变压器硅钢片自动叠片装置的制作方法
1.本实用新型涉及变压器自动制造技术领域,特别是一种变压器硅钢片自动叠片装置。
背景技术:
2.硅钢片是变压器内铁芯的重要组成部分,通过将多个横向和纵向的硅钢片进行依次叠加后形成三根相线直立的“铁芯”,而横向和纵向的硅钢片通过依次叠加形成嵌合,并通过在三根直立的“铁芯”外涂上绝缘漆使其紧密结合,三相的一次和二次绕组在“铁芯”外形成螺旋回路。
3.在变压器的生产领域,硅钢片的叠片通常采用人工叠片或者机械自动叠片两种方式,人工的叠片位置精度高,但是效率低;机械自动叠片,通常采用吸盘将硅钢片吸住,然后利用桁架将硅钢片按照不同方向进行叠放,不同方向的硅钢片需要不同方向的吸盘,由于吸盘的吸取精度及叠放精度不高,此种机械方式只能在自动叠放完成后再利用人工将叠放好的硅钢片用挡板再整理,使其边缘对齐,但这种方式只适合于上下硅钢片宽度一致的情况,而大型变压器由于为了使线圈能够更贴合硅钢片叠装的铁芯,充分利用铁芯磁场,通常采用上下窄而中间宽的硅钢片叠装方式,使硅钢片上下的边缘形成贴合线圈的弧形,因此机械自动叠放的应用具有很大的局限性。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种变压器硅钢片自动叠片装置,能够进行变压器铁芯硅钢片的高精度自动叠装。
5.为解决上述技术问题,本实用新型所采用的技术方案是:
6.变压器硅钢片自动叠片装置,包括底座支架,底座支架上设有叠放工作台,叠放工装放置在叠放工作台上指定位置,叠放工作台的两侧分别设有纵向硅钢片工装送料装置和横向硅钢片工装送料装置,叠放工作台上端设有水平放置的平移桁架,平移桁架上设有可以左右滑动的平移小车,平移小车上设有抓取叠放升降器,抓取叠放升降器与下方的抓取叠放支架连接,抓取叠放支架左右两侧分别设有纵向抓取叠放板和横向抓取叠放板,纵向硅钢片放置工装和横向硅钢片放置工装分别放置在纵向硅钢片工装送料装置和横向硅钢片工装送料装置上。
7.上述的叠放工装上设有导向柱,导向柱与所需要叠放的横向硅钢片和纵向硅钢片上的定位孔对应,纵向硅钢片放置工装和横向硅钢片放置工装左右对称于叠放工装的中心,纵向抓取叠放板和横向抓取叠放板中心之间的水平距离等于纵向硅钢片放置工装和横向硅钢片放置工装中心水平距离的一半。
8.上述的纵向抓取叠放板和横向抓取叠放板上设有与导向柱位置和柱径对应的抓取定位孔。
9.上述的纵向硅钢片放置工装包括纵向工装底板,纵向工装底板上设有三个竖直放
置的纵向硅钢片放置槽,纵向硅钢片放置槽的槽形状匹配其位置所放置的纵向硅钢片的形状,纵向硅钢片放置槽内设有纵向硅钢片放置定位柱,纵向硅钢片放置定位柱位置与纵向抓取叠放板上的抓取定位孔对应。
10.上述的横向硅钢片放置工装包括横向工装底板,横向工装底板上设有两个横向放置的横向硅钢片放置槽,横向硅钢片放置槽的槽形状匹配其位置所放置的横向硅钢片的形状,横向硅钢片放置槽内设有横向硅钢片放置定位柱,横向硅钢片放置定位柱位置与横向抓取叠放板上的抓取定位孔对应。
11.上述的平移桁架和平移小车连接结构为:平移桁架包括两根水平放置且平行的平移横梁,平移横梁上设有平移直线导轨,平移直线导轨上的滑块与平移小车底部连接,平移小车上设有平移电机,平移电机带动平移驱动齿轮转动,平移驱动齿轮与齿条啮合,齿条与一侧的平移横梁固定连接。
12.本实用新型提供的一种变压器硅钢片叠片工装,通过定位装置与硅钢片上的定位孔进行定位配合,实现对硅钢片位置的精准定位,通过平移小车的左右移动和抓取叠放升降器带动抓取叠放支架上下升降,实现抓取叠放支架一侧在抓取硅钢片的同时,另一侧进行硅钢片的叠放工作,实现硅钢片的自动叠放工作,通过抓取定位孔,保证了抓取时硅钢片与叠放版之间的相对位置关系,只要叠放板保证其自身的形状精度,则即可保证硅钢片抓取和叠放时的位置精度。
附图说明
13.下面结合附图和实施例对本实用新型作进一步说明:
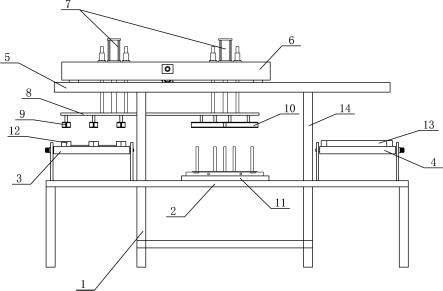
14.图1为本实用新型的结构示意图;
15.图2为平移桁架和平移小车的剖切示意图;
16.图3为图2中局部放大结构示意图;
17.图4为叠放工装的结构示意图;
18.图5为纵向硅钢片放置工装的结构示意图;
19.图6为横向硅钢片放置工装的结构示意图。
20.图中:底座支架1、叠放工作台2、纵向硅钢片工装送料装置3、横向硅钢片工装送料装置4、平移桁架5、平移横梁51、齿条52、平移直线导轨53、平移小车6、平移电机61、平移驱动齿轮62、抓取叠放升降器7、抓取叠放支架8、纵向抓取叠放板9、横向抓取叠放板10、叠放工装11、纵向硅钢片放置工装12、纵向硅钢片放置槽121、纵向硅钢片放置定位柱122、纵向工装底板123、横向硅钢片放置工装13、横向硅钢片放置槽131、横向硅钢片放置定位柱132、横向工装底板133、支撑支柱14、导向柱15。
具体实施方式
21.如图1-图6中所示,变压器硅钢片自动叠片装置,包括底座支架1,底座支架1上设有叠放工作台2,叠放工装11放置在叠放工作台2上指定位置,叠放工作台2的两侧分别设有纵向硅钢片工装送料装置3和横向硅钢片工装送料装置4,叠放工作台2上端设有水平放置的平移桁架5,平移桁架5上设有可以左右滑动的平移小车6,平移小车6上设有抓取叠放升降器7,抓取叠放升降器7与下方的抓取叠放支架8连接,抓取叠放支架8左右两侧分别设有
纵向抓取叠放板9和横向抓取叠放板10,纵向硅钢片放置工装12和横向硅钢片放置工装13分别放置在纵向硅钢片工装送料装置3和横向硅钢片工装送料装置4上。
22.通过平移小车6的左右移动和抓取叠放升降器7带动抓取叠放支架8上下升降,实现抓取叠放支架8一侧在抓取硅钢片的同时,另一侧进行硅钢片的叠放工作,实现硅钢片的自动叠放工作。
23.上述的叠放工装11上设有导向柱15,导向柱15与所需要叠放的横向硅钢片和纵向硅钢片上的定位孔对应,纵向硅钢片放置工装12和横向硅钢片放置工装13左右对称于叠放工装11的中心,纵向抓取叠放板9和横向抓取叠放板10中心之间的水平距离等于纵向硅钢片放置工装12和横向硅钢片放置工装13中心水平距离的一半。
24.纵向硅钢片放置工装12和横向硅钢片放置工装13的左右对称以及纵向抓取叠放板9和横向抓取叠放板10的距离保证了一侧处于工装上方时,另一侧正对于叠放工装11,使得移出叠放工作台2的一端抓取硅钢片的同时,另一端进行硅钢片叠放工作,通过导向柱15和硅钢片上的定位孔解决了常规吸盘叠放精度不高的问题。
25.上述的纵向抓取叠放板9和横向抓取叠放板10上设有与导向柱15位置和柱径对应的抓取定位孔。
26.通过抓取定位孔,保证了抓取时硅钢片与叠放版之间的相对位置关系,只要叠放板保证其自身的形状精度,则即可保证硅钢片抓取和叠放时的位置精度,纵向抓取叠放板9和横向抓取叠放板10采用磁吸或者真空吸盘对硅钢片进行抓取,当采用磁吸方式式,纵向硅钢片放置工装12和横向硅钢片放置工装13采用非磁性材料。
27.上述的纵向硅钢片放置工装12包括纵向工装底板123,纵向工装底板123上设有三个竖直放置的纵向硅钢片放置槽121,纵向硅钢片放置槽121的槽形状匹配其位置所放置的纵向硅钢片的形状,纵向硅钢片放置槽121内设有纵向硅钢片放置定位柱122,纵向硅钢片放置定位柱122位置与纵向抓取叠放板9上的抓取定位孔对应。
28.上述的横向硅钢片放置工装13包括横向工装底板133,横向工装底板133上设有两个横向放置的横向硅钢片放置槽131,横向硅钢片放置槽131的槽形状匹配其位置所放置的横向硅钢片的形状,横向硅钢片放置槽131内设有横向硅钢片放置定位柱132,横向硅钢片放置定位柱132位置与横向抓取叠放板10上的抓取定位孔对应。
29.上述的平移桁架5和平移小车6连接结构为:平移桁架5包括两根水平放置且平行的平移横梁51,平移横梁51上设有平移直线导轨53,平移直线导轨53上的滑块与平移小车6底部连接,平移小车6上设有平移电机61,平移电机61带动平移驱动齿轮62转动,平移驱动齿轮62与齿条52啮合,齿条52与一侧的平移横梁51固定连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1