胶钉检测装置及注胶生产线的制作方法
本技术涉及锂离子电池,尤其涉及一种胶钉检测装置及注胶生产线。
背景技术:
1、注液机用于对锂电池内部注射电解液,需要对注液后的电池进行打胶钉密封,防止电解液挥发或异常洒出。打完胶钉后需要对电池进行检测,防止打钉失败或胶钉位置不正。
2、现有的胶钉检测方法中,通常是用ccd相机或反射光电检测胶钉。但在注液机设备内部的电解液环境下,会对ccd相机或反射光电的寿命产生很大的影响,且当环境的电解液浓度过高时,会影响检测准确度,存在误检的风险。
技术实现思路
1、本实用新型提供一种胶钉检测机构,用以解决现有技术中胶钉检测方法对ccd相机或反射光电的寿命产生影响,且当环境的电解液浓度过高时,会影响检测准确度,存在误检的风险的问题。
2、本实用新型还提供一种注胶生产线。
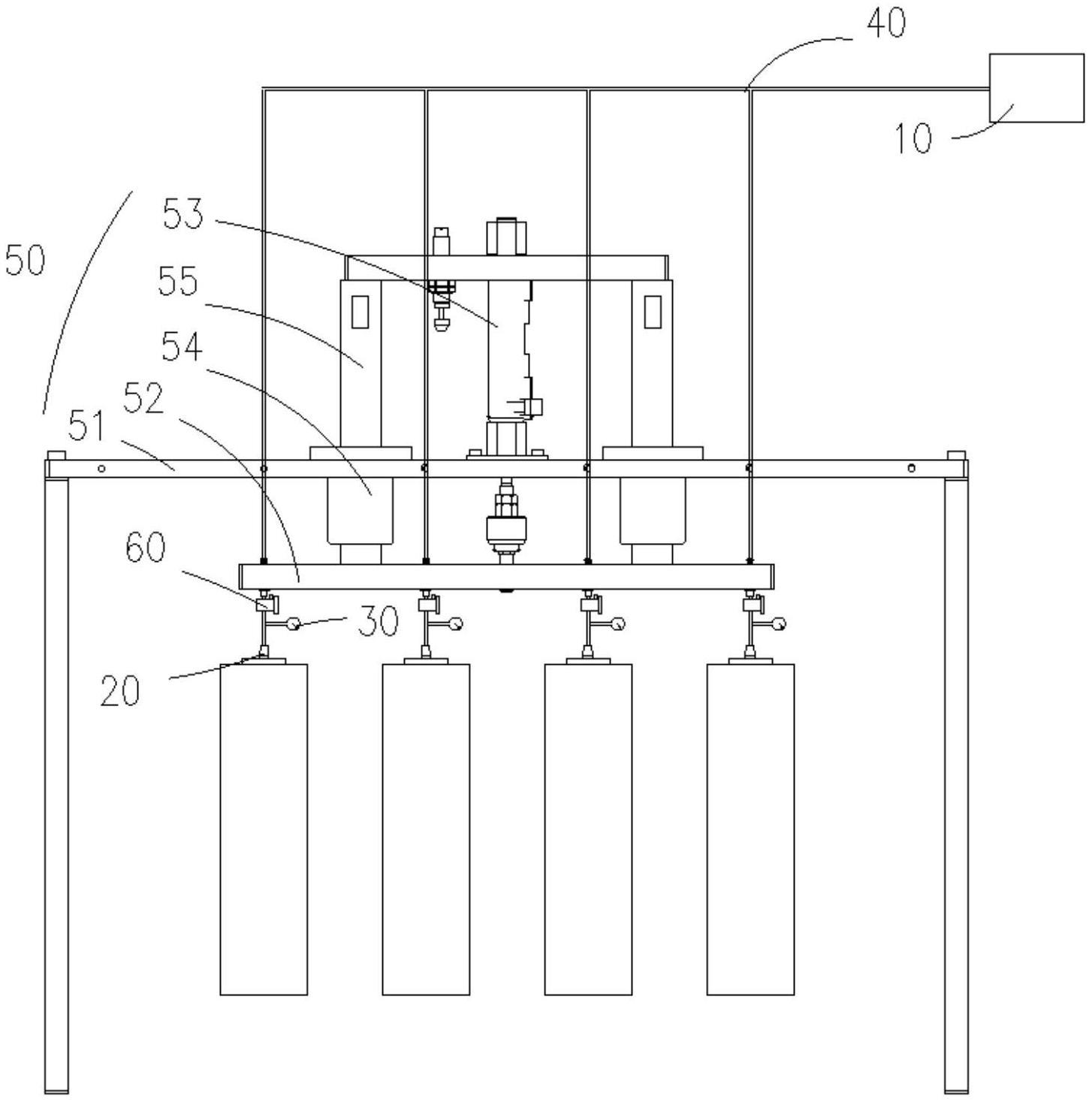
3、根据本实用新型第一方面提供的一种胶钉检测装置,包括:气嘴、检测单元和正压管路;所述气嘴与所述正压管路的出气端连接,且所述气嘴能够与电池上的胶钉抵接;所述检测单元设置于所述正压管路靠近所述气嘴的一侧,用于检测所述正压管路内的气压。
4、根据本实用新型的一种实施例,还包括:泵体,所述泵体与所述正压管路的进气端连接。
5、根据本实用新型的一种实施例,还包括:移动机构,所述移动机构与所述气嘴连接,用于调节所述气嘴与所述电池胶钉之间的相对位置。
6、根据本实用新型的一种实施例,所述移动机构包括:支撑架、连接板、缸体、直线轴承和导向轴;所述支撑架呈龙门状设置,所述支撑架的龙门处形成容纳所述电池的检测区域;所述连接板设置于所述检测区域内,用于固定所述气嘴;所述缸体设置于所述支撑架的顶部,且所述缸体的伸缩杆与所述连接板连接;所述直线轴承设置于所述支撑架;所述导向轴的一端与所述缸体的固定机构连接,所述导向轴的另一端穿过所述直线轴承后,与所述连接板连接。
7、根据本实用新型的一种实施例,多个所述气嘴沿所述连接板的延伸方向间隔设置,用于对多个所述电池进行检测。
8、根据本实用新型的一种实施例,所述气嘴的出气端横截面面积小于等于所述电池上胶钉顶部的横截面积。
9、根据本实用新型的一种实施例,还包括:气阀,所述气阀设置于所述正压管路靠近所述气嘴的一侧,用于调节所述正压管路的通断;
10、其中,所述检测单元设置于所述气阀和所述气嘴之间。
11、根据本实用新型的一种实施例,所述检测单元为压力表,用于检测所述正压管路内的气压。
12、根据本实用新型的一种实施例,所述气嘴为金属材料制成的敞口结构。
13、根据本实用新型第二方面提供的一种注胶生产线,包括上述的胶钉检测装置。
14、根据本实用新型的一种实施例,包括:运输带和电池,所述胶钉检测装置设置于所述运输带的延伸方向上,用于对所述运输带输送的所述电池进行检测。
15、具体来说,电池沿运输带的延伸方向移动,检测装置设置于运输带的延伸方向上,当电池进入检测区域后,到达指定位置,运输带停止,移动机构启动,气嘴与胶钉抵接,通入低正压气体,关闭气控阀形成密封空间,压力表检测压力变化,确定打钉是否成功以及胶钉位置是否正确。
16、本实用新型中的上述一个或多个技术方案,至少具有如下技术效果之一:本实用新型提供的胶钉检测机构及注胶生产线,通过设置气嘴、检测单元和正压管路,正压管路通入气体,正压管路的出气端设置有气嘴,气嘴与电池上的胶钉抵接,取消了ccd或反射光电,并利用检测单元检测正压管路内的压力变化,判断电池上的胶钉位置是否准确以及是否打钉成功,实现了对电池进行检测,同时具有结构更简单、成本更低等优点,且气嘴采用金属材料制成,耐腐蚀更强。
技术特征:
1.一种胶钉检测装置,其特征在于,包括:气嘴(20)、检测单元(30)和正压管路(40);
2.根据权利要求1所述的胶钉检测装置,其特征在于,还包括:泵体(10),所述泵体(10)与所述正压管路(40)的进气端连接。
3.根据权利要求1所述的胶钉检测装置,其特征在于,还包括:移动机构(50),所述移动机构(50)与所述气嘴(20)连接,用于调节所述气嘴(20)与所述电池(80)胶钉之间的相对位置。
4.根据权利要求3所述的胶钉检测装置,其特征在于,所述移动机构(50)包括:支撑架(51)、连接板(52)、缸体(53)、直线轴承(54)和导向轴(55);
5.根据权利要求4所述的胶钉检测装置,其特征在于,多个所述气嘴(20)沿所述连接板(52)的延伸方向间隔设置,用于对多个所述电池(80)进行检测。
6.根据权利要求1所述的胶钉检测装置,其特征在于,所述气嘴(20)的出气端横截面面积小于等于所述电池(80)上胶钉顶部的横截面积。
7.根据权利要求1所述的胶钉检测装置,其特征在于,还包括:气阀(60),所述气阀(60)设置于所述正压管路(40)靠近所述气嘴(20)的一侧,用于调节所述正压管路(40)的通断;
8.根据权利要求1所述的胶钉检测装置,其特征在于,所述检测单元(30)为压力表,用于检测所述正压管路(40)内的气压。
9.根据权利要求1至8任一所述的胶钉检测装置,其特征在于,所述气嘴(20)为金属材料制成的敞口结构。
10.一种注胶生产线,其特征在于,包括上述权利要求1至9任一所述的胶钉检测装置。
11.根据权利要求10所述的注胶生产线,其特征在于,包括:运输带(70)和电池(80),所述胶钉检测装置设置于所述运输带(70)的延伸方向上,用于对所述运输带(70)输送的所述电池(80)进行检测。
技术总结
本技术提供一种胶钉检测装置及注胶生产线,包括:气嘴、检测单元和正压管路;气嘴与正压管路的出气端连接,且气嘴能够与电池上的胶钉抵接;检测单元设置于正压管路靠近气嘴的一侧,用于检测正压管路内的气压。本技术通过设置气嘴、检测单元和正压管路,正压管路通入气体,正压管路的出气端设置有气嘴,气嘴与电池上的胶钉抵接,利用检测单元检测正压管路内的压力变化,判断电池上的胶钉位置是否准确以及是否打钉成功。本技术通过取消CCD或反射光电,并利用检测单元检测正压管路内的压力变化,判断电池上的胶钉位置是否准确以及是否打钉成功,实现了对电池进行检测,同时具有结构更简单、成本更低等优点。
技术研发人员:李俊雄,赵杰
受保护的技术使用者:三一技术装备有限公司
技术研发日:20221121
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!