大,因而传热面积越大,使用过程中散热效果更好。
28.需要说明的是,上述电池大面与换热板的重叠面积指的是,换热板在电池大面上的正投影面积。此外,在电池大面与换热板的重叠面积与电池大面的面积之比为85%时,为确保电池大面与换热板在使用时具有一个最低的传热面积,在这个最低的传热面积下电池的散热较好。此外,若是电池大面与换热板的重叠面积与电池大面的面积之比为100%,则会导致换热板在实际装配后会太高,容易与其他零部件干涉可能会导致冷板变形,影响散热,故本实施例中电池大面与换热板的重叠面积与电池大面的面积之比最大为99%。
29.进一步地,在电池10行业,以荷电状态(soc)表征电池10内部剩余电量的参数,具体电池10在使用一段时间或者长期搁置不用后的剩余容量与额定容量的比值为soc,常用百分比表示。
30.在soc=0%时,表示电池10放电完全,当soc=100%时,表示电池10完全充满。具体本实施例中,在电池10的正极为三元材料时,电池10的soc(荷电状态)=70%时,上述松紧比d1/d2=96%-99%。在该数值范围内,在这样的松紧比结构基础上,电芯12能够最大程度的填满电芯腔111内,因而在电池10化成抽负压过程中,电池壳体11上形成的电池大面112内凹面积相对较小,故在电池壳体11上形成的电池大面112与换热板20贴合时,具有相对较大的平面能够与换热板20贴合接触,故而传热效果更好。
31.需要说明的是,上述三元材料可以是现有技术中的镍钴锰酸锂li(nicomn)o2或镍钴铝酸锂linicoalo2。
32.进一步地,具体在同一电池模组的第一方向上相邻的两个电池10之间均设有换热板20,如此,电池模组在第一方向上具有多个换热板20进行散热,散热效果更好。
33.若是采用电池模组中各个电池10的底面与电池箱体的底板上的换热板20进行冷却,由于换热板20一般采用的液冷板进行冷却,在整块液冷板在电池模组底端的各个电池10进行散热时,则会出现冷却效果不匀的情况。而本技术中采用在电池模组在第一方向上相邻两个电池10的电池大面112上均设置换热板20,每两个在第一方向上相邻电池10均由换热板20进行散热,可以使得散热效果更加均匀。
34.进一步地,多个在第一方向上排布的电池10形成为电池组,在第二方向上排布有至少两个电池组,换热板20在第二方向上延伸并与各电池组的电池大面112贴合,如此,在第二方向上相邻的两个电池10可以共用一个换热板20,减少因每组电池组单独设置换热板20而导致的结构复杂等问题。
35.具体的是,本实施例中,上述换热板20与电池大面112可以选用粘接的方式进行贴合,提高换热板20与电池10的连接强度,同时采用粘接的方式贴合,贴合平整度更好,有利于提高传热面积。
36.而在其他情况下,换热板20与电池大面112的贴合方式也可以是通过螺钉等连接件进行贴合装配,总之能够实现贴合,进行换热即可。
37.进一步地,换热板20与电池大面112以双面胶层30贴合。若是采用结构胶进行贴合,则会导致结构胶摊开不平的情况,导致电池10受力不均,过度挤压可能会造成换热板20变形等问题,影响散热,因而本技术中采用双面胶进行贴合,减少占用空间,且提高电池10与换热板的贴合面积和均匀性。
38.当然,本技术中还提供一种电池包,包括上述的电池模组以及电池箱体,将电池模组安装于电池箱体内,电池模组的换热板20可以与电池箱体的两个侧边进行连接安装。由于采用上述电池模组的结构,因而能够使电池包在使用过程中传热面积大,散热效果好。
39.为了使本技术领域的人员更好地理解本实用新型方案,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。
40.具体下述实施例均以常温充电工况电芯温升速率表征传热效果;
41.实施例1,
42.在荷电状态soc为0%,松紧比为86%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.6,即在荷电状态soc为0%,松紧比为86%,充电温升速度相对较慢,即传热效果较好。
43.实施例2,
44.在荷电状态soc为0%,松紧比为89%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.57,即在荷电状态soc为0%,松紧比为89%,充电温升速度相对较慢,即传热效果较好。
45.实施例3,
46.在荷电状态soc为70%,松紧比为96%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.48,即在荷电状态soc为70%,松紧比为96%,充电温升速度相对较慢,即传热效果较好。
47.实施例4,
48.在荷电状态soc为70%,松紧比为98%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.44,即在荷电状态soc为70%,松紧比为98%,充电温升速度相对较慢,即传热效果较好。
49.实施例5,
50.在荷电状态soc为70%,松紧比为99%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电
池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.4,即在荷电状态soc为70%,松紧比为99%,充电温升速度相对较慢,即传热效果较好。
51.实施例6,
52.在荷电状态soc为70%,松紧比为99%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为90%,常温充电工况电芯温升速率(℃/min)为0.36,即在荷电状态soc为70%,松紧比为99%,充电温升速度相对较慢,即传热效果较好。
53.实施例7,
54.在荷电状态soc为70%,松紧比为99%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为99%,常温充电工况电芯温升速率(℃/min)为0.3,即在荷电状态soc为70%,松紧比为99%,充电温升速度相对较慢,即传热效果较好。
55.对比例1,
56.在荷电状态soc为0%,松紧比为80%的电池结构基础上,测定电池大面与换热板的重叠面积,并测定电池大面的面积,在此状态下,计算电池大面与换热板的重叠面积/电池大面的面积为85%,常温充电工况电芯温升速率(℃/min)为0.65,即在荷电状态soc为0%,松紧比为80%,充电温升速度相对较快,即传热效果较差。
57.将上述实施例1-5以及对比例1-2制作成以下表一:
58.[0059][0060]
表一
[0061]
由上述表一可知,在soc值为0%,或者是70%,还是100%的情况下,选定松紧比为86%、89%、96%、98%、99%,电池大面与换热板的重叠面积/电池大面的面积的比值均为85%时,松紧比越大,对应电池的常温充电工况电芯温升速率逐渐降低,说明电池传热效果越来越好,即随着松紧比的增加,电池大面与换热板贴合度越来越高,电池与换热板的贴合面积越大。
[0062]
且参见实施例5、实施例6以及实施例7,soc值以及松紧比99%相同的情况下,此时电池大面与换热板的贴合度一样,但是对应电池的常温充电工况电芯温升速率逐渐降低,说明电池传热效果越来越好,也即电池大面与换热板的重叠面积/电池大面的面积的比值越高,贴合面积越大,散热效果越好。而在松紧比在80%时,电池大面与换热板的重叠面积/电池大面面积的比值仅为80%,常温充电工况电芯温升速率为0.65,说明传热效果较差。
[0063]
当然,在松紧比在100%时,电池大面与换热板的重叠面积/换热板面积比虽为99%,但是,由于在电池使用进行充电时,电芯会受热发生膨胀,若是电芯完全填满电芯腔,电芯膨胀会施压于电池壳体的大面上,使电池壳体的大面朝向换热板施压,如此,会对换热板进行挤压,造成换热板的损坏或者无法使用,出现冷却失效的情况。
[0064]
另外,在实施上述各个实施例的方案时,涉及到的荷电状态(以下简称为soc)的测试方法、电芯厚度d1/电芯腔的厚度d2(以下简称为松紧比)的测试方法、以及常温充电工况电芯温升速率的测试方法请参见以下说明。
[0065]
soc的测试方法是可以选用为现有的国家标准测试方法(gbt31484-2015电动汽车用动力蓄电池循环寿命要求及试验方法)。
[0066]
测试例1,
[0067]
松紧比的测试方法是:
[0068]
步骤一,使用平板测厚仪在300kg的压力下测试电芯的厚度,记为d1;
[0069]
步骤二,使用游标卡尺对电芯厚度尺寸进行测试,记为d2;
[0070]
步骤三,松紧比=d1/d2。
[0071]
在松紧比的测试方法中,电芯的厚度以及电池腔的厚度(电池壳体外轮廓的后端减去相对两个电池壳体的壁厚)均可以是进行多点测试后取平均值,将上述实施例1-7以及对比例1中松紧比的测试结果记录于下述表二:
[0072][0073][0074]
表二
[0075]
由于实际电池中,电池的电芯以及电池壳体会存在厚度各段厚度不一致的情况,因而可以多选取几个位置进行厚度测试,再取平均厚度用作电芯以及电池壳体的电芯腔的厚度。本测试例中,上述电芯位置1为电芯的其中一个端部位置,电芯位置3为电芯的另一个端部位置,而电芯位置2为电芯两个端部位置之间的中间位置。
[0076]
另外,电芯腔的厚度测试是电池壳体外轮廓的厚度减去相对两个电池壳体的壁厚来进行测试的,因而电芯腔位置1可以是电池壳体的其中一个端部位置,电芯腔位置3为电池壳体的另一端端部位置,电芯腔位置2可以是电池壳体两个端部位置之间的中间位置。
[0077]
测试例2,
[0078]
步骤一,常温下调整电池包至soc为5%;
[0079]
步骤二,25℃达到电池的热平衡,通过温度检测器测定电池的温度均在25℃
±
2℃;
[0080]
步骤三,按照快充map窗口对电池进行充电,充电至80%;
[0081]
步骤四,在电池温度tmax≥32℃通入冷却液体,在电池温度tmax≤29℃停止通入;
[0082]
步骤五,通过温度检测器实时监控电池温度变化得出温升速率。
[0083]
注:冷却液的导入温度为22℃,冷却液的导入速度为14l/min。
[0084]
对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护
范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1