一种装配式的电池托盘及其装配方法与流程
本发明属于电池托盘领域,特别涉及一种装配式的电池托盘及其装配方法。
背景技术:
1、电池托盘用于安装和承托电池包,其由边框框架和托盘底板构成,托盘底板边缘与边框框架拼装焊接,但是由于托盘底板为一面积较大的整块式结构,底板自身的变形难以保证,从而使得底板边缘所处的焊缝位置在底板法向上不能够完全处在同一平面上。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种装配式的电池托盘及其装配方法,通过多个拼接底板与焊接载体条导向滑动装配,能够构成基于滑动平面的焊缝,使得焊缝位置处于同一平面上。
2、技术方案:为实现上述目的,本发明的技术方案如下:
3、一种装配式的电池托盘,包括用于围合成边框框架的边框纵梁和边框横梁,所述边框框架内圈设置有托盘底板,所述托盘底板包含有若干在边框纵梁长度方向上依次拼接的拼接底板,所述边框纵梁上沿长度方向设置有对应于拼接底板的焊接载体条,所述拼接底板上朝向于边框纵梁的侧壁上包含有与焊接载体条对应的焊接塑变体,所述焊接塑变体相对于焊接载体条在边框纵梁方向上导向滑动装配,且所述焊接载体条与焊接塑变体之间构成了基于滑动平面的焊缝。
4、进一步的,所述焊接塑变体包括位于电池托盘内腔的内侧塑变条和位于电池托盘底部的外侧塑变条,所述内侧塑变条与外侧塑变条在拼接底板的法向上平行间距设置,且构成能够用于焊接载体条活动嵌入的焊接凹槽。
5、进一步的,所述焊接载体条朝向于内侧塑变条、外侧塑变条的侧面为熔焊载体面,所述内侧塑变条、外侧塑变条对应于熔焊载体面的侧面为熔焊面,所述熔焊载体面与熔焊面之间构成平行于拼接底板的焊接面,在焊接状下,至少一个所述熔焊面以熔融状态附着且粘结在所述熔焊载体面上。
6、进一步的,所述外侧塑变条受热塑性变形且坍缩在焊接载体条上,所述外侧塑变条所对应的熔焊面熔焊在焊接载体条上。
7、进一步的,所述内侧塑变条与焊接载体条呈独立式的贴合接触设置。
8、进一步的,所述焊接载体条上位于两组熔焊载体面之间包含有补偿面,所述焊接凹槽的槽底面平行且间隙于补偿面设置,所述补偿面与槽底面之间构成补偿缝隙。
9、进一步的,所述补偿面上对应于外侧塑变条的一侧凹设有容置凹槽,且所述容置凹槽连通于外侧塑变条所对应的熔焊载体面,所述容置凹槽接受并容纳熔融状态的熔料。
10、进一步的,所述焊接塑变体与拼接底板材质相同且为一体成型结构。
11、一种装配式的电池托盘的装配方法,包括以下步骤:
12、s1:将两组边框纵梁以平行间距的方式放置在同一平面内;
13、s2:依次将各拼接底板通过焊接载体条导向滑动至两组边框纵梁之间,由若干拼接底板对拼后构成托盘底板;
14、s3:将对拼完成后的若干拼接底板与边框纵梁进行焊接形成整体,焊接过程中,将焊接塑变体进行加热,加热温度接近且低于焊接塑变体的熔点温度,同时热量传递于焊接载体条,加热直至所述焊接塑变体发生塑性变形并坍缩在焊接载体条上;
15、s4:在拼接底板的法向方向上施加挤压力,使得坍缩状态的焊接塑变体与焊接载体条相互挤压接触,两者在接触面上进行相互粘结和附着,在挤压预定时间后,使焊接塑变体和焊接载体条自然冷却;
16、s5:将边框横梁分别与两边框纵梁进行装配,围合成环状的边框框架,并且多围合的边框框架、托盘底板、以及托盘底板与边框横梁之间进行焊接。
17、进一步的,仅对外侧塑变条进行加热,使得外侧塑变条产生塑性变形坍缩在焊接载体条上,内侧塑变条通过施加法向载荷使得内侧塑变条形变至与焊接载体条贴合接触。
18、有益效果:本发明通过多个拼接底板与焊接载体条导向滑动装配,拼接底板在拼接完成后与焊接载体条进行焊接,焊接面为滑动平面,从而能够构成基于滑动平面的焊缝,使得焊缝位置处于同一平面上。
技术特征:
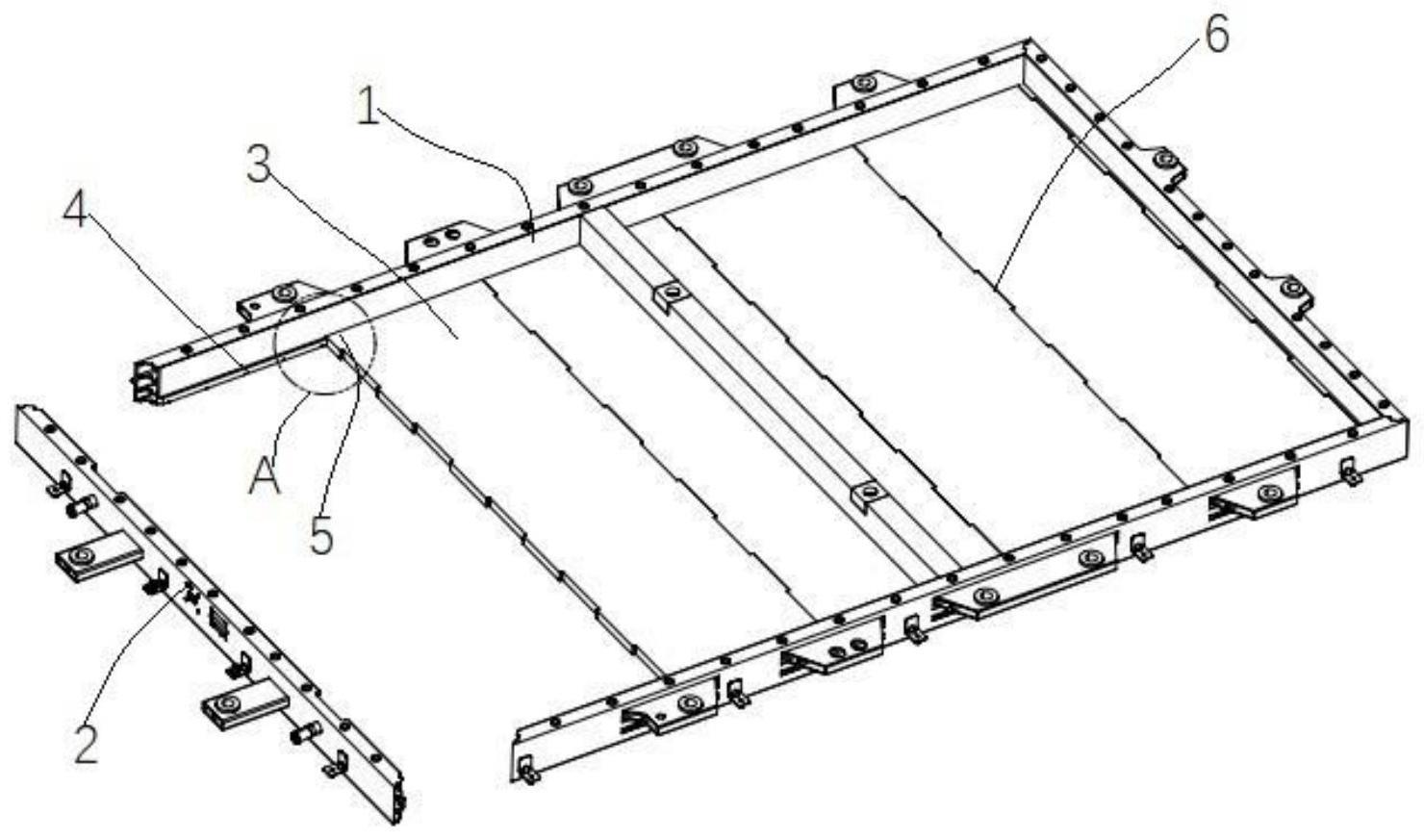
1.一种装配式的电池托盘,包括用于围合成边框框架的边框纵梁(1)和边框横梁(2),所述边框框架内圈设置有托盘底板,其特征在于:所述托盘底板包含有若干在边框纵梁(1)长度方向上依次拼接的拼接底板(3),所述边框纵梁(1)上沿长度方向设置有对应于拼接底板(3)的焊接载体条(4),所述拼接底板(3)上朝向于边框纵梁(1)的侧壁上包含有与焊接载体条(4)对应的焊接塑变体(5),所述焊接塑变体(5)相对于焊接载体条(4)在边框纵梁方向上导向滑动装配,且所述焊接载体条与焊接塑变体之间构成了基于滑动平面的焊缝。
2.根据权利要求1所述的一种装配式的电池托盘,其特征在于:所述焊接塑变体(5)包括位于电池托盘内腔的内侧塑变条(11)和位于电池托盘底部的外侧塑变条(11),所述内侧塑变条(11)与外侧塑变条(12)在拼接底板(3)的法向上平行间距设置,且构成能够用于焊接载体条(4)活动嵌入的焊接凹槽。
3.根据权利要求2所述的一种装配式的电池托盘,其特征在于:所述焊接载体条(4)朝向于内侧塑变条(11)、外侧塑变条(11)的侧面为熔焊载体面(4a),所述内侧塑变条(11)、外侧塑变条(11)对应于熔焊载体面的侧面为熔焊面,所述熔焊载体面与熔焊面之间构成平行于拼接底板的焊接面,在焊接状下,至少一个所述熔焊面以熔融状态附着且粘结在所述熔焊载体面上。
4.根据权利要求3所述的一种装配式的电池托盘,其特征在于:所述外侧塑变条(12)受热塑性变形且坍缩在焊接载体条(5)上,所述外侧塑变条(12)所对应的熔焊面熔焊在焊接载体条上。
5.根据权利要求4所述的一种装配式的电池托盘,其特征在于:所述内侧塑变条(11)与焊接载体条(4)呈独立式的贴合接触设置。
6.根据权利要求4所述的一种装配式的电池托盘,其特征在于:所述焊接载体条(4)上位于两组熔焊载体面(4a)之间包含有补偿面(4b),所述焊接凹槽的槽底面平行且间隙于补偿面(4b)设置,所述补偿面(4b)与槽底面之间构成补偿缝隙。
7.根据权利要求6所述的一种装配式的电池托盘,其特征在于:所述补偿面(4b)上对应于外侧塑变条(12)的一侧凹设有容置凹槽(7),且所述容置凹槽(7)连通于外侧塑变条(12)所对应的熔焊载体面,所述容置凹槽(7)接受并容纳熔融状态的熔料。
8.根据权利要求1所述的一种装配式的电池托盘,其特征在于:所述焊接塑变体(5)与拼接底板(3)材质相同且为一体成型结构。
9.根据权利要求3所述的一种装配式的电池托盘的装配方法,其特征在于:包括以下步骤:
10.根据权利要求9所述的一种装配式的电池托盘的装配方法,其特征在于:在步骤s3中,仅对外侧塑变条(12)进行加热,使得外侧塑变条(12)产生塑性变形坍缩在焊接载体条(4)上,内侧塑变条(11)通过施加法向载荷使得内侧塑变条(11)形变至与焊接载体条(4)贴合接触。
技术总结
本发明公开了一种装配式的电池托盘及其装配方法,包括用于围合成边框框架的边框纵梁和边框横梁,所述边框框架内圈设置有托盘底板,所述托盘底板包含有若干在边框纵梁长度方向上依次拼接的拼接底板,所述边框纵梁上沿长度方向设置有对应于拼接底板的焊接载体条,所述拼接底板上朝向于边框纵梁的侧壁上包含有与焊接载体条对应的焊接塑变体,所述焊接塑变体相对于焊接载体条在边框纵梁方向上导向滑动装配,且所述焊接载体条与焊接塑变体之间构成了基于滑动平面的焊缝,通过多个拼接底板与焊接载体条导向滑动装配,能够使得焊缝位置处于同一平面上。
技术研发人员:汪栋,丁亚
受保护的技术使用者:湖南天钧焊接技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!