一种小变压器的切线头装置的制作方法
1.本实用新型涉剪切装置的技术领域,具体指一种用于将小型变压器的绕组引线按要求长度切断的剪切机。
背景技术:
2.在生产小型变压器(下称为小变压器)时,小变压器的绕组在绕制完成后常常会预留一段长度,以用作接线引线,并且预留的引线长度往往不等,在后续装配前,还需要将这段预留的引线进行统一剪切到一定的长度,以方便后续加工。
3.此类小变压器的绕组所用的漆包线通常较细,传统的生产中往往由操作工用剪刀剪断,然后流入后续工序。采用这样的操作方式,虽可以完成剪切作业,但操作工在进行大量重复手工剪切后,往往会被剪刀把手磨破手部,对操作工造成伤害,并且这样的作业方式,生产效率低,生产成本。
4.为此,人们设计出小变压器的切线机来,如中国专利授权公告号为cn213070912u的文献所公开的结构,该切线机包括切线刀、切线台和限位装置,切线台用于放置待切的接线,切线台与切线刀能贴合的一侧为切削侧,切线刀可纵向运动以与切线台配合剪切所述接线,限位装置限制切线刀在剪切时的横向位置,以避免切线刀在剪切时发生远离切线台的横向位移。因此,采用这样的切线机,可以克服传统手工剪线的缺陷,使得生产效率得到明显的提高。
5.但由于不同规格的小变压器,其绕组的引线线径也各不相同,当遇到切不同线径的引线时,需要调整切线刀与切线台之间的间隙,否则会影响切断后的引线端面的质量。而上述切线机无法调整切线刀与切线台之间的间隙,因而能切的引线线径受到一定的限制;并且其切线台也无法调整,切线长度也不能调整;再者,切线过程中不能去除引线端部的绝缘漆,还需要增加一个工位来专门去除引线端部的绝缘漆。
6.因此,还可以对现有切线头装置作进一步的改进。
技术实现要素:
7.本实用新型所要解决的技术问题是针对现有技术的现状,提供一种能适用于多种规格线径剪切的小变压器的切线头装置。
8.本实用新型解决上述技术问题所采用的技术方案为:一种小变压器的切线头装置,包括有机架、用于放置待切的小变压器引线的切线台和位于切线台上方的切线刀,所述切线台与切线刀相贴合的一侧为切削侧,所述切线刀与安装在机架上的驱动件相连而能上下运动以与切线台的切削侧相配合剪切所述引线,其特征在于:所述驱动件的上端与机架相球铰连接,所述切线刀固定在一刀梁上,该刀梁的两端分别通过相互配合的滑块和滑轨而能上下移动地支撑在两侧的直立的转盘上,各所述转盘转动地约束在机架的侧壁的轴孔中,并在各转盘外侧上安装有驱动对应转盘在所述轴孔中转动的摆动机构。
9.在上述方案中,进一步改进的是:所述的摆动机构包括有螺套和与螺套相转动连
接的螺杆,所述螺套的侧面设有与螺套的螺孔相垂直的销轴,该销轴转动地安装在对应的转盘上的销轴孔中,所述螺杆的一端设计成球头,所述机架上固定有安装座,在该安装座上设有与所述球头相配合转动的球窝。此方案结构简单,成本低,且调节方便。
10.为防止切线刀和切线台间之间的间隙过渡调整,优选的是:各所述转盘的周边上设有一限位块,相对应的,在所述的轴孔的内壁上开有供限位块伸入后转动的限位槽。
11.在上述各方案中,再进一步改进的是:所述切线刀被压刀块固定在所述刀梁上,在该压刀块上固定有位于待切引线上方的海绵块,所述压刀块上开多个通孔,各通孔的一端与海绵块相对应,另一端通过管路与装有去漆剂的容器相连通。
12.为回收多余的去漆剂,进一步优化的是:所述切线台上开有能收集去漆剂的长槽,并在所述切线台上固定有与长槽的一端相衔接的回收瓶。
13.在上述各方案中,为适合不同尺寸的小变压器和不同引线长度要求,进一步改进的是:所述切线台的前侧还固定有用于放置小变压器的平台,该平台通过调节件能相对于切线台上下或/和前后移动。
14.更进一步改进的是:所述平台由顶面和直立面组成的倒l形结构,在该平台的直立面的两侧开有上下方向延伸的长孔,所述的调节件为螺栓、调节螺母和固定螺母,该螺栓依次穿过切线台上的安装孔、调节螺母和该长孔后与所述固定螺母相紧固。此调节件可以轻松地实现平台位置的调节。
15.与现有技术相比,由于本实用新型驱动切线刀上下移动的驱动件与机架相球铰连接,并增设了驱动转盘转动的摆动机构,因而在摆动机构的作用下可以带动转盘及切线刀摆动,实现切线刀和切线台之间的间隙调节,从而可以适配不同规格的引线剪切。同时增设的与装有去漆剂的容器相连通的海绵块,在切线的同时实现引线线头的去漆,去漆剂还可通过切线台上的长槽回收。并且由于增设了放置小变压器的平台,通过平台的上下、前后的调节,可轻松地满足不同小变压器、不同引线长度的要求。显然,本实用新型同样具有减轻劳动强度、提高切线效率的特点,同时还具有通用性好的优点,因而值得在现有小变压器生产领域推广应用。
附图说明
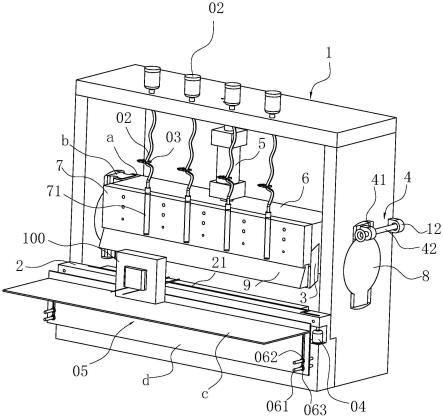
16.图1为本实用新型实施例的立体结构示意图;
17.图2为图1中的局部分解示意图;
18.图3为图1的另一角度示意图;
19.图4为图1的右视示意图(局部);
20.图5为图4中调节后的示意图。
具体实施方式
21.以下结合附图实施例对本实用新型进一步详细描述。
22.在以下实施例的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“轴向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,由于本实用新型所公开的实施例可以按照不同的
方向设置,所以这些表示方向的术语只是作为说明而不应视作为限制,比如“上”、“下”并不一定被限定为与重力方向相反或一致的方向。
23.如图1至图5所示为小变压器的切线头装置,它包括有机架1、切线台2、切线刀3和摆动机构4,其中,机架1设计成门字形,切线台2固定在机架1的两侧壁上,用于放置待切的小变压器100的引线,切线台2与切线刀3相贴合的一侧为切削侧。切线刀3位于切线台2的上方,切线刀3与安装在机架1上的驱动件5相连而能上下运动,以与切线台2的切削侧相配合剪切小变压器100的引线。本实施例中,为了能调节切线台2与切线刀3的间隙,驱动件5的上端与机架1相球铰连接,具体的,驱动件5为气缸,气缸的缸体的上端与机架1的顶部相球铰连接,即气缸的缸体顶部设有球体51,请参图3,并通过压盖52被约束在机架顶部的球窝中转动,气缸的活塞杆向下延伸后与一刀梁6相固定,切线刀3通过压刀块7固定在该刀梁6上,刀梁6的两端再分别通过相互配合的滑块a和滑轨b而能上下移动地支撑在两侧的直立的转盘8上,图中,两个滑块a分别固定在刀梁61的两端,滑轨b直立地固定在转盘8的内侧面上,各转盘8再转动地约束在机架1的侧壁的轴孔11中。上述摆动机构4有两个,分别安装在各转盘8的外侧上,以驱动对应转盘8在轴孔11中转动。本实施例中,该摆动机构4包括有螺套41和与螺套41相转动连接的螺杆42,螺套41的侧面设有与螺套的螺孔411相垂直的销轴412,该销轴412转动地安装在对应的转盘8上的销轴孔81中,螺杆42的一端设计成球头421,机架1上固定有安装座12,在该安装座12上设有与球头相配合转动的球窝121。转动螺杆42,螺套41沿螺杆42的长度方向相对运动,同时螺杆42、螺套41又以球窝121为圆心转动,进而带动各自的转盘8同步在各自的轴孔11中作微小角度的转动,从而达到调节切线刀3的角度,最终实现调节切线刀3与切线台2之间的间隙,以适应切断不同规格的引线。
24.为防止切线刀3和切线台2之间的间隙进行过度调整,各转盘8的周边上至少设有一限位块82,图中,该限位块82有两个,分别位于转盘8的上、下周面上,相对应的,在轴孔11的内壁上开有供各限位块82伸入后转动的限位槽111,当各限位块62碰到各自限位槽111的两个侧面时,分别代表切线台2和切线刀3之间的间隙处于最小值和最大值,请参见图4和图5。
25.为了在切线的同时去掉引线上的绝缘漆,在上述压刀块7上固定有位于待切引线上方的海绵块9,压刀块7上开多个通孔71,各通孔的一端与海绵块9相对应,另一端通过管路01与装有去漆剂的容器02相连通,去漆剂的容器02可以固定在机架1的顶面上,去漆剂通过管路01、通孔71将海绵块9浸润,同时为了控制去漆剂的流量,还在管路上安装有止剂夹03,通过止剂夹03的压紧程度调节去漆剂的流量,使得当海绵块9与去漆剂浸润时,去漆剂的表面张力可以保证去漆剂不再流下,当海绵块被挤出部分去漆剂时,去漆剂又可得到补充。
26.现实生产中。去漆剂价格昂贵且会污染环境,需要回收利用,故本实用新型的切线台2上开有能收集去漆剂的长槽21,并在切线台2上固定有与长槽21一端相衔接的回收瓶04,切线时,海绵块9挤出的多余去漆剂可以通过上述长槽21回流到回收瓶04中。
27.为了适合不同尺寸的小变压器和不同引线长度要求,切线台的前侧还固定有用于放置小变压器的平台05,该平台通过调节件06能相对于切线台2上下或/和前后移动。优选的,该平台05由顶面c和直立面d组成的倒l形结构,在该平台05的直立面d的两侧开有上下方向延伸的长孔051,调节件06为螺栓061、调节螺母062和固定螺母063,该螺栓依次穿过切
线台上的安装孔、调节螺母062和该长孔051后与固定螺母063相紧固,通过调节螺母的进出可以调节平台与切线台之间的距离,进而可以获得所需长度的引线,通过螺栓在长孔中的上下移动,可以满足不同高度的小变压器的搁置需求,如此,不用手持小变压器,使得放置后的小变压器,其待切引线可以平放在切线台2上。
28.当需要切线时,首先松开调节件的固定螺母063,根据小变压器的外形和引线长度要求,可以上升或下降平台,和转动调节螺母062,直至满足要求,然后用固定螺母063固定位置,接着把小变压器放置于平台05上,平台05前端的直立面d作为小变压器的靠山,抵住小变压器,平台前端的直立面d与切线刀3的正面之间的距离就决定了小变压器引线的长度。
29.接着,根据引线粗细转动摆动机构4的螺杆42,螺套41沿螺杆42的长度相对移动,推动转盘8沿侧壁的轴孔11的圆心相对转动,转盘8的转动进而可以带动装在转盘上的滑轨b转动,滑轨b转动引起与滑轨b配合的滑块a转动,两滑块转动带动刀梁6转动,刀梁6的转动引起固定在刀梁6上的切线刀3转动,从而调节切线刀3与切线台2之间的间隙。另外侧壁的轴孔11边沿上可以刻有沿周向均布的刻度,此刻度对应切线台2与切线刀3之间的间隙,转盘8上可以设计有与刻度相对应的箭头,箭头指向代表间隙大小的刻度,从而可以让操作者直观地获知上述间隙的大小,当间隙满足引线粗细要求时即可进行切线操作。
30.当同步转动各摆动机构的螺杆42,最终转动切线刀3时,由于驱动切线刀3动作的驱动件5的上端与机架1相球铰连接,驱动件5可以自由地随着切线刀3的转动而转动,无需额外的调节。
31.切线时,驱动件5驱动切线刀下行,切断引线至要求长度,驱动件5继续驱动切线刀下移,固定在压刀块7上的海绵块9开始接触引线并随着下行挤出部分去漆剂,随着驱动件5下行到最低位置,驱动件5开始反向上升,海绵块9恢复原形,并通过压刀块上的通孔71、管路01,在止水夹03的控制下补充去漆剂。
32.由于引线接触到了去漆剂,包裹在引线外面的绝缘漆自动溶解脱落,后续可以直接焊接或接线,省去“去漆”工位;同时,留在切线台2上多余的去漆剂则通过切线台上的长槽21,流入与长槽一端相衔接的回收瓶04。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1