一种电池装置的制作方法
1.本实用新型涉及电池技术领域,尤其涉及一种电池装置。
背景技术:
2.目前,随着新能源汽车行业的蓬勃发展,动力电池的技术水平也相应地在迅速提升,由于动力电池运用于新能源汽车行业,对于乘客的安全至关重要,因此如何提高动力电池的安全性能成为了当前的主要研发趋势之一。
3.在现有技术中,将换热板设在相邻两个电池之间,使得换热板两侧分别贴合两电池的表面积最大的面,以保证换热板对电池的有效冷却。但是目前换热板与电池之间的连接强度不足,无法保证电池与换热板在使用过程中稳固装配。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的在于提供一种电池装置,其使换热板伸出电池端面,并朝向电池端面弯折形成翻边,翻边贴合电池端面,增强换热板与电池的连接强度。
5.本实用新型的目的采用以下技术方案实现:
6.一种电池装置,包括:
7.电池组,电池组包括沿第一方向上依次排布的多个电池,电池具有装配极柱的端面以及背离极柱的端面,电池表面积最大的面为电池大面;
8.换热板,换热板设于第一方向上相邻的两个电池大面之间,换热板与电池大面贴合;换热板至少一端设有翻边,翻边贴合于端面。
9.相比现有技术,本实用新型的有益效果在于:
10.本技术的电池装置,在沿第一方向依次排布的相邻两个电池之间设置有换热板,换热板至少一端从电池端面伸出,并弯折形成翻边,翻边与电池端面贴合,能够增大换热板与电池的接触面积,从而增加了换热板和电池的连接强度,并且增强了换热板的结构强度。
附图说明
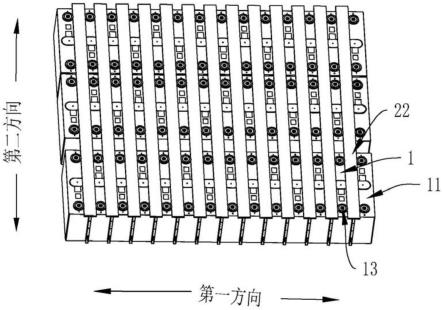
11.图1为本公开实施例提供的电池的结构示意图;
12.图2为本公开实施例提供的电池模组换热板从第二端面伸出的局部示意图;
13.图3为本公开实施例提供的电池模组换热板从第二端面伸出并设有两个翻边的局部示意图;
14.图4为本公开实施例提供的电池模组换热板从第一端面伸出的局部示意图;
15.图5为本公开实施例提供的电池模组换热板从第一端面伸出并设有两个翻边的局部示意图;
16.图6为本公开实施例提供的电池模组换热板从第一端面以及第二端面伸出的局部示意图。
17.图中:1、电池;11、第一端面;12、第二端面;13、极柱;2、换热板;21、流道区域;22、翻边;23、第一翻边;24、第二翻边。
具体实施方式
18.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
19.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本实用新型。
21.下面结合附图对本实用新型作进一步详细说明。
22.本实用新型提供的一种电池装置可以为电池模组或者电池包。需要说明的是,电池模组包括多个电池、端板以及侧板,端板和侧板用于固定多个电池。
23.实施例1,
24.如图1至图6所示,当电池装置为电池模组的时候,该电池模组包括电池组,电池组包括了沿第一方向上依次排布的多个电池1,每个电池1都具有两个相对的端面,其中一个端面设有电池极柱,另一个端面则背离极柱。
25.该电池模组还包括了换热板2,该换热板2设置在第一方向上相邻的两个电池1之间,并且与相邻两个电池的电池大面贴合,电池大面为电池表面积最大的那一面。换热板2至少有一端从电池的端面伸出,并朝向端面弯折形成翻边22,并且该翻边22与端面贴合。
26.需要说明的是,上述的翻边22与端面之间可以部分进行贴合,也可以完全贴合;或者是翻边22直接与端面进行贴合,也可以在翻边22与所伸出的电池1的端面之间进行填充物质,以使翻边22与电池1端面之间不留间隙,实现贴合。
27.在本实施例中,以单体电池为方壳电池为例,方壳电池具有上下、左右以及前后六个面,在该六个面中,表面积最大的面即为电池大面,在装配时,将隔板3与电池大面贴合。
28.在上述结构的基础上,换热板2至少从电池1的一个端面伸出,并设有至少一个翻边22,则当换热板2与电池1进行装配时,换热板2的部分与相邻电池1的电池大面进行连接,而设置的翻边22则与所伸出的那一侧的电池1的端面进行贴合连接。
29.在本实施例中,均以换热板31为冷却传热为例进行说明,在其他情况下,上述换热板31也可以是通过对电池进行加热,比如在环境温度较低的情况下,电池的使用状态不好,耗电量快,在此种情况下需要对电池加热进行使用。
30.传统的电池在装配时,由于在电池模组装配时,一般是以电池背离极柱的底面与电池箱体内的换热板进行连接,换热板31可以电池2的底面进行散热,但是电池2的底面是电池2的几个面中相对较小的面,传热面积不够大,故本实施例中,以电池2的电池大面与换热板31贴合,如此,电池2冷却散热以电池大面为传热面,电池2的传热效果更好。
31.因此在上述结构的基础上,在电池箱体1内的宽度方向上排布多个电池组,从而使电池组排满电池箱体1,充分利用电池箱体1内的空间,并且换热板31在第二方向上延伸,与
多个电池2的电池大面贴合,即一个换热板31与多个电池2贴合,并且是与电池2表面积最大的那一侧面进行贴合,即电池组表面积最大的那一侧面面向第二方向,如此设置能够使电池2以较大面积接触换热板31,充分使电池2的热量与换热板31进行交换,从而充分发挥换热板31的散热性能,使得散热效果更加均匀。
32.并且由于增加了翻边22与电池1的端面进行连接,相当于增加换热板2与电池1之间的连接面积,由此增强换热板2与电池1的连接强度,使得换热板2与电池1之间的连接更加稳固,避免了电池1在工作过程中,由于发热膨胀或冷却收缩的运动,致使电池1与换热板2之间的连接失效。另外翻边22的设计也能够增强换热板2本身的结构强度,降低换热板2由于电池1的膨胀收缩运动而造成损坏的情况的可能性。
33.进一步地,具体地,将用于装配极柱13的那一端面定义为第一端面11,将背离极柱13的那一端面定义为第二端面12。
34.该换热板2在电池1的第一端面11或第二端面12至少伸出一侧,伸出后朝向所伸出的电池1的端面弯折并形成至少一个翻边22,即换热板2伸出于第一端面11并朝向第一端面11弯折从而形成翻边22;或者,换热板2伸出于第二端面12并朝向第二端面12弯折从而形成翻边22;又或者换热板2的一端伸出于第一端面11并朝向第一端面11弯折从而形成翻边22,而换热板2的另一端伸出于第二端面12并朝向第二端面12弯折从而形成翻边22。
35.在上述结构的基础上,换热板2至少从电池1的一个端面伸出,并设有至少一个翻边22,则当换热板2与电池1进行装配时,换热板2的部分与相邻电池1的电池大面进行连接,而设置的翻边22则与所伸出的那一侧的电池1的端面进行贴合连接。
36.并且由于增加了翻边22与电池1的端面进行连接,相当于增加换热板2与电池1之间的连接面积,由此增强换热板2与电池1的连接强度,使得换热板2与电池1之间的连接更加稳固,避免了电池1在工作过程中,由于发热膨胀或冷却收缩的运动,致使电池1与换热板2之间的连接失效。另外翻边22的设计也能够增强换热板2本身的结构强度,降低换热板2由于电池1的膨胀收缩运动而造成损坏的情况的可能性。
37.进一步地,换热板2包括流道区域21以及非流道区域,流道区域设置在相邻两个电池大面之间,非流道区域设置在翻边22内。
38.在上述结构的基础上,通过换热板2在相邻两个电池大面之间设置流道区域21,使流体能够流进流道区域21,并在电池大面之间进行流动,流道区域21直接与电池大面接触,能够通过流体吸收电池大面的热量,从而帮助电池1降温,而翻边22则设于非流道区域,并且翻边22与所伸出一侧的电池1的端面贴合。
39.由于换热板2设置流道区域21以供流体流通,可以使具有良好传热性能的流体流进流道区域21,以增加换热板2的散热性能,充分使电池1的热量与换热板2进行交换,使得散热效果更加均匀,提高了电池1的使用寿命;另外将非流道区域设置在翻边22,则当电池模组装配到电池箱体的时候,也不容易使翻边22被挤压变形,从而影响了换热板2的散热效率,并且能够增强翻边22的支撑强度,使翻边22能够起到有效支撑起电池1的作用。
40.进一步地,流道区域21与电池大面以胶粘的方式连接,翻边22与电池1端面以胶粘的方式连接。
41.具体的是,在本实施例中,上述换热板2与电池大面可以选用粘接的方式进行贴合,并且翻边22也与电池1的端面也以胶粘的方式进行连接,提高换热板2与电池1的连接强
度,同时采用粘接的方式贴合,贴合平整度更好,有利于提高传热面积。
42.进一步地,上述的胶粘方式可以采用导热胶、结构胶或者泡棉胶进行贴合,该导热胶可以是选用为现有技术中的导热硅橡胶,导热矽胶等材质,在换热板2与电池大面粘合、翻边22与电池1端部、电池1与电池箱体粘合后,粘胶层可以配合换热板2进行导热,电池包在使用时,电池1产生的热量更容易散出。
43.需要说明的是,流道区域21、翻边22与电池1的贴合方式也可以采用其他方式进行连接,如通过螺钉等连接件进行贴合装配,总之能够实现贴合,进行换热即可。
44.进一步地,在翻边22与所伸出一侧的电池1端面之间设有缓冲层。
45.在上述结构的基础上,翻边22与所伸出一侧的电池1的端面之间填充进缓冲垫,以消除翻边22与电池1端面之间的间隙,从而在装配时,电池1端面与电池箱体之间以胶粘的方式连接时,能够有效防止胶层会通过翻边22与电池1端面之间的间隙溢至电池大面与流道区域之间,从而影响电池的膨胀空间,并进而影响电池的循环功能。
46.另外在翻边22与所伸出一侧的电池1的端面之间填充缓冲垫,能够降低翻边22所承担的压力,相对应地,即是增强了翻边22的支撑效果,能够使翻边22更加有效地起支撑作用,并使翻边22与电池箱体之间能够更加有效地贴合在一起。
47.实施例2,
48.在实施例1的基础上,
49.进一步地,如图2所示,该换热板2伸出于第一端面11并朝向第一端面11弯折形成翻边22,翻边22贴合于第一端面11。
50.在上述结构的基础上,换热板2从装配极柱13的第一端面11伸出并设有翻边22,翻边22贴合于第一端面11,但是与电池1的极柱13以及防爆阀错开,使电池1极柱13能够顺利进行电性连接,防爆阀也能够顺利与外界接通,快速泄压实现防爆。
51.当装配至电池箱体上时,该翻边22位于电池1的第一端面11,可以起到搭接电池1的作用,从而能够支撑电池1,起到承重的作用。当电池1倒置入箱时,即电池1装配极柱13的第一端面11首先入箱,与电池箱体的底板相对,该翻边22也能够起到定位的作用,给电池1一个参照位置,使电池1能够在入箱后紧贴换热板2,从而能够有效发挥出换热板2的散热性能。
52.进一步地,如图3所示,在换热板2伸出于第一端面11的一端设有两个翻边22,这两个翻边22分别贴合于在第一方向上相邻两个第一端面11。
53.在上述结构的基础上,即在换热板2伸出第一端面11的一端,设有两个翻边22,从而使换热板2形成一个倒t型结构,并且使两个翻边22都与在第一方向上的相邻两个第一端面11贴合,即翻边22分别与两个电池1的端面进行贴合。
54.设置两个翻边22能够增加换热板2对电池1的支撑能力,使电池1能够更加稳固地搭接在翻边22上,并且增强了换热板2与电池1之间的连接强度,使换热板2与电池1能够更加贴合,并且充分发挥换热板2的散热性能。
55.实施例3,
56.在实施例1的基础上,
57.进一步地,如图4所示,使换热板2伸出于第二端面12,并朝向第二端面12弯折形成翻边22,该翻边22与电池1的第二端面12贴合。
58.在上述结构的基础上,换热板2的流道区域21与电池大面进行胶粘连接,而换热板2伸出第二端面12并设有翻边22,翻边22与电池1的第二端面12进行胶粘连接,当电池模组装配到电池箱体上时,电池模组的第一端面11首先入箱,与电池箱体的底板相对,然后通过电池模组各电池1的第二端面12与电池箱体的安装面进行胶粘,从而使整个电池模组安装到电池箱体内。
59.由于该电池模组通过第二端面12与安装面进行胶粘,在胶粘过程中,电池1的第二端面12与安装面粘接的胶层可能会溢至电池大面与换热板2的流道区域21之间的空隙中,使空隙减少。
60.电池1在工作过程中会由于发热而发生膨胀,如果电池大面与换热板2之间的空隙减少,会对电池1造成挤压,减少了电池1膨胀的空间,从而影响了电池1的循环性能,因此通过设置翻边22,能够有效避免在胶粘过程中,电池1的第二端面12与电池箱体的胶层会溢至电池大面与换热板2之间,提高了电池1的使用寿命和性能。
61.另外通过设置翻边22,还可以在胶粘过程中,充当调整胶层的pc条,以使电池1的第二端面12与电池箱体之间的胶层更加平稳,使电池1能够更加稳固地安装在电池箱体上,且可以控制涂胶量,减少零部件的设置。
62.进一步地,如图5所示,换热板2伸出于第二端面12,并设有两个翻边22,这两个翻边22分别贴合于在第一方向上相邻两个第二端面12。
63.在上述结构的基础上,即在换热板2伸出第二端面12的一端,设有两个翻边22,从而使换热板2形成一个t型结构,并且使两个翻边22都与在第一方向上的相邻两个第二端面12贴合,即翻边22分别与两个电池1的端面进行贴合。
64.在第二端面12上设置两个翻边22,能够更好地阻碍相邻两个电池1与电池箱体进行胶粘时,胶层会溢至电池1与换热板2之间的空隙之中,分别从两个方向保护了空隙的存在,使相邻两个电池1能够存在更充足的膨胀空间,提高电池1的循环性能。
65.实施例4,
66.在实施例1的基础上,
67.进一步地,如图6所示,换热板2一端伸出于第一端面11,并朝向第一端面11弯折形成翻边22,翻边22贴合于第一端面11;换热板2另一端伸出于第二端面12,并朝向第二端面12弯折形成翻边22,翻边22贴合于第二端面12。
68.具体的,为了更加详细地说明换热板2从第一端面11与第二端面12伸出形成的翻边22,并将它们区分开,将换热板2从第一端面11伸出并朝向第一端面11弯折形成的翻边22定义为第一翻边23;而将换热板2从第二端面12伸出并朝向第二端面12弯折形成的翻边22定义为第二翻边24。
69.在上述结构的基础上,换热板2从电池1的两个端面同时伸出,并且同时向各自的端面弯折形成第一翻边23和第二翻边24,第一翻边23与第一端面11贴合,第二翻边24与第二端面12贴合。
70.换热板2同时从两边进行伸出,并分别形成第一翻边23与第二翻边24,既能通过第一翻边23支撑电池1,起到承重的作用,以及定位的作用,又能通过第二翻边24阻碍胶层溢至电池1与换热板2之间的空隙之中,并且同时设置第一翻边23和第二翻边24可以增强换热板2的结构强度,使换热板2与电池1之间的接触面积增大,从而增强了换热板2与电池1之间
的连接强度。
71.进一步地,换热板2一端伸出于第一端面11,并设有两个翻边22,两个翻边22分别贴合于在第一方向上相邻两个第一端面11。
72.在上述结构的基础上,设置两个第一翻边23能够增加换热板2对电池1的支撑能力,使电池1能够更加稳固地搭接在第一翻边23上,并且增强了换热板2与电池1之间的连接强度,使换热板2与电池1能够更加贴合,并且充分发挥换热板2的散热性能。
73.进一步地,换热板2另一端伸出于第二端面12,并设有两个翻边22,两个翻边22分别贴合于在第一方向上相邻两个第二端面12。
74.在上述结构的基础上,在第二端面12上设置两个第二翻边24,能够更好地阻碍相邻两个电池1与电池箱体进行胶粘时,胶层会溢至电池1与换热板2之间的空隙之中,分别从两个方向保护了空隙的存在,使相邻两个电池1能够存在更充足的膨胀空间,提高电池1的循环性能。
75.需要说明的是,既可以在一个端面设置一个翻边22,而在另一个端面设置两个翻边22,降低加工换热板2的成本;也可以在两个端面都设置两个翻边22,增强换热板2的结构强度,并对电池组起更好的支撑作用以及增强换热板2与电池1之间连接强度。
76.实施例5,
77.在上述所有实施例的基础上,当电池装置为电池包时,电池包包括多个在第二方向排布的电池组,第二方向与第一方向基本垂直,换热板2在第二方向上延伸并与各电池组的电池大面贴合。
78.需要说明的是,在所有实施例中提到的第一方向为箱体的长度方向,第二方向为箱体的宽度方向,在考虑了制作误差、安装误差以及测量误差等情况下,第一方向和第二方向是基本垂直的,基本垂直是指两个方向可以是呈90o夹角分布,也可以是略大于或者略小于90o夹角,在不考虑上述误差的基础上,二者可以是垂直的。
79.当然,在其他实施例中,第一方向可以为箱体的宽度方向,第二方向为箱体的长度方向。
80.在上述结构的基础上,在电池箱体内的宽度方向上排布多个电池组,从而使电池组排满电池箱体,充分利用电池箱体内的空间,并且换热板2在第二方向上延伸,与多个电池1的电池大面贴合,即一个换热板2与多个电池1贴合,并且是与电池1表面积最大的那一侧面进行贴合,即电池组表面积最大的那一侧面面向第一方向,如此设置能够使电池1以较大面积接触换热板2,充分使电池1的热量与换热板2进行交换,从而充分发挥换热板2的散热性能,使得散热效果更加均匀。
81.进一步地,该电池包包括了电池箱体上述所提到的电池模组,电池箱体包括底板和主框架,主框架连接于底板,底板和主框架形成有向上的开口,第一端面11的极柱13朝向底板设置。
82.即在进行装配时,电池模组中各电池的第一端面11首先入箱,从而使电池极柱13朝向底板,电池模组中各电池的第二端面12可以与安装面以胶粘的方式连接,从而使电池组与电池箱体连接。
83.在上述结构的基础上,首先将电池的第一端面11方向朝下,并装入电池箱体内,然后通过电池模组的第二端面12,即背离极柱13的端面,与安装面进行胶粘连接,从而使整个
电池模组稳固安装在电池箱体内。
84.进一步的,可以以第二端面12与安装面连接,能够避免胶层对电池1极柱13与防爆阀造成连接失效与功能失效,并且第二端面12与电池箱体胶粘,表面相对平整,在粘接时,不会出现凹凸不平的情况,故可以提供粘合度,粘合后连接强度更好。
85.需要说明的是,上述的胶层可以选用现有技术中结构胶或者导热胶进行胶粘,或者也可以采用其他方式进行连接,如通过螺钉等连接件进行贴合装配,能够实现稳固安装在电池箱体内即可,可以根据实际情况的需要进行选择和设置。
86.实施例6,
87.在上述实施例5的基础上,公开一种用电装置,包括机体以及上述的电池包,电池箱体的安装面与机体底部连接,以使电池包与机体连接。
88.在本实施例中,用电动汽车作为例子具体说明。
89.在上述结构的基础上,装配时,电池包的安装面与电动汽车的机体进行连接,电池极柱13朝向电池箱体的底板,即电池极柱13朝向下,并不与安装面直接接触。由于在电池包工作过程中,电池极柱13会释放电流,如果电池极柱13朝向安装面的方向,受空间的限制,安全间隙不足,乘员舱的乘员踩踏汽车底盘时可能会与电池极柱13连接的汇流排碰撞,从而引发安全问题。因此在装配时,需要将电池1倒置安装在电池箱体内,使电池极柱13朝向底板,背离安装面,提高了使用时的人员安全。
90.进一步地,将防爆阀安装在与电池极柱13的同一端面上,并使防爆阀与电池极柱13在装配时同时朝向底板,背离安装面。
91.在上述结构的基础上,当电池包内压力过高时,电池包的防爆阀会与外界直通快速泄压实现防爆,因此使防爆阀和电池1极柱13朝向地面发泄,避免了防爆阀和电池极柱13朝向驾驶人员或者乘客,当电池包压力过高时朝向驾驶人员或者乘客发泄的情况,将电池倒置设置能够有效提高用电装置以及使用人员的安全。
92.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1