电池和用电设备的制作方法
本申请涉及储能,特别涉及一种电池和用电设备。
背景技术:
1、现有的电池结构中,为实现极耳和包装袋之间的良好密封,通常需要在极耳上设置极耳胶。极耳胶的熔点和封装强度与电池的泄压效果息息相关,当极耳胶熔点设置过低和/或封装强度太弱时,不利于电池的高温存储和高温内应力测试。当极耳胶熔点设置过高和/或封装强度太强时,容易导致电池内部温度过高时极耳胶无法及时打开的问题。上述两种情况均会对电池的安全性能造成影响。
技术实现思路
1、鉴于上述状况,有必要提供一种能够解决上述问题的电池。
2、本申请的实施例提供一种电池,包括电极组件、包装袋和极耳。电极组件容纳于包装袋中。包装袋包括第一封装边,极耳连接于电极组件并自第一封装边伸出。电池还包括设置于第一封装边和极耳之间的极耳胶。极耳胶包括自极耳向第一封装边依次连接的第一胶层、第二胶层和第三胶层,第一胶层熔点t1、第二胶层的熔点t2和第三胶层的熔点t3之间的关系满足:t1<t2,t3<t2,其中,110℃≤t1≤130℃,140℃≤t2≤170℃,110℃≤t3≤130℃。极耳胶在常温25℃状态下的封装强度为2.3n/mm至4.2n/mm;极耳胶在温度为100℃状态下的封装强度为0.8n/mm至1.5n/mm;极耳胶在温度为120℃状态下的封装强度为0.6n/mm至1.2n/mm;极耳胶在温度为130℃状态下的封装强度为0.2n/mm至0.5n/mm。
3、上述电池中,通过限制极耳胶中第一胶层、第二胶层和第三胶层的熔点、以及极耳胶在各温度下的封装强度,平衡极耳胶熔点与封装强度之间的关系。当极耳胶所处的温度达到第一胶层和第三胶层的熔点时,第二胶层保持未熔融的状态,极耳胶对应的封装强度降低,便于第一胶层和第三胶层两者中的至少一者与第二胶层分离使极耳胶形成泄压通道,提高电池的安全性能。
4、本申请的一些实施例中,t1和t3大致相等,有利于第一胶层和第三胶层同步熔融。
5、本申请的一些实施例中,在第一胶层、第二胶层和第三胶层的排列方向上,第一胶层的厚度、第二胶层的厚度和第三胶层的厚度之和为70μm至100μm,以限制极耳胶占用的封装体积,提高电池的能量密度。第一胶层和第二胶层的厚度之比满足:1∶1.2~2,以使第二胶层相较于第一胶层具备更高的结构强度,便于第二胶层在泄压过程中在极耳和第一封装边之间形成支撑结构,降低极耳外漏与包装袋中的金属材料接触短路的风险,进而提高电池的安全性能。
6、本申请的一些实施例中,第一胶层的厚度、第二胶层的厚度和第三胶层的厚度之和为72μm至80μm,以进一步限制极耳胶占用的封装体积,提高电池的能量密度。
7、本申请的一些实施例中,第一胶层、第二胶层和第三胶层的厚度之比满足:1∶1∶1.2~2∶1,使第二胶层相较于第一胶层和第三胶层具备更高的结构强度,且使第二胶层居中设置于极耳和第一封装边之间,进一步提高第二胶层在极耳和第一封装边之间支撑的稳定性。
8、本申请的一些实施例中,第一胶层、第二胶层和第三胶层的厚度之比满足:1∶1.5~1.8∶1,以进一步限制第一胶层、第二胶层和第三胶层的结构强度,提高第二胶层在极耳和第一封装边之间支撑的稳定性,进而提高电池的安全性能。
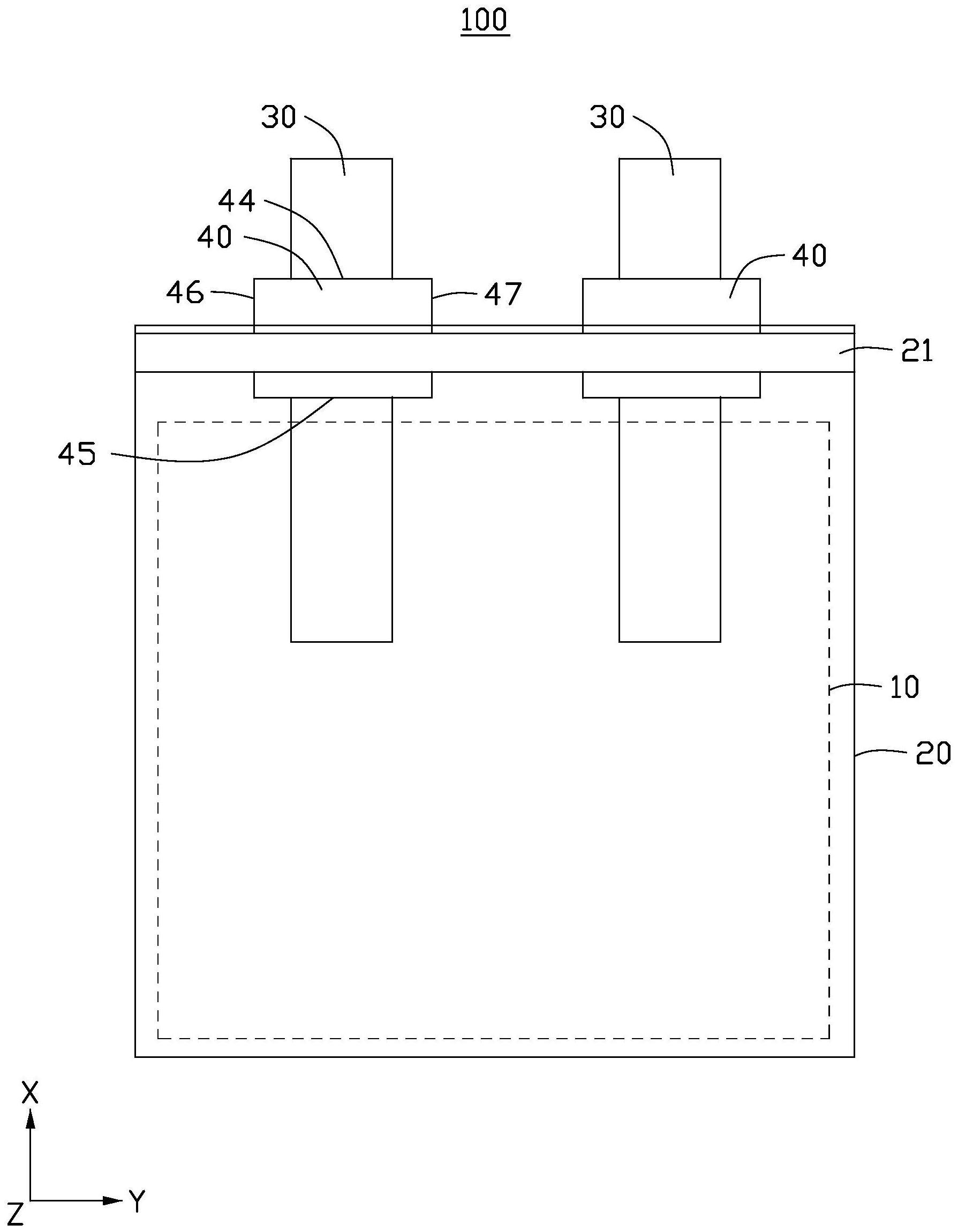
9、本申请的一些实施例中,沿极耳的厚度方向观察,极耳胶包括顶部、底部、第一侧部和第二侧部。顶部和底部在极耳的伸出方向上相对设置,顶部位于包装袋外,底部位于包装袋内。第一侧部和第二侧部连接于顶部和底部之间,且沿极耳的宽度方向设于极耳两侧。
10、本申请的一些实施例中,沿极耳的伸出方向,第一封装边的宽度为1.2mm至2.0mm,沿极耳的宽度方向,第一侧部和第二侧部之间的间距为8mm至9mm,第一封装边的宽度越宽,泄压需要走的路径越长,泄压越难,越窄越容易形成泄压。而第一侧部和第二侧部之间的间距越长,极耳胶与外部的连接长度越长,增加了低熔点位置的设置,因此第一侧部和第二侧部越长,越容易形成泄压,通过平衡第一侧部和第二侧部的间距以及第一封装边的宽度,使泄压通道形成不会太早也不会太迟。
11、本申请的一些实施例中,顶部凸伸出第一封装边的长度为0.2mm至2mm,底部凸伸出第一封装边的长度大于1.2mm,以降低极耳外漏与包装袋中的金属材料接触短路的风险,进而提高电池的安全性能。
12、本申请的一些实施例中,沿极耳的伸出方向,顶部和底部之间的间距为2.5mm至5mm,以便于极耳胶自包装袋内经第一封装边延伸止至包装袋外,提升极耳胶的密封效果。
13、本申请的一些实施例中,沿极耳的宽度方向,极耳朝向第一侧部的侧边和第一侧部之间的间距为0.5mm至2.5mm,极耳朝向第二侧部的侧边和第二侧部之间的间距为0.5mm至2.5mm,以便于极耳胶在极耳的宽度方向上凸伸出极耳两侧,提升极耳胶的密封效果。
14、本申请的一些实施例中,极耳包括在厚度方向上相对设置的第一面和第二面,极耳胶包括第一部分和第二部分,第一部分连接于第一面和第一封装边之间,第二部分连接于第二面和第一封装边之间,沿极耳的宽度方向,第一部分凸伸出第一面的两端连接于第二部分凸伸出第二面的两端,以使极耳胶包覆于极耳周侧。
15、本申请的实施例还提供一种用电设备,包括上述任一实施例中的电池。
16、本申请的电池和用电设备中,通过限制极耳胶中第一胶层的熔点、第二胶层的熔点和第三胶层的熔点、以及极耳胶在各温度下的封装强度,平衡极耳胶熔点与封装强度之间的关系。当极耳胶所处的温度达到第一胶层和第三胶层的熔点时,第二胶层保持未熔融的状态,极耳胶对应的封装强度降低,便于第一胶层和第三胶层两者中的至少一者与第二胶层分离使极耳胶形成泄压通道。
技术特征:
1.一种电池,包括电极组件、包装袋和极耳,所述电极组件容纳于所述包装袋中,其特征在于,
2.如权利要求1所述的电池,其特征在于,所述t1和所述t3大致相等。
3.如权利要求1或2所述的电池,其特征在于,在所述第一胶层、所述第二胶层和所述第三胶层的排列方向上,所述第一胶层、所述第二胶层和所述第三胶层的厚度之和为70μm至100μm,所述第一胶层和所述第二胶层的厚度之比满足:1∶1.2~2。
4.如权利要求3所述的电池,其特征在于,所述第一胶层、所述第二胶层和所述第三胶层的厚度之和为72um至80um。
5.如权利要求4所述的电池,其特征在于,所述第一胶层、所述第二胶层和所述第三胶层的厚度之比满足:1∶1.2~2∶1。
6.如权利要求5所述的电池,其特征在于,所述第一胶层、所述第二胶层和所述第三胶层的厚度之比满足:1∶1.5~1.8∶1。
7.如权利要求1或2所述的电池,其特征在于,沿所述极耳的厚度方向观察,所述极耳胶包括顶部、底部、第一侧部和第二侧部,所述顶部和所述底部在所述极耳的伸出方向上相对设置,所述顶部位于所述包装袋外,所述底部位于所述包装袋内,所述第一侧部和所述第二侧部连接于所述顶部和所述底部之间,且沿所述极耳的宽度方向设于所述极耳两侧。
8.如权利要求7所述的电池,其特征在于,沿所述极耳的伸出方向,所述第一封装边的宽度为1.2mm至2.0mm,沿所述极耳的宽度方向,所述第一侧部和所述第二侧部之间的间距为8mm至9mm。
9.如权利要求8所述的电池,其特征在于,所述顶部凸伸出所述第一封装边的长度为0.2mm至2mm,所述底部凸伸出所述第一封装边的长度大于1.2mm。
10.如权利要求9所述的电池,其特征在于,沿所述极耳的伸出方向,所述顶部和所述底部之间的间距为2.5mm至5mm。
11.如权利要求9所述的电池,其特征在于,沿所述极耳的宽度方向,所述极耳朝向所述第一侧部的侧边和所述第一侧部之间的间距为0.5mm至2.5mm,所述极耳朝向所述第二侧部的侧边和所述第二侧部之间的间距为0.5mm至2.5mm。
12.如权利要求7所述的电池,其特征在于,所述极耳包括在厚度方向上相对设置的第一面和第二面,所述极耳胶包括第一部分和第二部分,所述第一部分连接于所述第一面和所述第一封装边之间,所述第二部分连接于所述第二面和所述第一封装边之间,沿所述极耳的宽度方向,所述第一部分凸伸出所述第一面的两端连接于所述第二部分凸伸出所述第二面的两端。
13.一种用电设备,其特征在于,所述用电设备包括如权利要求1至12中任意一项所述的电池。
技术总结
一种电池,包括电极组件、包装袋和极耳。电极组件容纳于包装袋中。包装袋包括第一封装边,极耳连接于电极组件并自第一封装边伸出。电池还包括设置于第一封装边和极耳之间的极耳胶。极耳胶包括自极耳向第一封装边依次连接的第一胶层、第二胶层和第三胶层。极耳胶在常温状态下的封装强度为2.3N/mm至4.2N/mm;在温度为100℃状态下的封装强度为0.8N/mm至1.5N/mm;在温度为120℃状态下的封装强度为0.6N/mm至1.2N/mm;在温度为130℃状态下的封装强度为0.2N/mm至0.5N/mm。本申请还提供包括上述电池的用电设备。上述电池能提高安全性能。
技术研发人员:李锐,陈明琪
受保护的技术使用者:宁德新能源科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!