用于二次电池的负极、制造该负极的方法和包括该负极的锂二次电池与流程
1.相关申请的交叉引用
2.本技术要求于2021年2月26日在韩国知识产权局提交的韩国专利申请no.10-2021-0026804的权益,该专利申请的内容通过引用全部并入本说明书中。
3.本公开涉及一种活性材料层的抗剥离性和粘合性得到改善并由此可以改善负极和锂二次电池的寿命特性的用于二次电池的负极;制造所述负极的方法;和包括所述负极的锂二次电池。
背景技术:
4.随着对移动设备、电动汽车等的技术发展和需求增加,对作为能源的二次电池的需求也急剧增加。在这种二次电池中,表现出高能量密度和电压、具有长循环寿命和低放电率的锂二次电池现在被商业化并且广泛使用。
5.通常,锂二次电池具有如下结构,其中将包含锂盐的电解液浸渍到其中多孔隔膜插入在正极与负极之间的电极组件中,正极和负极各自在金属集流体上涂布有活性材料,并且各个电极通过将其中活性材料、粘合剂和导电材料分散在溶剂中的浆料组合物涂布到金属集流体上,压制并且干燥涂布的浆料组合物来制造。
6.因此,锂二次电池的寿命特性可以主要根据电极,特别是活性材料层的电化学特性保持多久来决定。然而,在现有的锂二次电池的情况下,随着使用时间的流逝,活性材料层从负极中的金属集流体上剥离,并且锂二次电池的寿命特性经常劣化。
7.这似乎是因为负极的活性材料层包含具有与金属不同的性能的石墨类负极活性材料作为主要成分,因此,难以确保充分的对金属集流体的粘合性、密合性和抗剥离性。由于负极的活性材料层的这种差的密合性,存在的缺点是,经过锂二次电池的使用期之后活性材料层容易从金属集流体上剥离,并且剥离的活性材料层不能再充当锂二次电池的活性区域,这引起锂二次电池的充电/放电循环特性急剧劣化的问题。
8.由于这些问题,仍然需要持续开发一种能够进一步改善负极中包含的活性材料层的粘合性等并且改善锂二次电池的寿命特性的技术。
技术实现要素:
9.技术问题
10.本公开的一个目的是提供一种用于二次电池的负极和制造所述负极的方法,所述负极的活性材料层与金属集流体的抗剥离性和粘合性得到改善,由此可以改善负极和锂二次电池的寿命特性。
11.本公开的另一目的是提供一种锂二次电池,该锂二次电池包括所述用于二次电池的负极并由此表现出改善的寿命特性。
12.技术方案
13.根据本公开的一个实施方案,提供一种用于二次电池的负极,包括:
14.金属集流体;和
15.活性材料层,该活性材料层形成在所述金属集流体上并且包含负极活性材料、粘合剂和导电材料,
16.其中,在使用saicas仪器用微刀片以恒定的切削速度切削所述活性材料层时,当根据下面等式1计算各个切削深度的剪切强度时,所述活性材料层在10μm至40μm的切削深度下测量的剪切强度的平均值为1.6mpa以上。
17.[等式1]
[0018][0019]
在等式1中,τs表示所述各个切削深度的剪切强度,b表示所述微刀片的宽度,t0表示所述切削深度,表示剪切角,
[0020]
fh和fv表示分别施加于所述微刀片以保持恒定的切削速度的水平力和垂直力的测量值。
[0021]
根据本公开的另一实施方案,提供一种制造所述用于二次电池的负极的方法,该方法包括以下步骤:
[0022]
将包含负极活性材料、粘合剂、导电材料和溶剂的浆料组合物涂布到金属集流体上;和
[0023]
经过第一步骤和第二步骤轧制所述浆料组合物,
[0024]
其中,当计算由下面等式2定义的轧制率时,进行第一轧制和第二轧制以使第一轧制率/第二轧制率为5以上。
[0025]
[等式2]
[0026]
轧制率(%)=[轧制之后浆料组合物的厚度减少(μm)/轧制之前浆料组合物的厚度(μm)]*100
[0027]
根据本公开的又一实施方案,提供一种锂二次电池,包括所述用于二次电池的负极。
[0028]
有益效果
[0029]
根据本公开,通过控制负极的制造工艺过程中的轧制步骤的进行条件的简单方法,可以制造和提供一种活性材料层与金属集流体的抗剥离性和粘合性大大改善的用于二次电池的负极。
[0030]
在这种用于二次电池的负极中,即使当锂二次电池长时间使用时,也可以大大减少活性材料层从金属集流体上剥离的现象,因此,可以长时间保持锂二次电池的优异的充电/放电循环特性。
[0031]
因此,包括所述用于二次电池的负极的锂二次电池表现出大大改善的寿命特性,由此可以非常优选地用作电源装置如移动设备和电动汽车。
附图说明
[0032]
图1是示出在使用saicas仪器用微刀片切削活性材料层时测量各个切削深度的剪切强度的一个实例的示意图;
[0033]
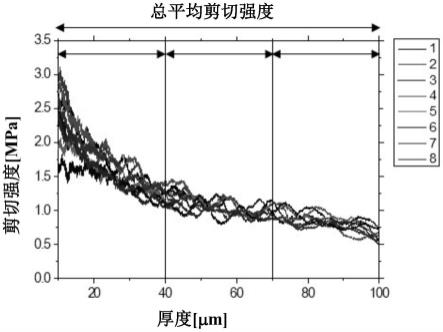
图2是示出关于分别在比较例1至比较例5(样品编号:1和5至8)和实施例1至实施例3(样品编号:2至4)中制备的负极的各个切削深度的活性材料层的剪切强度的测量结果的图。
具体实施方式
[0034]
下文中,将参照附图更详细地描述根据本公开的一个实施方案的用于二次电池的负极、制造所述负极的方法和包括所述负极的锂二次电池。
[0035]
根据本公开的一个实施方案,提供一种用于二次电池的负极,包括:
[0036]
金属集流体;和
[0037]
活性材料层,该活性材料层形成在所述金属集流体上并且包含负极活性材料、粘合剂和导电材料,
[0038]
其中,在使用saicas仪器用微刀片以恒定的切削速度切削所述活性材料层时,当根据下面等式1计算各个切削深度的剪切强度时,所述活性材料层在10μm至40μm的切削深度下测量的剪切强度的平均值为1.6mpa以上。
[0039]
[等式1]
[0040][0041]
在等式1中,τs表示各个切削深度的剪切强度,b表示所述微刀片的宽度,t0表示所述切削深度,表示剪切角,
[0042]
fh和fv表示分别施加于所述微刀片以保持恒定的切削速度的水平力和垂直力的测量值。
[0043]
本发明人持续他们的研究,以通过不显著改变现有的负极制造工艺的简单方法来改善负极的活性材料层与金属集流体的粘合性和抗剥离性。
[0044]
作为这种持续研究的结果,本发明人发现,除了包含负极活性材料、粘合剂和导电材料的活性材料层的表面部分,以及与金属集流体的界面部分之外,在活性材料层的中心部分(即,活性材料层的切削深度为10μm至40μm)处测量的抗切削剪切强度也可以达到一定水平以上,从而大大改善活性材料层与金属集流体的粘合性和抗剥离性。这似乎是因为,由于粘合剂、导电材料和负极活性材料在物理上更紧密地粘合,因此,在中心部分处具有高抗切削剪切强度的活性材料层可以以更高的粘合力紧密地粘附至金属集流体的表面。
[0045]
另外,基于上述发现,本发明人持续了他们对能够形成在中心部分处具有更高的抗切削剪切强度的活性材料层的负极的制造方法的研究。作为这种持续研究的结果,本发明人发现,在负极的制造过程中,进行包括第一步骤和第二步骤的多次轧制,但是进行多次轧制步骤使得第一轧制率范围和第二轧制率范围在一定范围内,由此,可以制备具有更高的剪切强度的活性材料层和包括该活性材料层的负极,从而完成本公开。
[0046]
如上所述,根据本公开的实施方案,可以通过相对简单的方法制造和提供一种活性材料层与金属集流体的抗剥离性和粘合性大大改善的用于二次电池的负极。在这种用于二次电池的负极中,即使当锂二次电池长时间使用时,也可以大大降低活性材料层从金属集流体上剥离的现象,由此,可以大大改善锂二次电池的寿命特性。
[0047]
现在,将更详细地描述一个实施方案的用于二次电池的负极。
[0048]
一个实施方案的用于二次电池的负极基本上包括:金属集流体;和在所述金属集流体上形成的活性材料层。
[0049]
作为所述金属集流体,可以使用之前已经用作如锂二次电池的电极集流体的任意金属集流体,例如,具有导电性而不在电池中引起化学变化的金属集流体,而没有特别地限制。所述金属集流体的具体实例包括:包含选自铜、不锈钢、铝、镍和钛中的至少一种金属的集流体。在这些金属集流体中,考虑到用于二次电池的负极的优异的导电性和与活性材料层的优异的粘合性,可以使用铜集流体。
[0050]
对所述金属集流体的厚度没有特别地限制,但是厚度可以为3μm至500μm,或5μm至100μm,或7μm至50μm,这是通常应用的厚度。
[0051]
另外,所述活性材料层可以包含,例如,负极活性材料,该负极活性材料包含石墨类活性材料、粘合剂和导电材料。
[0052]
其中,所述负极活性材料的具体实例包括:选自天然石墨、人造石墨、纤维状人造石墨、石墨化炭黑和石墨化纳米纤维中的至少一种石墨类活性材料,并且除了石墨类活性材料之外,还可以包含附加的活性材料如硅类活性材料。
[0053]
另外,作为所述粘合剂,可以使用各种聚合物粘合剂,如聚偏二氟乙烯-六氟丙烯共聚物(pvdf-co-hfp)、聚偏二氟乙烯、聚丙烯腈、聚甲基丙烯酸甲酯、聚乙烯醇、羧甲基纤维素(cmc)、淀粉、羟丙基纤维素、再生纤维素、聚乙烯吡咯烷酮、四氟乙烯、聚乙烯、聚丙烯、聚丙烯酸、丁苯橡胶(sbr)或各种其它共聚物等。其中,考虑到与金属集流体的优异的粘合性,以及对负极活性材料和导电材料的优异的分散性,可以优选使用聚偏二氟乙烯类聚合物或共聚物。
[0054]
对导电材料没有特别地限制,只要其具有高导电性而不在相应的电池中引起化学变化即可,例如,可以使用石墨,如天然石墨和人造石墨;炭黑类导电材料,如炭黑、乙炔黑、科琴黑、槽黑、炉黑、灯黑和热炭黑;导电纤维,如碳纤维和金属纤维;金属粉末,如氟化碳粉末、铝粉和镍粉;导电晶须,如氧化锌和钛酸钾;导电金属氧化物,如氧化钛;导电材料,如聚亚苯基衍生物。
[0055]
然而,当主要使用石墨类活性材料作为负极活性材料时,考虑到其优异的分散性和电性能,可以适当使用炭黑类导电材料。
[0056]
另一方面,所述活性材料层可以包含:80重量%至98重量%,或85重量%至98重量%,或90重量%至97重量%的所述负极活性材料;0.5重量%至15重量%,或0.7重量%至10重量%,或1重量%至5重量%的所述粘合剂;和0.1重量%至10重量%,或0.2重量%至5重量%,或0.3重量%至2重量%的所述导电材料。
[0057]
由于活性材料层以这种含量范围包含负极活性材料、粘合剂和导电材料,因此,可以实现负极活性材料和导电材料的均匀分散性,同时可以进一步改善活性材料层与金属集流体的粘合性,并且可以实现用于二次电池的负极的优异的电化学性能。
[0058]
另一方面,一个实施方案的用于二次电池的负极通过如下工艺形成,包括:在金属集流体上涂布包含上述负极活性材料、粘合剂和导电材料以及用于分散它们的溶剂的浆料组合物,然后,通过后面描述的多个轧制步骤轧制和干燥涂布的浆料组合物。
[0059]
通过这种工艺,在使用saicas仪器用微刀片以恒定的切削速度切削活性材料层时,当根据等式1计算各个切削深度的剪切强度时,所述活性材料层形成为使得在10μm至40
μm的切削深度下测量的剪切强度的平均值为1.6mpa以上,或1.6mpa至3mpa,或1.65mpa至2mpa。
[0060]
如上面已经描述的,由于活性材料层形成为各个切削深度具有这种平均剪切强度,因此,活性材料层可以表现出优异的对金属集流体的抗剥离性和粘合性,由此可以确认,活性材料层长时间保持电化学性能,使得包括所述活性材料层的锂二次电池可以表现出优异的寿命特性。
[0061]
图1是示出在使用saicas仪器用微刀片切削活性材料层时测量各个切削深度的剪切强度的一个实例的示意图。
[0062]
如图1中所示,为了测量活性材料层的各个切削深度的剪切强度,可以使用saicas仪器中提供的微刀片,通过设置恒定的剪切角()以恒定的切削速度来切削活性材料层。在进行这种切削时,分别测量施加于微刀片的水平力(fh)和垂直力(fv)以保持恒定的切削速度,并且由这些测量结果,可以根据等式1计算各个切削深度的剪切强度(τs)。
[0063]
由这种计算结果,例如,可以以图2中所示的形式导出各个切削深度的剪切强度的关系。将这种测量重复多次,例如,3至5次,可以导出各个切削深度的平均剪切强度。
[0064]
作为本发明人持续实验的结果,可以确认,在切削深度为10μm以下的部分中,由于切削之前产生压制和切削阻力,因此数据的可靠性降低。此外,作为本发明人持续实验的结果,可以确认,由于在活性材料层的中心部分,即,在10μm至40μm的厚度(切削深度)部分中导出的平均剪切强度值更高,因此活性材料层与金属集流体的抗剥离性和粘合性最优异。
[0065]
因此,包括具有在10μm至40μm的厚度(切削深度)部分中导出的高平均剪切强度值的活性材料层的一个实施方案的负极的金属集流体与活性材料层之间的粘合性优异并且抗剥离性优异,由此可以显著改善锂二次电池的寿命特性。然而,当平均剪切强度值太高时,表示轧制步骤过度进行,并且可以确认,活性材料层自身的电化学性能会劣化,并且基本上观察不到进一步改善粘合性的效果。
[0066]
另一方面,上述平均剪切强度的详细测量方法也记载于“2019韩国汽车工程学会,光州湖南分会,春季会议,saicas聚合物薄膜的测量方法”等中,并且可以使用可商购自daipla和其它公司的通用saicas设备来进行测量。
[0067]
如上所述,由于一个实施方案的负极包括满足各个预定切削深度的平均剪切强度范围的活性材料层,因此,所述活性材料层可以表现出优异的与金属集流体的粘合性和抗剥离性。
[0068]
例如,将所述活性材料层以30gf/20mm至50gf/20mm,或31gf/20mm至40gf/20mm的粘合力粘合至金属集流体,并且可以长时间保持优异的电化学性能,并且可以保证锂二次电池的优异的长寿命特性。
[0069]
上述实施方案的负极可以通过包括预定轧制条件的制造方法来制造。因此,根据本公开的另一实施方案,提供一种制造上述实施方案的用于二次电池的负极的方法,该方法包括以下步骤:
[0070]
将包含负极活性材料、粘合剂、导电材料和溶剂的浆料组合物涂布到金属集流体上;和
[0071]
经过第一步骤和第二步骤轧制所述浆料组合物,
[0072]
其中,当计算由下面等式2定义的轧制率时,进行第一轧制和第二轧制以使第一轧
制率/第二轧制率为5以上。
[0073]
[等式2]
[0074]
轧制率(%)=[轧制之后浆料组合物的厚度减少(μm)/轧制之前浆料组合物的厚度(μm)]*100
[0075]
根据本公开的另一实施方案,将用于形成活性材料层的浆料组合物涂布到金属集流体上,然后进行多次包括第一步骤和第二步骤的轧制步骤,其中,进行多次轧制步骤使得由等式2定义的第一和第二轧制率之比的范围为5以上,或5至30或5至25,从而形成用于二次电池的负极。
[0076]
由于在这些条件下进行多次轧制步骤,因此,可以确认,活性材料层是致密的,同时抑制对负极活性材料和导电材料的损坏并且保持优异的电化学性能,由此,可以制备具有一个实施方案的平均剪切强度范围并由此表现出优异的粘合性和抗剥离性的活性材料层和负极。然而,当第一和第二轧制率范围太小时,不能适当地得到由于一个实施方案的负极引起的优异的粘合性。相反,当第一和第二轧制率范围过大时,负极活性材料会损坏,并且负极的电化学性能会劣化。
[0077]
另一方面,在另一实施方案的制造方法中,首先,将上述负极活性材料、导电材料和粘合剂与用于分散它们的溶剂混合,以形成浆料组合物。此时,负极活性材料、导电材料和粘合剂的类型与上面描述的相同,并且它们的含量范围也与上述最终形成的活性材料层中包含的各个成分的含量范围相同,因此,将省略其附加描述。
[0078]
另外,作为所述溶剂,可以使用之前使用的用于负极浆料组合物的常规溶剂,例如,n-甲基吡咯烷酮、丙酮、水等,并且可以通过混合和搅拌这种溶剂来形成浆料组合物,使得固体含量浓度为30重量%至70重量%,或40重量%至60重量%。
[0079]
形成浆料组合物之后,可以通过常规的涂布方法将浆料组合物涂布到负极集流体上。对这种涂布方法没有特别地限制,例如,可以应用使用狭缝模具的涂布方法,或者可以应用其它的迈耶棒涂布法、凹版涂布法、浸涂法、喷涂法等而没有任何特别地限制。
[0080]
另外,可以将浆料组合物涂布到金属集流体上至最终形成的活性材料层的厚度,例如,厚度范围为50μm至400μm,或100μm至300μm,并且考虑到上述第一和第二轧制率范围,至100μm至500μm或150μm至400μm的厚度。
[0081]
在这种涂布步骤之后,例如,使用辊压装置如辊压机对浆料组合物进行包括第一轧制步骤和第二轧制步骤的多个轧制步骤。具体地,在另一实施方案的制造方法中,当分别对第一轧制步骤和第二轧制步骤计算如等式2中定义的轧制步骤之后的厚度减少与轧制步骤之前的初始厚度之比的轧制率时,进行第一轧制步骤和第二轧制步骤,使得第一轧制率/第二轧制率为5以上,或5以上,或5至30或5至25。
[0082]
为了实现这些第一和第二轧制率之比,可以控制在第一轧制步骤和第二轧制步骤中施加于浆料组合物的压力,例如,可以进行各个轧制步骤使得第一轧制率为20%至40%,或22%至35%,或25%至30%,并且第二轧制率为0.5%至6%,或0.7%至5.5%,或0.9%至5.2%。
[0083]
为了实现这些第一和第二轧制率,例如,在第一轧制步骤中,可以对浆料组合物施加0.5mpa至50mpa或1mpa至20mpa的压力。此外,考虑到第一轧制步骤和第二轧制步骤的轧制率范围,在第二轧制步骤中,可以以比第一轧制步骤减小的比例施加压力,例如,以在第
一轧制步骤中施加的压力的1/3以下,或1/5以下的压力下施加压力。然而,可以考虑各个浆料组合物的组成、轧制装置的特性等来不同地控制在这些轧制步骤中各自施加的压力范围。这可以以本领域技术人员显而易见的方式来调节。
[0084]
另外,包括第一轧制步骤和第二轧制步骤的多个轧制步骤可以在15℃至30℃的温度下进行。
[0085]
进行上述轧制步骤之后,还可以进行干燥所述浆料组合物以除去溶剂的步骤,并且这种干燥步骤可以通过,例如,应用红外线干燥装置等的常规方法进行。
[0086]
在通过上述方法制造的用于二次电池的负极中,活性材料层可以表现出与金属集流体的优异的粘合性和抗剥离性,因此,包括所述负极的锂二次电池可以表现出显著改善的寿命特性。
[0087]
另一方面,根据本公开的另一实施方案,提供一种锂二次电池,包括上述用于二次电池的负极。这种锂二次电池可以通过将包含锂盐的电解液注入到包括正极、如上所述的负极和插入它们之间的隔膜的电极组件中来制造和提供。
[0088]
正极可以通过混合正极活性材料、导电材料、粘合剂和溶剂以制备浆料组合物,然后将其直接涂布到金属集流体上,或者浇铸到单独的载体上并且将从所述载体上剥离下来的正极活性材料膜层压在金属集流体上来制造。
[0089]
用于正极的活性材料可以包括选自licoo2、linio2、limn2o4、licopo4、lifepo4和lini
1-x-y-z
co
x
m1ym2zo2(m1和m2各自独立地是选自al、ni、co、fe、mn、v、cr、ti、w、ta、mg和mo中的任意一种,x、y和z各自独立地是氧化物组成的元素的原子分数,即0≤x《0.5,0≤y《0.5,0≤z《0.5,0《x+y+z≤1)中的任意一种活性材料粒子,或它们中的两种或更多种的混合物。
[0090]
另一方面,导电材料、粘合剂和溶剂可以以与用于制造负极的相同的方式使用。
[0091]
作为所述隔膜,可以单独使用用作隔膜的常规多孔聚合物膜,例如,由聚烯烃类聚合物如乙烯均聚物、丙烯均聚物、乙烯/丁烯共聚物、乙烯/己烯共聚物和乙烯/甲基丙烯酸酯共聚物制成的多孔聚合物膜,或者可以将这些物质层压并且使用。此外,可以使用具有高离子渗透性和机械强度的绝缘薄膜。所述隔膜可以包括其中陶瓷材料薄薄地涂布在隔膜的表面上的安全性增强隔膜(srs)。此外,可以使用常规的多孔非织造织物,例如,由高熔点玻璃纤维、聚对苯二甲酸乙二醇酯纤维等制成的非织造织物,但是不限于此。
[0092]
所述电解液可以包含锂盐和用于溶解锂盐的有机溶剂。
[0093]
锂盐可以不受限制地使用,只要其通常用于二次电池的电解液中即可。例如,作为锂盐的阴离子,可以使用选自f-、cl-、i-、no
3-、n(cn)
2-、bf
4-、clo
4-、pf
6-、(cf3)2pf
4-、(cf3)3pf
3-、(cf3)4pf
2-、(cf3)5pf-、(cf3)6p-、cf3so
3-、cf3cf2so
3-、(cf3so2)2n-、(fso2)2n-、cf3cf2(cf3)2co-、(cf3so2)2ch-、(sf5)3c-、(cf3so2)3c-、cf3(cf2)7so
3-、cf3co
2-、ch3co
2-、scn-和(cf3cf2so2)2n-中的一种。
[0094]
电解液中包含的有机溶剂可以不受限制地使用,只要其是常用的即可。通常,可以使用选自碳酸亚丙酯、碳酸亚乙酯、碳酸二乙酯、碳酸二甲酯、碳酸甲乙酯、碳酸甲丙酯、碳酸二丙酯、二甲亚砜、乙腈、二甲氧基乙烷、二乙氧基乙烷、碳酸亚乙烯酯、环丁砜、γ-丁内酯、亚硫酸丙烯酯和四氢呋喃中的至少一种。
[0095]
具体地,在碳酸酯类有机溶剂中,作为环状碳酸酯的碳酸亚乙酯和碳酸亚丙酯是具有高粘度的有机溶剂,并且具有高介电常数,由此使锂盐良好地解离在电解液中,因此可
以优选使用它们。当将这种环状碳酸酯与具有低粘度、低介电常数的链状碳酸酯如碳酸二甲酯和碳酸二乙酯以适当的比例混合时,可以制造具有高导电性的电解液,因此可以更优选使用。
[0096]
任选地,所述电解液还可以包含添加剂,如常规电解液中包含的过充电抑制剂。
[0097]
所述锂二次电池可以通过在正极与负极之间放置隔膜以形成电极组件,并将电极组件放置在,例如,袋、圆柱形电池壳或棱柱形电池壳中,然后注入电解液来制造。或者,所述锂二次电池可以通过将电极组件层压,然后用电解液将其浸渍,并将得到的结果放入电池壳中并且密封壳来完成。
[0098]
所述锂二次电池可以是堆叠型、卷绕型、堆叠折叠型或电缆型。
[0099]
上述锂二次电池不仅可以用于用作小型设备的电源的电池单元中,而且可以优选地用作包括多个电池单元的中型或大型电池模块中的单元电池。中型或大型装置的优选实例包括电动汽车、混合动力电动车、插电式混合动力电动车、电力存储系统等。具体地,其可以有效地用于要求高输出的领域的混合动力电动车以及新能源和可再生能源蓄电池中。
[0100]
下文中,提供优选实施方案以帮助理解本公开。然而,下面的实施例仅用于说明的目的,并且不意在限制本公开。
[0101]
实施例1至实施例3(样品编号:2至4)和比较例1至比较例5(样品编号:1和5至8):制造用于二次电池的负极
[0102]
将石墨类活性材料(qcg-x2;石墨)、作为负极导电材料的炭黑(super c65)、增稠剂(daicel2200:羧甲基纤维素(cmc))和粘合剂(adb22d;丁苯橡胶(sbr)类聚合物)以96.5:0.5:1.1:2.8的比例混合85分钟,然后向其中加入用于形成浆料的溶剂(水),以形成固体含量为55.5重量%的负极浆料组合物。
[0103]
使用铜集流体(厚度为8μm,宽度为260mm)作为负极集流体,并将负极浆料组合物以15mg/cm2的载量涂布在其一个表面上(涂布后的厚度为300μm)。
[0104]
分别在下面表1中总结的条件下在室温下对以这种方式涂布到铜集流体上的浆料组合物进行第一轧制步骤和第二轧制步骤(比较例1仅进行第一轧制步骤)。作为参考,浆料组合物的初始涂层厚度、第一轧制步骤和第二轧制步骤之后浆料组合物的厚度、和根据等式2计算的各个轧制率范围一起示于下面表1中。
[0105]
这种轧制步骤之后,在50℃至100℃下以605g/min的蒸发速率进行中红外辐射干燥15分钟至100分钟。由此,制造实施例1至实施例3(样品编号:2至4)和比较例1至比较例5(样品编号:1和5至8)的负极。
[0106]
[表1]
[0107][0108]
试验例1:导出各个切削深度的剪切强度和平均剪切强度
[0109]
在实施例和比较例中制造的负极中,通过下面的方法测量和计算活性材料层的各个切削深度的剪切强度和平均剪切强度。
[0110]
首先,使用saicas(日本daipla)设备。将各个负极样品放置在这种saicas仪器的样品台上。然后,在将宽度为1mm的微刀片边缘以10
°
的后角和20
°
的切削角与活性材料层的表面接触的状态下,在以恒定的垂直速度(0.05μm/秒)和水平速度(0.5μm/秒)移动微刀片的同时切削活性材料层。此时,余量角(margin angle)和切削角的定义通过“2019韩国汽车工程学会,光州湖南分会,春季会议,saicas聚合物薄膜的测量方法”等是已知的,并且切削步骤中的剪切角可以由余量角和切削角计算,如通过上述文献已知的。
[0111]
为了在进行这种切削的同时保持用于切削的水平速度和垂直速度恒定,分别测量施加于微刀片的垂直力(fv)和水平力(fh)。
[0112]
由这些垂直力和水平力的测量结果,根据下面等式1计算各个切削深度的剪切强度。
[0113]
[等式1]
[0114][0115]
在等式1中,τs表示各个切削深度的剪切强度,b表示微刀片的宽度,t0表示切削深度,表示剪切角,
[0116]
fh和fv表示分别施加于微刀片以保持恒定的切削速度的水平力和垂直力的测量值。
[0117]
对于各个样品,将各个切削深度的剪切强度的测量和计算重复3次,这些计算结果示于图2中。作为参考,在图2中以表1和表2的样品编号总结了各个实施例和比较例的负极。
[0118]
从各个切削深度的剪切强度的计算结果来看,除了定量数据与活性材料层的粘合性之间的相关性差的切削(厚度)区域的深度之外,将测量和计算的切削深度为10μm至40μm的剪切强度取平均值,并且计算各个实施例和比较例的活性材料层的剪切强度的平均值,并总结在下面表2中。
[0119]
[表2]
[0120][0121][0122]
参照表2,可以确认,第一轧制率/第二轧制率的范围为5以上,或5至30,并且在进行了第一轧制步骤和第二轧制步骤的实施例1至实施例3中,最终达到1.6mpa以上的剪切强度的平均值。
[0123]
试验例2:测量活性材料层的粘合力
[0124]
在实施例和比较例中制造的负极中,活性材料层与金属集流体之间的粘合力通过以下方法测量。
[0125]
首先,将各个负极样品切割为预定尺寸(20mm
×
100mm)并且固定在载玻片上,然后测量铜集流体与负极活性材料层的180
°
粘合力。-每个样品的粘合力测量三次,并且计算平均值。由此计算的粘合力总结在下面表3中。
[0126]
[表3]
[0127][0128]
参照表3,可以确认,与比较例相比,实施例的活性材料层表现出优异的对铜集流体的粘合性。由此,可以认为,在提高活性材料层的由于外力的抗断裂性和机械耐久性的同时,传递至活性材料层/金属集流体界面的外力减小,并且活性材料层的抗剥离性提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1