一种集流盘及圆柱电池的制作方法
本申请涉及锂电池,具体涉及一种集流盘及圆柱电池。
背景技术:
1、锂电池的生产工艺是非常复杂的,包含多种工序,化成是其中不可忽视的一环,它对锂电池性能的影响至关重要。
2、在化成过程中,负极界面先形成sei,然后锂离子穿过sei嵌入负极颗粒内部,这两个过程都会引起负极的厚度膨胀,而形成sei会伴随有气体的产生,造成电池体积发生膨胀,与此同时,电芯也会随之膨胀,而电芯是和集流盘通过极耳进行焊接在一起,集流盘叶片容易因为电芯的膨胀而造成脱落的效果,进而导致断路结果的发生。
技术实现思路
1、针对上述存在的拘束局限性,为提升焊接效果,避免化成工序带来的膨胀影响,本申请提出了一种集流盘及圆柱电池。
2、为实现上述目的,本申请采用了以下技术方案:
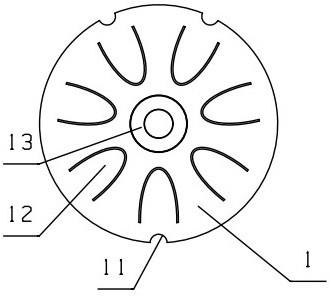
3、一种集流盘,包括半椭圆形叶片,所述叶片的个数是7。
4、可选地,所述叶片的个数可以为5、6、8、9。
5、可选地,所述叶片与所述集流盘之间存在空隙,空隙大小为0.1 mm~0.5 mm。
6、可选地,所述叶片与卷心极耳通过焊接相连,焊接后所形成的区域形成焊接处。
7、可选地,所述集流盘与电池极柱通过焊接相连。
8、可选地,所述集流盘边沿上有3个定位孔,所述定位孔与集流盘中心的连接线之间的角度限定为80°~150°。
9、可选地,所述半椭圆形叶片均匀分布在所述集流盘上,所述半椭圆形叶片与同侧相邻的任一半椭圆形叶片为相邻叶片,所述相邻叶片之间的间距为4~9 mm。
10、可选地,所述叶片的向心端与所述焊接处外侧长度为2~4 mm。
11、可选地,所述焊接点与集流盘中心之间的长度为10 mm~15 mm。
12、可选地,所述角度不等于120°。
13、根据本申请的另一个实施例,提供了上述的集流盘的圆柱电池。
14、与现有技术相对比,本申请具有以下优点:
15、(1)本申请的集流盘本体具有的半椭圆形叶片带有一定的空隙,能实现与卷心极耳焊接后能在径向实现柔性移动,避免因化成后电芯膨胀造成的径向而使卷心极耳焊接点的脱落。
16、(2)本申请的集流盘整体结构对称,不需要折叠等动作,简化了生产装配流程,便于焊接装配。
技术特征:
1.一种集流盘,其特征在于,包括半椭圆形叶片、定位孔与焊接点。
2.根据权利要求1所述的集流盘,其特征在于,所述叶片与所述集流盘之间存在空隙,空隙大小为0.1 mm~0.5 mm。
3.根据权利要求1所述的集流盘,其特征在于,所述叶片与卷心极耳通过焊接相连,焊接后所形成的区域为焊接处。
4.根据权利要求1所述的集流盘,其特征在于,所述集流盘与电池极柱通过焊接相连,形成焊接点。
5.根据权利要求1所述的集流盘,其特征在于,所述集流盘边沿上有3个定位孔,所述定位孔与集流盘中心的连接线之间的角度限定为80°~150°。
6.根据权利要求1所述的集流盘,其特征在于,所述半椭圆形叶片均匀分布在所述集流盘上,所述半椭圆形叶片与同侧相邻的任一半椭圆形叶片为相邻叶片,所述相邻叶片之间的间距为4~9 mm。
7.根据权利要求3所述的集流盘,其特征在于,所述叶片的向心端与所述焊接处外侧长度为2~4 mm。
8.根据权利要求4所述的集流盘,其特征在于,所述焊接点与集流盘中心之间的长度为10 mm~15 mm。
9.根据权利要求5所述的集流盘,其特征在于,所述角度不等于120°。
10.一种圆柱电池,其特征在于,包括权利要求1~9任一项所述的集流盘。
技术总结
本申请提供了一种集流盘,其特征在于,包括半椭圆形叶片、定位孔与焊接点。本申请所述的集流盘具有的半椭圆形叶片带有一定的空隙,能实现与卷心极耳焊接后能在径向实现柔性移动,避免因化成后电芯膨胀造成的径向而使卷心极耳焊接点的脱落。
技术研发人员:黄杜斌,付强,费英杰,李爱军,杨扬
受保护的技术使用者:浙江金羽新能源科技有限公司
技术研发日:20221117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!