一种真空灭弧室导向套固定同轴度定位工装夹具的制作方法
1.本实用新型属于真空灭弧室制造技术领域,具体属于一种真空灭弧室导向套固定同轴度定位工装夹具。
背景技术:
2.同轴度是评价真空灭弧室产品(圆柱形)形位公差的一项重要技术指标,它直接影响着灭弧室产品在机构上装配的配合精度和使用情况。
3.真空灭弧室导向套固定环零件定位是为了保证灭弧室同轴度。原有钎焊工艺时采用专用工装对动盖板内孔与导向套固定环的内孔定位,因真空灭弧室动导电杆、导向套固定环、导向套等零件加工精度以及工装夹具的配合间隙等问题,使真空灭弧室钎焊后在拆卸工装夹具并装配导向套零件时操作困难,效率较低。而现有激光焊接工艺因灭弧室结构、激光焊接特性等因素,原有钎焊工装已不适用于激光焊接,因此寻找新的定位工装显得尤为重要。
技术实现要素:
4.为了解决现有技术中存在的问题,本实用新型提供一种真空灭弧室导向套固定同轴度定位工装夹具,解决真空灭弧室导向套固定环采用激光焊接工艺过程中零件的同轴定位问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种真空灭弧室导向套固定同轴度定位工装夹具,包括第一定位件和第二定位件;
7.所述第一定位件和第二定位件之间分层设置,所述第一定位件和第二定位件之间设置有多个支撑梁,多个支撑梁之间呈镂空结构;
8.所述第一定位件套设在导向套固定环上,所述第二定位件套设在动盖板上。
9.优选的,所述第一定位件呈圆环形结构,第一定位件的内径与导向套固定环外径尺寸为间隙配合。
10.进一步的,所述第一定位件与导向套固定环的间隙配合尺寸范围为0.1~0.5mm。
11.优选的,所述第二定位件呈圆环形结构,第二定位件内径与动盖板外径尺寸为间隙配合。
12.进一步的,所述第二定位件与动盖板间隙配合尺寸范围为0.1~0.5mm。
13.优选的,所述支撑梁的数量为4个,4个支撑梁呈周向均匀分布。
14.优选的,所述第一定位件、第二定位件和支撑梁呈一体结构。
15.优选的,所述第一定位件、第二定位件和支撑梁均采用钢制成。
16.与现有技术相比,本实用新型具有以下有益的技术效果:
17.本实用新型的一种真空灭弧室导向套固定同轴度定位工装夹具,利用真空灭弧室动盖板与导向套固定环的结构特点,定位工装夹具通过采用环状上下两层结构,工装夹具
上层部位内径与导向套固定环外径尺寸配合,工装夹具下层部位内径与动盖板外径尺寸配合,上下两层之间镂空便于定位后激光焊接时光斑照射到焊缝位置。在激光焊接真空灭弧室导向套固定环零件时用于保证真空灭弧室的同轴度要求,以满足真空灭弧室性能参数表标准要求。使用本实用新型专利定位工装夹具后,解决了真空灭弧室导向套固定环固定工艺由钎焊工艺改为激光焊接工艺后零件的同轴定位问题,保证真空灭弧室的同轴度满足真空断路器机械性能要求。通过定位工装夹具使用,降低了真空灭弧室导向套固定环和导向套的装配操作难度。
附图说明
18.图1是本实用新型一种真空灭弧室导向套固定同轴度定位工装夹具的结构示意图;
19.图2是本实用新型一种真空灭弧室导向套固定同轴度定位工装夹具的正视图;
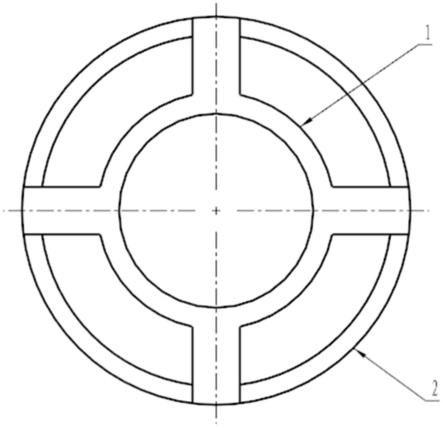
20.图3是本实用新型一种真空灭弧室导向套固定同轴度定位工装夹具的俯视图;
21.图4是本实用新型定位工装夹具的使用前示意图;
22.图5是本实用新型定位工装夹具的使用后示意图。
23.附图中:1为第一定位件;2为第二定位件。
具体实施方式
24.下面结合具体的实施例对本实用新型做进一步的详细说明,所述是对本实用新型的解释而不是限定。
25.实施例
26.如图1至图3所示,本实用新型的一种真空灭弧室导向套固定同轴度定位工装夹具,包括第一定位件1和第二定位件2;第一定位件1和第二定位件2之间分层设置,第一定位件1在上层,第二定位件2在下层。第一定位件1套设在导向套固定环上,第一定位件1呈圆环形结构,第一定位件1的内径与导向套固定环外径尺寸为间隙配合,间隙配合尺寸范围为0.1~0.5mm。
27.第二定位件2套设在动盖板上,第二定位件2呈圆环形结构,第二定位件2内径与动盖板外径尺寸为间隙配合,间隙配合尺寸范围为0.1~0.5mm。
28.第一定位件1和第二定位件2之间设置有多个支撑梁,多个支撑梁之间呈镂空结构,将真空灭弧室导向套固定环装配到动盖板上,使用定位工装夹具将导向套固定环外圆与动盖板外圆进行同轴定位。本实施例中支撑梁的数量优选为4个,4个支撑梁呈周向均匀分布。支撑梁与第一定位件1和第二定位件2呈一体结构,均采用钢制成。
29.如图4至图5所示,利用真空灭弧室动盖板与导向套固定环的结构特点,定位工装夹具采用环状上下两层结构,工装夹具上层部位的第一定位件1内径与导向套固定环外径尺寸配合,工装夹具下层部位的第二定位件2内径与动盖板外径尺寸配合,上下两层之间镂空便于定位后激光焊接时光斑照射到焊缝位置。
30.使用本实用新型专利定位工装夹具后,解决了真空灭弧室导向套固定环固定工艺由钎焊工艺改为激光焊接工艺后零件的同轴定位问题,保证真空灭弧室的同轴度满足真空断路器机械性能要求。通过定位工装夹具使用,降低了真空灭弧室导向套固定环和导向套
的装配操作难度。
技术特征:
1.一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,包括第一定位件(1)和第二定位件(2);所述第一定位件(1)和第二定位件(2)之间分层设置,所述第一定位件(1)和第二定位件(2)之间设置有多个支撑梁,多个支撑梁之间呈镂空结构;所述第一定位件(1)套设在导向套固定环上,所述第二定位件(2)套设在动盖板上。2.根据权利要求1所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第一定位件(1)呈圆环形结构,第一定位件(1)的内径与导向套固定环外径尺寸为间隙配合。3.根据权利要求2所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第一定位件(1)与导向套固定环的间隙配合尺寸范围为0.1~0.5mm。4.根据权利要求1所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第二定位件(2)呈圆环形结构,第二定位件(2)内径与动盖板外径尺寸为间隙配合。5.根据权利要求4所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第二定位件(2)与动盖板间隙配合尺寸范围为0.1~0.5mm。6.根据权利要求1所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述支撑梁的数量为4个,4个支撑梁呈周向均匀分布。7.根据权利要求1所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第一定位件(1)、第二定位件(2)和支撑梁呈一体结构。8.根据权利要求1所述的一种真空灭弧室导向套固定同轴度定位工装夹具,其特征在于,所述第一定位件(1)、第二定位件(2)和支撑梁均采用钢制成。
技术总结
本实用新型公开了一种真空灭弧室导向套固定同轴度定位工装夹具,包括第一定位件和第二定位件;第一定位件和第二定位件之间分层设置,第一定位件和第二定位件之间设置有多个支撑梁,多个支撑梁之间呈镂空结构;第一定位件套设在导向套固定环上,第二定位件套设在动盖板上。定位工装夹具通过采用环状上下两层结构,工装夹具上层部位内径与导向套固定环外径尺寸配合,工装夹具下层部位内径与动盖板外径尺寸配合,上下两层之间镂空便于定位后激光焊接时光斑照射到焊缝位置。在激光焊接真空灭弧室导向套固定环零件时用于保证真空灭弧室的同轴度要求,以满足真空灭弧室性能参数表标准要求。要求。要求。
技术研发人员:张宁 李启孝 齐伟
受保护的技术使用者:陕西宝光真空电器股份有限公司
技术研发日:2022.11.10
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1