用于转运太阳能电池片的转运载具及太阳能电池生产线的制作方法
1.本技术涉及光伏技术领域,更具体地,涉及一种用于转运太阳能电池片的转运载具及太阳能电池生产线。
背景技术:
2.随着光伏技术的发展,硅片的尺寸也越来越大,可以获得更高的电池效率。
3.随着硅片尺寸的增大,用于搬运大尺寸硅片的伯努利吸盘也较大,在需要吸附半片电池片时,适用于整片电池片的伯努利吸盘由于尺寸较大,无法吸附半片电池片,进行半片作业时需要更换生产线中的所有伯努利吸盘,导致停机调试时间过久,同时,新的吸盘大概率会有造成吸盘印的风险。
技术实现要素:
4.有鉴于此,本技术提供了一种用于转运太阳能电池片的转运载具及太阳能电池生产线,用于兼容半片太阳能电池片,减少调试时间,提高生产效率。
5.第一方面,本技术提供一种用于转运太阳能电池片的转运载具,转运载具包括至少两个真空发生装置以及承载真空发生装置的载具本体;载具本体包括上下交叠的第一承载结构和第二承载结构,在第一承载结构与第二承载结构相交叠的区域内,载具本体包括贯穿第一承载结构的第一通孔和贯穿第二承载结构的第二通孔,第一通孔的中心轴与第二通孔的中心轴重合,第一通孔的径向尺寸与第二通孔的径向尺寸相同;转运载具还包括旋转轴,旋转轴贯穿第一通孔和第二通孔;
6.第一承载结构具有朝向太阳能电池片的第一吸附面,第二承载结构具有朝向太阳能电池片的第二吸附面,且第一吸附面与第二吸附面位于同一平面。
7.可选地,其中:载具本体具有第一状态和第二状态;当载具本体处于第一状态时,第一承载结构的延伸线与第二承载结构的延伸线相互垂直;当载具本体处于第二状态时,第一承载结构的延伸线与第二承载结构的延伸线相交,夹角为非直角。
8.可选地,其中:转运载具还包括与旋转轴驱动连接的驱动件,驱动件用于通过旋转轴驱动载具本体在第一状态和第二状态之间转换。
9.可选地,其中:第一承载结构包括第一交叠部,第二承载结构包括第二交叠部,当第一承载结构与第二承载结构上下交叠时,第一交叠部位于第二交叠部的上方;
10.第一交叠部靠近太阳能电池片的一侧至第一吸附面的竖直距离,大于等于第二交叠部远离太阳能电池片的一侧至第二吸附面的竖直距离。
11.可选地,其中:第一交叠部靠近第二交叠部的一侧具有第一凹槽,沿第一承载结构的延伸方向,第一凹槽具有第一长度,第二交叠部在垂直于第二承载结构的延伸方向上具有第二宽度,第一长度大于第二宽度。
12.可选地,其中:真空发生装置有至少四个,且均匀分布于第一承载结构的两端和第二承载结构的两端;位于第一承载结构上的真空发生装置关于旋转轴对称分布,位于第二
承载结构上的真空发生装置关于旋转轴对称分布。
13.可选地,其中:真空发生装置包括伯努利真空装置。
14.可选地,其中:伯努利真空装置包括进气口、出气口以及与进气口和出气口连通的气室,进气口的末端与出气口的始端连通,出气口的末端与外界连通,出气口的末端与太阳能电池片相对设置。
15.可选地,其中:转运载具还包括缓冲结构,缓冲结构设于转运载具朝向太阳能电池片的一侧。
16.第二方面,本技术还提供一种太阳能电池生产线,太阳能电池生产线包括第一方面所描述的转运载具,转运载具包括多个伯努利真空装置,伯努利真空装置包括进气口,太阳能电池生产线还包括至少一个供气装置,供气装置与进气口连通,用于向伯努利真空装置提供压缩气体。
17.与现有技术相比,本技术提供的一种用于转运太阳能电池片的转运载具及太阳能电池生产线,至少实现了如下的有益效果:
18.本技术所提供的用于转运太阳能电池片的转运载具,通过位于载具本体上的真空发生装置来吸附太阳能电池片,并在保持吸附状态的情况下对太阳能电池片进行转运。一方面,在吸附太阳能电池片时,真空发生装置所产生的吸附作用使得太阳能电池片被吸附在第一吸附面和第二吸附面上,转运载具可以承载着太阳能电池进行转运;位于同一平面的第一吸附面和第二吸附面使得太阳能电池片在被转运载具吸附时可以均匀受力,避免了在吸附太阳能电池片的过程中漏气现象的发生,同时避免了太阳能电池片的损坏。另一方面,在所要吸附及转运的太阳能电池片的尺寸发生改变时,仅需将第一承载结构和第二承载结构围绕旋转轴进行旋转,并将旋转角度调整为适合吸附当前太阳能电池片的角度即可继续利用同一转运载具进行吸附和转运,由此可见,本技术所提供的转运载具可以在实现吸附转运的同时兼容不同尺寸、不同形态的太阳能电池片,提高了生产效率,降低了生产成本。
19.当然,实施本技术的任一产品必不特定需要同时达到以上所述的所有技术效果。
20.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
21.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
22.图1所示为现有技术中一种伯努利吸盘吸附半片太阳能电池片的示意图;
23.图2所示为现有技术中另一种伯努利吸盘吸附半片太阳能电池片的示意图;
24.图3所示为本技术实施例所提供的一种转运载具在第一情况下的俯视图;
25.图4所示为本技术实施例所提供的一种转运载具在第二情况下的俯视图;
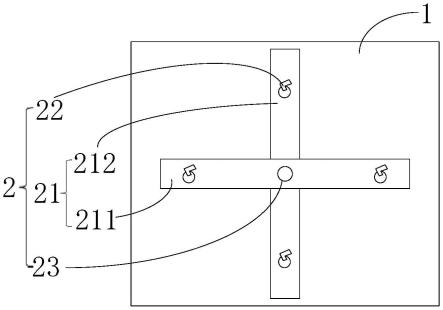
26.图5所示为本技术实施例所提供的载具本体在第一状态下时转运载具的俯视图;
27.图6所示为本技术实施例所提供的载具本体在第二状态下时转运载具的俯视图;
28.图7所示为本技术实施例所提供的载具本体在第一状态下时转运载具的侧视图。
具体实施方式
29.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
30.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
31.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
32.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
33.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
34.随着光伏技术的发展,光伏市场的竞争也日趋激烈,对于光伏组件的组件功率的需求不断攀升,硅片的尺寸也随着逐渐增大,以获得更高的电池效率。尤其对于n型大尺寸半片电池技术开发来说,技术储备迫在眉睫。
35.图1所示为现有技术中一种伯努利吸盘吸附半片太阳能电池片的示意图;图2所示为现有技术中另一种伯努利吸盘吸附半片太阳能电池片的示意图。
36.如图1和图2所示,随着硅片尺寸的增大,尤其是目前已有210mm的整片自动化设备,用于搬运大尺寸硅片的伯努利吸盘也较大,在需要吸附半片太阳能电池片时,适用于整片电池片的伯努利吸盘由于尺寸较大,无法吸附半片太阳能电池片,进行半片作业时需要更换所有自动化生产线以及所有工序中的伯努利吸盘,导致停机调试时间过久,吸盘费用过高,同时,新的吸盘大概率会有造成吸盘印的风险。
37.为了解决上述技术问题,本技术实施例提出了一种用于转运太阳能电池片的转运载具及太阳能电池生产线,用于兼容半片太阳能电池片,减少调试时间,提高生产效率。
38.以下结合附图和具体实施例进行详细说明。
39.图3所示为本技术实施例所提供的一种转运载具在第一情况下的俯视图;图4所示为本技术实施例所提供的一种转运载具在第二情况下的俯视图;图5所示为本技术实施例所提供的载具本体在第一状态下时转运载具的俯视图;图6所示为本技术实施例所提供的载具本体在第二状态下时转运载具的俯视图;图7所示为本技术实施例所提供的载具本体在第一状态下时转运载具的侧视图。
40.如图3~图7所示,本技术实施例提供一种用于转运太阳能电池片1的转运载具2,转运载具2包括至少两个真空发生装置22以及承载真空发生装置22的载具本体21;载具本体21包括上下交叠的第一承载结构211和第二承载结构212,在第一承载结构211与第二承载结构212相交叠的区域内,载具本体21包括贯穿第一承载结构211的第一通孔2111和贯穿第二承载结构212的第二通孔2121,第一通孔2111的中心轴与第二通孔2121的中心轴重合,第一通孔2111的径向尺寸与第二通孔2121的径向尺寸相同;转运载具2还包括旋转轴23,旋转轴23贯穿第一通孔2111和第二通孔2121;
41.第一承载结构211具有朝向太阳能电池片1的第一吸附面,第二承载结构212具有朝向太阳能电池片1的第二吸附面,且第一吸附面与第二吸附面位于同一平面。
42.具体实施时,如图3~图7所示,在需要转运太阳能电池片1时,转运载具2的第一承载结构211与第二承载结构212相交叠,在真空发生装置22的吸附作用下,转运载具2通过位于同一平面的第一吸附面和第二吸附面将太阳能电池片1吸附,之后进行转运;在所要吸附及转运的太阳能电池片1的尺寸发生改变时,可以将第一承载结构211和第二承载结构212围绕贯穿第一通孔2111和第二通孔2121的旋转轴23进行旋转,旋转至合适的角度后进行吸附和转运。
43.通过上述转运载具2的组成结构和具体实施过程可知,如图3~图7所示,本技术实施例所提供的用于转运太阳能电池片1的转运载具2,通过位于载具本体21上的真空发生装置22来吸附太阳能电池片1,并在保持吸附状态的情况下对太阳能电池片1进行转运。具体地,一方面,载具本体21所包括的第一承载结构211和第二承载结构212均具有朝向太阳能电池片1的吸附面,在吸附太阳能电池片1时,真空发生装置22所产生的吸附作用使得太阳能电池片1被吸附在第一吸附面和第二吸附面上,转运载具2可以承载着太阳能电池进行转运;其中,与太阳能电池片1相对的第一吸附面和第二吸附面位于同一平面,使得太阳能电池片1在被转运载具2吸附时可以均匀受力,避免了在吸附太阳能电池片1的过程中漏气现象的发生,同时避免了太阳能电池片1的损坏,提高了生产效率。另一方面,载具本体21所包括的第一承载结构211和第二承载结构212上下交叠,在相交叠的区域内,贯穿第一承载结构211的第一通孔2111和贯穿第二承载结构212的第二通孔2121具有相重合的中心轴及径向尺寸,即第一通孔2111和第二通孔2121相重合,便于与旋转轴23进行套设,有利于第一承载结构211和第二承载结构212的平滑旋转;在所要吸附及转运的太阳能电池片1的尺寸发生改变时,例如产线中的太阳能电池片1在整片形态的和半片形态之间发生更改时,仅需将第一承载结构211和第二承载结构212围绕旋转轴23进行旋转,并将旋转角度调整为适合吸附当前太阳能电池片1的角度即可继续利用同一转运载具2进行吸附和转运,由此可见,本技术实施例所提供的转运载具2可以在实现吸附转运的同时兼容不同尺寸、不同形态的太阳能电池片1,尤其兼容了整片及半片形态的太阳能电池片1,减少了更换转运载具2所需的停机调试时间及成本,避免了更换新的转运载具2后对太阳能电池片1的损坏,提高了生产效率,降低了生产成本。
44.在一些示例中,本技术实施例所提供的转运载具2包括至少两个真空发生装置22,如图3和图4所示,当真空发生装置22的数量为两个时,此时,第一承载结构211的一端和第二承载结构212的一端上下交叠,两个真空发生装置22分别设置于第一承载结构211和第二承载结构212的中段位置附近,且在第一承载结构211和第二承载结构212上的位置相同;旋转轴23贯穿相交叠的区域使得第一承载结构211和第二承载结构212可以围绕相交叠的端部旋转;在第一情况下,第一承载结构211的延伸线和第二承载结构212延伸线相交,且形成的锐角角度较大,便于转运载具2吸附转运较大尺寸或整片形态的太阳能电池片1,在第二情况下,第一承载结构211的延伸线和第二承载结构212延伸线相交,且形成的锐角角度较小,便于转运载具2吸附转运较小尺寸或半片形态的太阳能电池片1。当真空发生装置22的数量为三个时,可以在如图3和图4中所示的转运载具2中第一承载结构211和第二承载结构212的交叠区域添加一个真空发生装置22。
45.在一些示例中,如图5和图6所示,可以将真空发生装置22的数量设为有至少四个,且均匀分布于第一承载结构211的两端和第二承载结构212的两端,进一步提高了转运时的
稳定性及可靠性;位于第一承载结构211上的真空发生装置22关于旋转轴23对称分布,位于第二承载结构212上的真空发生装置22关于旋转轴23对称分布,使得第一承载结构211和第二承载结构212两端对太阳能电池片1的吸附力均等,保证了太阳能电池片1在被吸附转运时的受力均匀,避免因受力不均导致的漏气或太阳能电池片1损坏。
46.需要注意的是,本技术实施例对真空发生装置22的数量及位置不做限定,例如,当真空发生装置22的数量为四个时,第一承载结构211和第二承载结构212的两端各分布有一个真空发生装置22,且位于第一承载结构211中的真空发生装置22和位于第二承载结构212中的真空发生装置22均关于旋转轴23对称分布;真空发生装置22的数量还可以为8个、12个等等,位置也不仅限于图5和图6中所示的位置,此处仅做举例,并不具体限定。
47.在一些示例中,本技术实施例并不对第一承载结构和第二承载结构的具体形状及结构进行限定,第一承载结构和第二承载结构既可以是板条形的结构,也可以是框架式结构,此处仅做举例,并不具体限定。
48.需要注意的是,如图5~图7所示,由于本技术实施例所提供的转运载具2是利用真空发生装置22的吸附作用来转运太阳能电池片1,在调整第一承载结构211和第二承载结构212的旋转角度时,需要确保第一承载结构211和第二承载结构212的边缘不应超出太阳能电池片1,以免发生漏气导致吸附效果不佳或太阳能电池片1损坏。
49.作为一种可能的实现方式,如图5~图7所示,载具本体21具有第一状态和第二状态;当载具本体21处于第一状态时,第一承载结构211的延伸线与第二承载结构212的延伸线相互垂直;当载具本体21处于第二状态时,第一承载结构211的延伸线与第二承载结构212的延伸线相交,夹角为非直角。
50.基于此,如图5~图7所示,在所要转运的太阳能电池片1在整片形态的和半片形态之间发生更改时,载具本体21也相应在第一状态和第二状态下发生改变;当需要转运的太阳能电池片1为整片形态时,载具本体21处于第一状态,此时的第一承载结构211的延伸线与第二承载结构212的延伸线相互垂直,第一承载结构211与第二承载结构212之间形成了十字型交叉,在太阳能电池片1上的投影范围较大,便于对整片的太阳能电池片1进行吸附;当需要转运的太阳能电池片1为半片形态时,载具本体21处于第二状态,此时的第一承载结构211的延伸线与第二承载结构212的延伸线相交,且形成的夹角为非直角,第一承载结构211与第二承载结构212之间形成了x型交叉,在太阳能电池片1上的投影范围较小,便于对半片的太阳能电池片1进行吸附。由此可见,本技术实施例所提供的转运载具2,可以通过第一承载结构211和第二承载结构212的不同旋转角度实现载具本体21状态的改变,以适应不同形态的太阳能电池片1,提高了生产效率,降低了生产成本。
51.在一些示例中,载具本体的第一状态和第二状态不仅可以适用于太阳能电池片的整片形态和半片形态,还可以适用于不同尺寸的太阳能电池片,例如当载具本体处于第一状态时,可以适用于尺寸较大的太阳能电池片,当载具本体处于第二状态时,可以适用于尺寸较小的太阳能电池片。
52.在一些示例中,转运载具还包括与旋转轴驱动连接的驱动件,驱动件用于通过旋转轴驱动载具本体在第一状态和第二状态之间转换。
53.基于此,在需要转运的太阳能电池片的尺寸或形态发生改变时,载具本体的状态也做相应改变,第一承载结构和第二承载结构的旋转可以通过人工来手动实现,也可以利
用机械驱动的方式进行自动旋转;当第一承载结构和第二承载结构采用机械驱动的方式旋转时,可以通过与旋转轴相驱动连接的驱动件来驱动第一承载结构和第二承载结构的旋转,进行角度的调整,进而实现载具本体在第一状态和第二状态之间的转换。由此可见,采用机械驱动的方式减少了人工成本,并且稳定性更好,进一步提高了生产效率。
54.此外,在实际生产中采用机械驱动的方式来旋转第一承载结构和第二承载结构时,可以为转运的太阳能电池片进行参数预设来实现最佳的旋转角度及旋转次数等,避免生产再进行调整,进一步提高了生产效率。
55.示例性的,可以选用电动驱动或气动驱动的方式来驱动第一承载结构和第二承载结构的旋转,驱动件可以为电机或气缸,此处仅做举例,并不具体限定。
56.作为一种可能的实现方式,如图5~图7所示,第一承载结构211包括第一交叠部2112,第二承载结构212包括第二交叠部2122,当第一承载结构211与第二承载结构212上下交叠时,第一交叠部2112位于第二交叠部2122的上方;
57.第一交叠部2112靠近太阳能电池片1的一侧至第一吸附面的竖直距离,大于等于第二交叠部2122远离太阳能电池片1的一侧至第二吸附面的竖直距离。
58.基于此,如图5~图7所示,第一承载结构211包括与第二承载结构212交叠的第一交叠部2112,第二承载结构212包括与第一承载结构211交叠的第一交叠部2112,当第一承载结构211与第二承载结构212呈上下交叠时,第一交叠部2112位于第二交叠部2122的上方,即在第一承载结构211和第二承载结构212相交叠的区域内,第一承载结构211位于第二承载结构212的上方;同时,将第一交叠部2112靠近太阳能电池片1的一侧至第一吸附面的竖直距离,设置为大于等于第二交叠部2122远离太阳能电池片1的一侧至第二吸附面的竖直距离,使得第一承载结构211和第二承载结构212可以实现平整的交叠,避免第一承载结构211和第二承载结构212的吸附侧发生翘曲或不平,进而保证了第一吸附面和第二吸附面位于同一平面,以实现对太阳能电池片1的均匀吸附,提高了生产效率。
59.作为一种可能的实现方式,如图5~图7所示,第一交叠部2112靠近第二交叠部2122的一侧具有第一凹槽2113,沿第一承载结构211的延伸方向,第一凹槽2113具有第一长度,第二交叠部2122在垂直于第二承载结构212的延伸方向上具有第二宽度,第一长度大于第二宽度。
60.基于此,如图5~图7所示,为了实现第一承载结构211与第二承载结构212的上下交叠,可以将交叠区域内的第一承载结构211和第二承载结构212互相卡接,例如可以将位于上方的第一交叠部2112靠近第二交叠部2122的一侧设置为可以容纳第二交叠部2122的凹槽形式,即第一凹槽2113;在第一承载结构211的延伸方向上,第一凹槽2113具有第一长度,在与第二承载结构212的延伸方向相垂直的方向上,第二交叠部2122具有第二宽度,本技术实施例将第一长度设置为大于第二宽度,即在第一承载结构211和第二承载结构212呈十字型交叉时,在第一承载结构211的延伸方向上,第一交叠部2112所具有的第一凹槽2113与第二交叠部2122之间具有间距,使得第一承载结构211和第二承载结构212可以利用这个间距进行旋转,调节转运载具2在太阳能电池片1上的投影范围,便于转运载具2兼容不同尺寸及形态的太阳能电池片1,有利于提高生产效率,降低生产成本。
61.由此可见,第一长度和第二宽度之间的差值可以直接影响到第一承载结构和第二承载结构可旋转的范围,在实际的生产过程中,若需要较大的旋转范围,可以增大第一长度
和第二宽度之间的差值。第一长度和第二宽度的具体数值可以在实际生产中进行调整,本技术实施例并不对此进行限定。
62.作为一种可能的实现方式,真空发生装置包括伯努利真空装置。
63.基于此,考虑到太阳能电池片本身比较脆弱,本技术实施例中的真空发生装置可以为基于伯努利原理制造的伯努利真空装置,实现对太阳能电池片的非接触式吸附,柔和地抓取太阳能电池片,在保证了足够的吸附力的同时最大限度减少了与太阳能电池片之间的接触,减少了吸附过程中太阳能电池片的损耗,提高了成品率及生产效率。
64.示例性的,本技术实施例所提供的伯努利真空装置可以包括毛刷式伯努利吸盘、海绵式带负压检测伯努利吸盘、组合式伯努利吸盘、孔型吸盘、单体式伯努利吸盘、双芯伯努利吸盘、特芯伯努利吸盘、伯努利方形吸盘等等中的至少一种,此处仅做举例,并不具体限定。
65.在一些示例中,伯努利真空装置包括进气口、出气口以及与进气口和出气口连通的气室,进气口的末端与出气口的始端连通,出气口的末端与外界连通,出气口的末端与太阳能电池片相对设置。
66.基于此,当本技术实施例所提供的真空发生装置包括伯努利真空装置时,伯努利真空装置可以包括进气口和出气口,且进气口的末端与出气口的始端连通,出气口的末端与外界连通,形成了完整的通路,基于伯努利原理,在向伯努利真空装置的进气口的始端通入压缩气体后,气体流经进气口的末端和出气口的始端,最终由出气口的末端向外界喷出,且由于出气口的末端与太阳能电池片相对设置,由出气口末端喷射的气体在太阳能电池片之间形成气旋并产生负压,实现了对太阳能电池片的吸附,减少对太阳能电池片的损坏,提高了成品率及生产效率。
67.示例性的,本技术实施例并不对伯努利真空装置的具体结构及进气口和出气口的位置、形状及数量进行限定,目前可以用于吸附太阳能电池片的伯努利真空装置都可以应用到本技术实施例中;例如,进气口既可以位于伯努利真空装置的中心位置,与太阳能电池片相对,也可以位于伯努利真空装置的一侧,与太阳能电池片的延伸方向平行,还可以同时存在于同一个伯努利真空装置上,此处仅做举例,并不具体限定。
68.在一些示例中,所述伯努利真空装置还包括与进气口和出气口连通的气室。基于此,在向伯努利真空装置的进气口的始端通入压缩气体后,压缩气体会依次经过进气口的末端、气室和出气口的始端,最终由出气口的末端向外界喷射;对于分别位于第一承载结构或第二承载结构上的伯努利真空装置,既可以每个伯努利真空装置具有各自独立的气室,也可以将位于第一承载结构或第二承载结构上同一端的伯努利真空装置的气室连通,还可以将位于第一承载结构或第二承载结构上的所有伯努利真空装置连通,此处仅做举例,本技术并不对此进行限定。
69.在一些示例中,转运载具还包括缓冲结构,缓冲结构设于转运载具朝向太阳能电池片的一侧。基于此,为了进一步减小对太阳能电池片的损伤及变形,可以在转运载具朝向太阳能电池片的一侧设置缓冲结构,由于转运载具上的吸附力主要集中在真空发生装置附近,可以在真空发生装置周围设置缓冲结构来减少太阳能电池片的变形。
70.示例性的,缓冲结构可以包括毛刷、垫片等等,具体材质可以为橡胶、海绵、陶瓷等等,此处仅做举例,并不具体限定。
71.示例性的,本技术实施例并不对缓冲结构的具体数量、形状及分布等进行限定,具体实施时以减小太阳能电池片的损伤及变形进行设置。
72.基于同一发明构思,本技术还提供一种太阳能电池生产线,太阳能电池生产线包括上述实施例所提供的转运载具。转运载具包括多个伯努利真空装置,伯努利真空装置包括进气口,太阳能电池生产线还包括至少一个供气装置,供气装置与进气口连通,用于向伯努利真空装置提供压缩气体。
73.与现有技术相比,太阳能电池生产线的有益效果与上述实施例所提供的转运载具的有益效果相同,此处不再赘述。
74.此外,在本技术实施例所提供的太阳能电池生产线中,当转运载具所包括的真空发生装置为伯努利真空装置时,可以在太阳能电池生产线中设置至少一个供气装置,通过向伯努利真空装置的进气口提供压缩气体来使转运载具具有吸附力,实现太阳能电池片的转运。示例性的,本技术实施例所提供的太阳能电池生产线可以仅包括一个供气装置,向所有的伯努利真空装置提供压缩气体,此时可以将所有伯努利真空装置的进气口连通,也可以为供气装置添加多条支路与各个伯努利装置相连通;太阳能电池生产线也可以包括与伯努利真空装置一一对应的多个供气装置,还可以包括与转运载具一一对应的多个供气装置等等,本技术实施例并不对此进行限定。
75.综上,本技术提供的一种用于转运太阳能电池片的转运载具及太阳能电池生产线,至少实现了如下的有益效果:
76.本技术所提供的用于转运太阳能电池片的转运载具,通过位于载具本体上的真空发生装置来吸附太阳能电池片,并在保持吸附状态的情况下对太阳能电池片进行转运。一方面,在吸附太阳能电池片时,真空发生装置所产生的吸附作用使得太阳能电池片被吸附在第一吸附面和第二吸附面上,转运载具可以承载着太阳能电池进行转运;位于同一平面的第一吸附面和第二吸附面使得太阳能电池片在被转运载具吸附时可以均匀受力,避免了在吸附太阳能电池片的过程中漏气现象的发生,同时避免了太阳能电池片的损坏。另一方面,在所要吸附及转运的太阳能电池片的尺寸发生改变时,仅需将第一承载结构和第二承载结构围绕旋转轴进行旋转,并将旋转角度调整为适合吸附当前太阳能电池片的角度即可继续利用同一转运载具进行吸附和转运,由此可见,本技术所提供的转运载具可以在实现吸附转运的同时兼容不同尺寸、不同形态的太阳能电池片,提高了生产效率,降低了生产成本。
77.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1