太阳电池组件的制作方法
本技术涉及太阳电池,特别是涉及一种太阳电池组件。
背景技术:
1、太阳电池组件是将多个太阳电池片串接形成电池串,然后组装形成组件。在将多个电池片进行串接时,需要在电池片的电极栅线上设置互连条(一般为铜丝)以使多个太阳电池片之间互联导通。
2、传统的太阳电池组件一般是采用高温焊接将互连条焊接在太阳电池片的栅线上。这种高温焊接互连条的太阳电池组件容易使异质结电池片的非晶硅层遭到破坏,且需要在电池片上设置主栅线以提供焊接拉力。因此,传统的高温焊接互连条的工艺难以适用于异质结电池片的串接、不能实现电池组件薄片化、电池片的银浆耗量高、设备精度要求高;而且存在焊接应力容易引起电池串间隐裂,降低电池组件的可靠性。
3、因此,如何提供一种适用于异质结电池片、能够降低电池片银耗、实现电池组件薄片化、提高电池组件可靠性的太阳电池组件,已成为本领域的研究热点之一。
技术实现思路
1、基于此,有必要提供一种不破坏非晶硅层、可实现电池组件薄片化、可靠性较好的太阳电池组件。
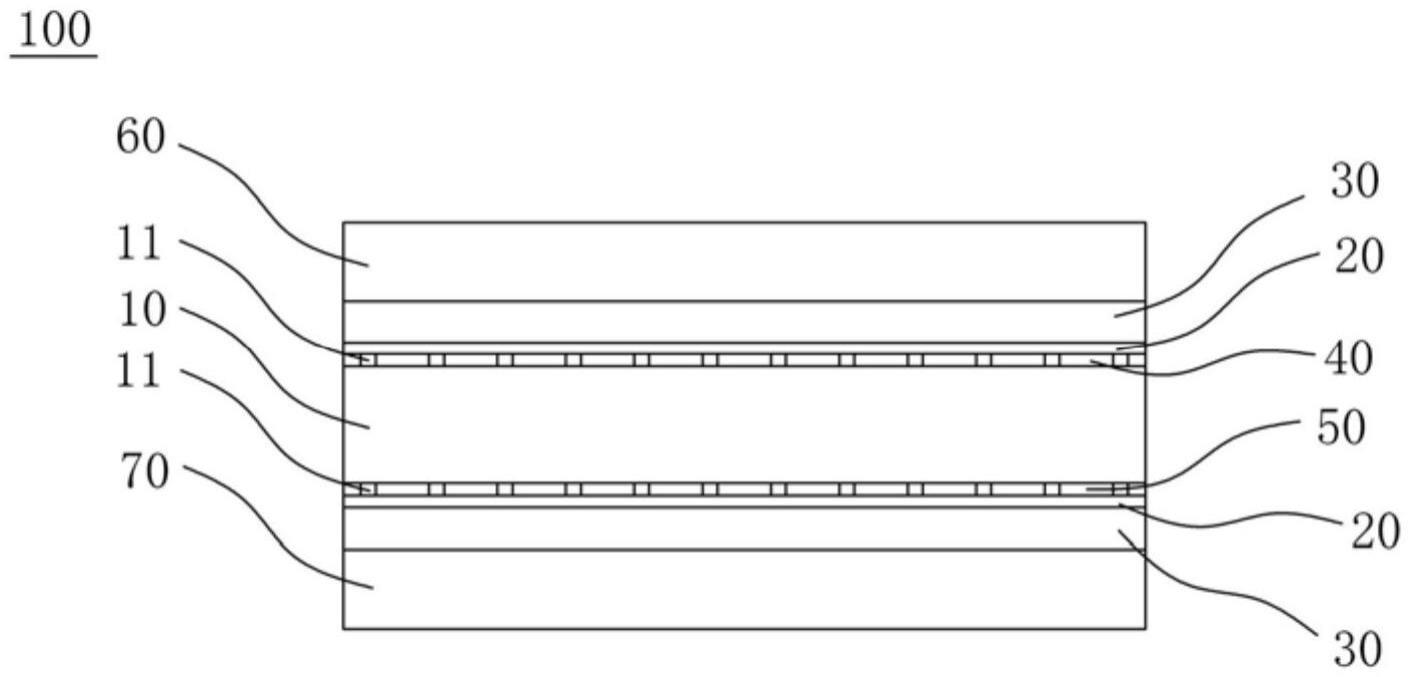
2、根据本实用新型的一个方面,提供了一种太阳电池组件,包括:
3、太阳电池片,所述太阳电池片上具有电极栅线;以及
4、互连条,平铺于所述电极栅线上,所述互连条与所述电极栅线电连接,且所述互连条通过胶体固定在所述电极栅线上。
5、在其中一些实施方式中,所述胶体为紫外固化胶粘剂经紫外光照固化后形成的胶体。
6、在其中一些实施方式中,所述胶体至少部分包裹所述互连条,且至少部分包裹与所述互连条电连接的所述电极栅线。
7、在其中一些实施方式中,还包括:
8、第一胶膜,设于所述太阳电池片的一个表面上;
9、第二胶膜,设于所述太阳电池片与所述第一胶膜相对的表面上;
10、第一盖板,压合于所述第一胶膜背离所述太阳电池片的表面上;以及
11、第二盖板,压合于所述第二胶膜背离所述太阳电池片的表面上。
12、在其中一些实施方式中,所述胶体为设于所述互连条背离所述电极栅线表面的热固性弹性胶体,所述热固性弹性胶体将所述互连条压紧固定在所述电极栅线上。
13、在其中一些实施方式中,还包括:
14、第三胶膜,设于所述太阳电池片的一个表面上;
15、第四胶膜,设于所述太阳电池片与所述第三胶膜相对的表面上;
16、第三盖板,压合于所述第三胶膜背离所述太阳电池片的表面上;以及
17、第四盖板,压合于所述第三胶膜背离所述太阳电池片的表面上。
18、在其中一些实施方式中,所述第三胶膜和/或所述第四胶膜的厚度小于所述互连条的直径。
19、在其中一些实施方式中,所述热固性弹性胶体为涂覆于所述第三盖板或所述第四盖板表面的热固性胶粘剂经热固化定型后形成的热固性弹性胶体。
20、在其中一些实施方式中,所述太阳电池片为异质结太阳电池片。
21、在其中一些实施方式中,所述太阳电池片为无主栅太阳电池片。
22、与现有技术相比,本实用新型具有如下有益效果:
23、通过将互连条与电极栅线紧密接触电连接,并通过胶体将互连条固定在电极栅线上;相比于传统的高温焊接太阳电池组件,该太阳电池组件通过胶体将互连条固定在电极栅线上,实现了互连条与电极栅线的非焊接低温互联,解决了高温焊接对异质结电池非晶硅层破坏、需采用有主栅线电池片、电池片生产银耗较高、电池组件难以薄片化、电池组件可靠性较低等传统太阳电池组件的诸多问题。
技术特征:
1.一种太阳电池组件,其特征在于,包括:
2.根据权利要求1所述的太阳电池组件,其特征在于,所述胶体为紫外固化胶粘剂经紫外光照固化后形成的胶体。
3.根据权利要求1所述的太阳电池组件,其特征在于,所述胶体至少部分包裹所述互连条,且至少部分包裹与所述互连条电连接的所述电极栅线。
4.根据权利要求1至3任一项所述的太阳电池组件,其特征在于,还包括:
5.根据权利要求1所述的太阳电池组件,其特征在于,所述胶体为设于所述互连条背离所述电极栅线表面的热固性弹性胶体,所述热固性弹性胶体将所述互连条压紧固定在所述电极栅线上。
6.根据权利要求5所述的太阳电池组件,其特征在于,还包括:
7.根据权利要求6所述的太阳电池组件,其特征在于,所述第三胶膜和/或所述第四胶膜的厚度小于所述互连条的直径。
8.根据权利要求6所述的太阳电池组件,其特征在于,所述热固性弹性胶体为涂覆于所述第三盖板或所述第四盖板表面的热固性胶粘剂经热固化定型后形成的热固性弹性胶体。
9.根据权利要求1至3、5至8任一项所述的太阳电池组件,其特征在于,所述太阳电池片为异质结太阳电池片。
10.根据权利要求1至3、5至8任一项所述的太阳电池组件,其特征在于,所述太阳电池片为无主栅太阳电池片。
技术总结
本技术提供了一种太阳电池组件,包括太阳电池片,太阳电池片上具有电极栅线;互连条,平铺于电极栅线上,互连条与电极栅线电连接,且互连条通过胶体固定在电极栅线上。该太阳电池组件通过胶体将互连条固定在电极栅线上,实现了互连条与电极栅线的非焊接低温互联,解决了高温焊接对异质结电池非晶硅层破坏、需采用有主栅线电池片、电池片生产银耗较高、电池组件难以薄片化、电池组件可靠性较低等传统太阳电池组件的诸多问题。该太阳电池组件可采用异质结太阳电池片、能够降低电池片的银耗、可实现太阳电池组件的薄片化,并且具有较好的可靠性。
技术研发人员:余波,尹丙伟,周华明,石刚
受保护的技术使用者:通威太阳能(合肥)有限公司
技术研发日:20221107
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!