一种多芯电源线铆压端子及穿烤热缩管设备的制作方法
本技术涉及线材生产加工设备,尤其涉及一种多芯电源线铆压端子及穿烤热缩管设备。
背景技术:
1、在多芯电源线生产加工过程中,需要在多芯电源线的各芯线端部压接端子和穿烤热缩管,而在芯线压接端子之前,需要对芯线的端部进行裁切剥皮处理。在现有技术中,多芯电源线裁切剥皮,压接端子,穿热缩管以及烤热缩管一般采用独立分开的工序以及独立分开的设备来完成,自动化程度较低、工作效率也比较低。
技术实现思路
1、针对现有技术中存在的问题,本实用新型的目的在于提供一种自动化程度高、工作效率高的多芯电源线铆压端子及穿烤热缩管设备。
2、为达到以上目的,本实用新型采用如下技术方案。
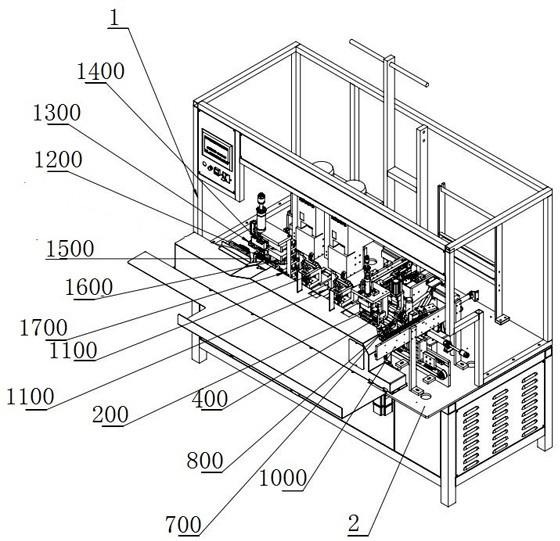
3、一种多芯电源线铆压端子及穿烤热缩管设备,包括:安装板,设在所述安装板上的自动移线装置、铆压端子装置、穿热缩管装置和烤热缩管装置;所述铆压端子装置包括依次排布的放线检测组件、压线拉长短组件、脱皮切平组件和自动端子机;其特征在于,在所述安装板上还设有用于夹持电源线在所述压线拉长短组件与所述穿热缩管装置之间移动的转接压线装置,所述穿热缩管装置包括:用于固定芯线的芯线固定组件,用于分开固定各接线端子的端子固定组件,用于夹持和输送所述热缩管到达预穿位置的热缩管夹持输送组件,用于将热缩管输送至所述夹持输送组件上的送管组件,以及用于将定位杆部分穿进热缩管中并将所述热缩管套在所述接线端子上的穿热缩管组件,在所述安装板上还设有用于将多芯电源线从穿热缩管装置输送至所述烤热缩管装置的加热工位上的夹线移线装置。
4、作为上述方案的进一步说明,所述自动移线机构包括:设在所述线检测组件和所述压线拉长短组件前端的直线导轨,设在所述直线导轨的滑台上的气缸压块,以及用于驱动所述滑台沿所述直线导轨滑动的直线驱动装置;所述气缸压块的下端面设有多个用于放置芯线的固定槽,所述气缸压块可以在气缸的作用下抬起和下降至所述滑台上。
5、作为上述方案的进一步说明,所述放线检测机构包括:放线直线驱动装置,设在所述放线直线驱动装置的活动端上的检测装置,在所述检测装置的前端设有多个容芯线进入的检测孔槽,所述检测孔槽与所述固定槽一一对应设置。
6、作为上述方案的进一步说明,所述压线拉长短组件包括:弹性压线组件和位于所述压线组件后端的拉长短组件;所述弹性压线组件包括:压线安装座、固设在所述压线安装座上的第一压线气缸和第二压线气缸,滑动设在所述压线安装座上的压线滑块,设在所述压线滑块上的压线头,以及用于承托芯线的托板;在所述压线滑块的顶部上下滑动地安装有压弹簧块,所述压线头和所述压弹簧块通过弹簧连接,所述第一压线气缸与所述压线滑块驱动连接,所述第二压线气缸的伸缩杆位于所述压弹簧块的上方。
7、作为上述方案的进一步说明,所述托板上设置有多个插槽,对应的在所述压线头的底部设置有与插槽接插配合的插板;相邻所述插板之间设有用于容置所述芯线的压紧槽,所述插板靠近所述压紧槽的侧面为弧形结构。
8、作为上述方案的进一步说明,所述拉长短组件包括:悬置托板,设在所述悬置托板上的多对拉线爪,用于驱动对应的一对拉线爪张开或闭合的多个拉线气缸,以及用于驱动所述悬置托板做直线往复运动的第五直线传动驱动结构。
9、作为上述方案的进一步说明,所述脱皮切平组件包括:第六直线传动驱动结构以及与所述第六直线传动驱动结构驱动连接的剥切组件;所述剥切组件包括:与所述第六直线传动驱动结构驱动连接的悬置支架,上下滑动地设在所述悬置支架上的上剥切刀组和下剥切刀组,设在所述悬置支架上且用于驱动所述上剥切刀组和所述下剥切刀组做靠近芯线或远离芯线运动的脱皮直线驱动模组。
10、作为上述方案的进一步说明,所述转接压线装置包括:位于所述脱皮切平组件、所述自动端子机和所述穿热缩管装置前端的移线滑轨、滑动地设在所述移线滑轨上的夹线组件以及用于驱动所述夹线组件做直线往复运动的移线直线驱动组件。
11、作为上述方案的进一步说明,所述夹线组件包括:与所述移线滑轨滑动连接的安装支座,设在所述安装支座上的夹线直线驱动装置,以及与所述夹线直线驱动装置驱动连接的压线块和下夹线件,所述压线块通过活动连接杆和摆杆与所述夹线直线驱动装置驱动连接并在所述夹线直线驱动装置的作用下向前向上运动,所述下夹线件与所述夹线直线驱动装置驱动连接并在所述夹线直线驱动装置的作用下做上下直线运动从而使得所述压线块和所述下夹线件闭合夹住芯线。
12、作为上述方案的进一步说明,在所述下夹线件的上端面上设有多个用于承托芯线的夹线槽;所述摆杆为v型摆杆,所述v型摆杆中部突出位和所述安装支架铰接,所述v型摆杆的两端分别与所述活动连接杆、所述压线块铰接,所述活动连接杆的两端分别与所述夹线直线驱动装置的活动端、所述摆杆铰接。
13、本实用新型的有益效果是:(1)采用一体机对多芯电源线进行裁切剥皮,压接端子,穿热缩管以及烤热缩管工序,自动化程度高、工作效率高;采用芯线固定机构和端子固定机构分别定位多条芯线和端子,使得可以采用套热缩管机构同时完成多芯电源线的多个端子的穿壳或穿套管工序。(2)采用弹性压线组件对多条芯线进行压紧,线材在压线头和托板中间存在一定的弹压,配合拉长短机构,可在不伤到线皮的情况下在机构中活动,拉长短组件通过多个夹紧芯线的拉线气爪夹紧芯线,通过调节拉长短组件工作过程中松开芯线的时间快速准确的得到不同长度的芯线,自动化程度高,且能够自动高效地实现多芯电源线拉长短作业;当拉到预定长度后,第二压线气缸下压把弹簧压紧,然后脱皮切线动作,操作简单方便,稳定性好。(3)转接压线装置的夹线组件可以升降设置使得转接压线装置在移线时可以抬高到和线材在同一平面工作,在不夹持芯线时可以降低到低于线材平面,这样转接压线装置在往复运行过程中可以不受其他装置的影响,可以提高往复运行的速度。
技术特征:
1.一种多芯电源线铆压端子及穿烤热缩管设备,包括:安装板,设在所述安装板上的自动移线装置、铆压端子装置、穿热缩管装置和烤热缩管装置;所述铆压端子装置包括依次排布的放线检测组件、压线拉长短组件、脱皮切平组件和自动端子机;其特征在于,在所述安装板上还设有用于夹持电源线在所述压线拉长短组件与所述穿热缩管装置之间移动的转接压线装置,所述穿热缩管装置包括:用于固定芯线的芯线固定组件,用于分开固定各接线端子的端子固定组件,用于夹持和输送所述热缩管到达预穿位置的热缩管夹持输送组件,用于将热缩管输送至所述夹持输送组件上的送管组件,以及用于将定位杆部分穿进热缩管中并将所述热缩管套在所述接线端子上的穿热缩管组件,在所述安装板上还设有用于将多芯电源线从穿热缩管装置输送至所述烤热缩管装置的加热工位上的夹线移线装置。
2.根据权利要求1所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述自动移线装置包括:设在所述放线检测组件和所述压线拉长短组件前端的直线导轨,设在所述直线导轨的滑台上的气缸压块,以及用于驱动所述滑台沿所述直线导轨滑动的直线驱动装置;所述气缸压块的下端面设有多个用于放置芯线的固定槽,所述气缸压块可以在气缸的作用下抬起和下降至所述滑台上。
3.根据权利要求2所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述放线检测组件包括:放线直线驱动装置,设在所述放线直线驱动装置的活动端上的检测装置,在所述检测装置的前端设有多个容芯线进入的检测孔槽,所述检测孔槽与所述固定槽一一对应设置。
4.根据权利要求1所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述压线拉长短组件包括:弹性压线组件和位于所述压线组件后端的拉长短组件;所述弹性压线组件包括:压线安装座、固设在所述压线安装座上的第一压线气缸和第二压线气缸,滑动设在所述压线安装座上的压线滑块,设在所述压线滑块上的压线头,以及用于承托芯线的托板;在所述压线滑块的顶部上下滑动地安装有压弹簧块,所述压线头和所述压弹簧块通过弹簧连接,所述第一压线气缸与所述压线滑块驱动连接,所述第二压线气缸的伸缩杆位于所述压弹簧块的上方。
5.根据权利要求4所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述托板上设置有多个插槽,对应的在所述压线头的底部设置有与插槽接插配合的插板;相邻所述插板之间设有用于容置所述芯线的压紧槽,所述插板靠近所述压紧槽的侧面为弧形结构。
6.根据权利要求4所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述拉长短组件包括:悬置托板,设在所述悬置托板上的多对拉线爪,用于驱动对应的一对拉线爪张开或闭合的多个拉线气缸,以及用于驱动所述悬置托板做直线往复运动的第五直线传动驱动结构。
7.根据权利要求1所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述脱皮切平组件包括:第六直线传动驱动结构以及与所述第六直线传动驱动结构驱动连接的剥切组件;所述剥切组件包括:与所述第六直线传动驱动结构驱动连接的悬置支架,上下滑动地设在所述悬置支架上的上剥切刀组和下剥切刀组,设在所述悬置支架上且用于驱动所述上剥切刀组和所述下剥切刀组做靠近芯线或远离芯线运动的脱皮直线驱动模组。
8.根据权利要求1所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述转接压线装置包括:位于所述脱皮切平组件、所述自动端子机和所述穿热缩管装置前端的移线滑轨、滑动地设在所述移线滑轨上的夹线组件以及用于驱动所述夹线组件做直线往复运动的移线直线驱动组件。
9.根据权利要求8所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,所述夹线组件包括:与所述移线滑轨滑动连接的安装支座,设在所述安装支座上的夹线直线驱动装置,以及与所述夹线直线驱动装置驱动连接的压线块和下夹线件,所述压线块通过活动连接杆和摆杆与所述夹线直线驱动装置驱动连接并在所述夹线直线驱动装置的作用下向前向上运动,所述下夹线件与所述夹线直线驱动装置驱动连接并在所述夹线直线驱动装置的作用下做上下直线运动从而使得所述压线块和所述下夹线件闭合夹住芯线。
10.根据权利要求9所述的一种多芯电源线铆压端子及穿烤热缩管设备,其特征在于,在所述下夹线件的上端面上设有多个用于承托芯线的夹线槽;所述摆杆为v型摆杆,所述v型摆杆中部突出位和所述安装支座铰接,所述v型摆杆的两端分别与所述活动连接杆、所述压线块铰接,所述活动连接杆的两端分别与所述夹线直线驱动装置的活动端、所述摆杆铰接。
技术总结
本技术公开一种多芯电源线铆压端子及穿烤热缩管设备,包括:安装板,设在安装板上的自动移线装置、铆压端子装置、穿热缩管装置和烤热缩管装置;铆压端子装置包括依次排布的放线检测组件、压线拉长短组件、脱皮切平组件和自动端子机;其特征在于,在安装板上还设有用于夹持电源线在压线拉长短组件与所述穿热缩管装置之间移动的转接压线装置,穿热缩管装置包括:芯线固定组件,端子固定组件,用于输送热缩管的热缩管夹持输送组件,用于将热缩管输送至夹持输送组件上的送管组件,以及用于将热缩管套在接线端子上的穿热缩管组件,在安装板上还设有用于将多芯电源线从穿热缩管装置输送至烤热缩管装置的加热工位上的夹线移线装置。
技术研发人员:吴少锋,伍超,黄志伟
受保护的技术使用者:佛山市天伟鑫智能装备有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!