一种汽车电源插座智能化装配线及工艺的制作方法
本发明涉及汽车电源插座全智能、全自动制造设备,具体为一种汽车电源插座智能化装配线及工艺。
背景技术:
1、我国有大量的电子产品、汽车零部件、小家电等各种产品的代工厂,这些工厂目前还是以人力劳动为主辅助一些简单的自动化设备,由于经济的发展人工成本越来越高,工厂在降低人工成本同时又想保证产品质量的一致性只有靠机器来代替人来工作,所以为自动化设备提供了大量的用武之地和发展空间。经济的全球化加剧了市场竞争,制造业的智能化、柔性化、无人化成为了发展趋势,工业自动行业必将获得更广阔的发展空间。
2、而针对汽车电源插座,目前市面上就没有全自动、全智能的装配线,汽车电源插座由铆钉、瓷座、内筒、负极插片、绝缘垫片、弹性垫片、正极插片、安装圈及掀盖组装形成,铆钉用于将瓷座、内筒、负极插片、绝缘垫片、弹性垫片、正极插片进行铆接,而安装圈则套设在内筒上,安装圈与掀盖之间通过销钉进行连接,但是在进行自动化装配过程中,存在以下技术难题:
3、1、由于负极插片、绝缘垫片及弹性垫片的零件体积小,如何实现负极插片、绝缘垫片及弹性垫片有序堆叠上装,以及在转移过程中,不会出现错位,特别是转移过程中,弹性垫片具有一定弧度,如何保证转移不会移动掉落;
4、2、正极插片的精确上装及铆钉的同步铆接,由于铆钉抬起将之前上装的负极插片、绝缘垫片及弹性垫片进行穿设定位了,正极插片与铆钉之间紧配,如何实现准确插入。
5、专利号为cn202110812089.1的中国发明专利就公开了一种汽车车载电源插座组装抓取机构,包括设备平台,所述设备平台上设有组装转盘,设备平台下方设有自走锁轮,设备平台内设有废料箱与散热箱,设备平台上设有废料收集漏斗,废料收集漏斗一侧设有滑料板,滑料板下端设有阵列分布的滑料板支架,组装转盘上设有阵列分布的组装底座,设备平台上设有抓取机构,设备平台一侧设有成品平台,废料箱内设有废料收集槽,废料收集槽设置在废料收集漏斗正下方。
6、然而,该专利并未解决上述提及的本技术的技术问题。
技术实现思路
1、针对以上问题,本发明提供了一种汽车电源插座智能化装配线及工艺,通过设置装配治具配合负极插片上料总成、垫片上料总成及正极插片装配总成,利用先上装的铆钉作为装配基础,通过铆钉自下向上依次穿设负极插片、绝缘垫片及弹性垫片,使得转移时,负极插片、绝缘垫片及弹性垫片不会错位,并且通过正极插片装配总成使得正极插片上装时,先位于弹性垫片上方,之后通过压铆头与铆钉的插合导向,使得正极插片直接穿入到铆钉上,之后通过铆接完成连接,并且之后依次自动完成安装圈与掀盖的安装。
2、为实现上述目的,本发明提供如下技术方案:
3、一种汽车电源插座智能化装配线,用于将铆钉、瓷座、内筒、负极插片、绝缘垫片、弹性垫片、正极插片、安装圈及掀盖组装形成电源插座,包括:
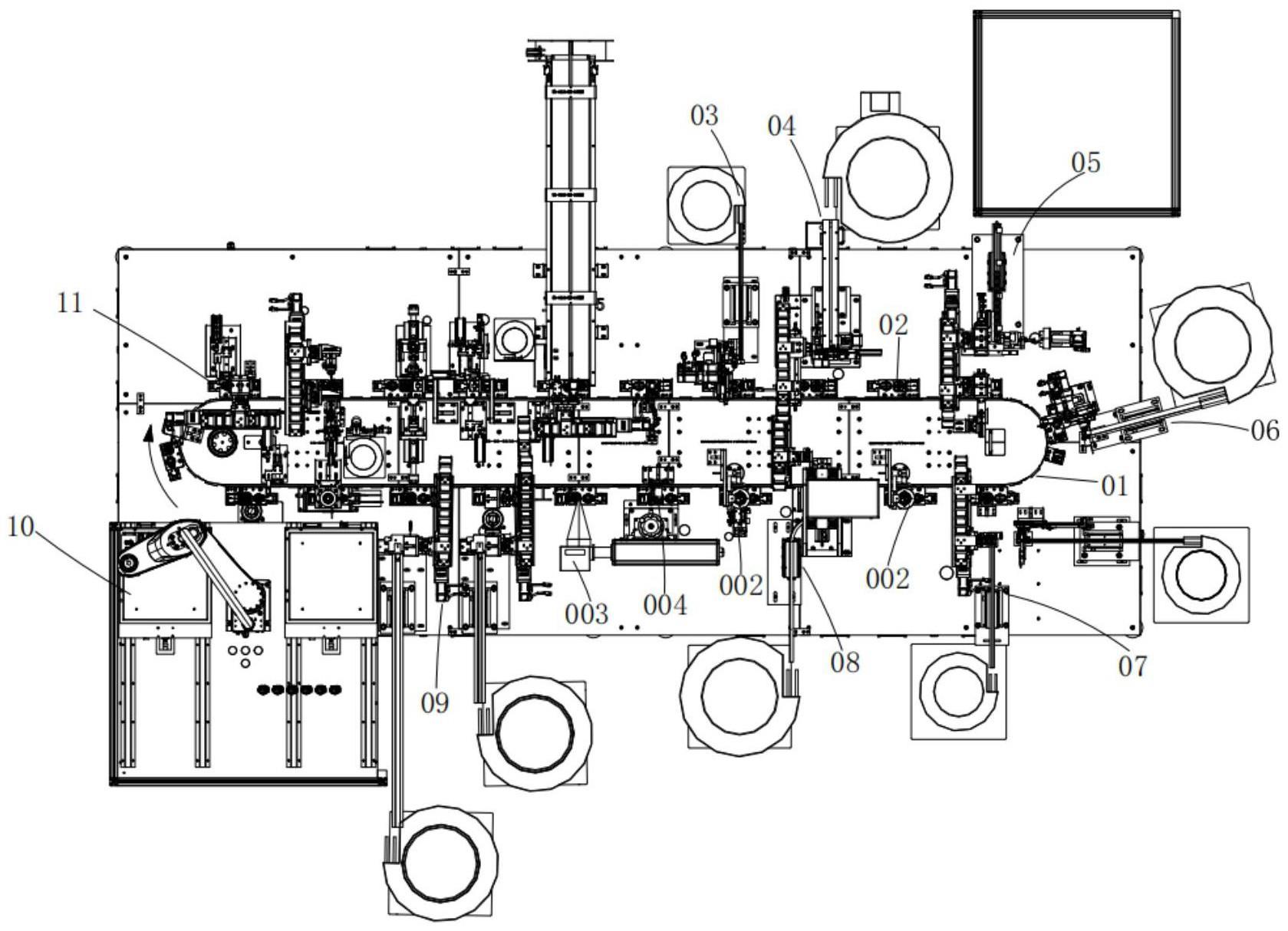
4、回转输送线、装配治具以及围绕所述回转输送线的回转路径依次设置的铆钉上料总成、瓷座上料总成、内筒上料总成、负极插片上料总成、垫片上料总成、正极插片装配总成、安装圈装配总成、掀盖上料总成、插销装配总成;
5、所述回转输送线呈水平回转输送设置,若干的所述装配治具均沿所述回转输送线安装设置,并由所述回转输送线带动进行回转移动,所述装配治具用于依序装载零部件,该装配治具包括移动座、立柱及浮动芯柱,所述移动座上开设有掀盖槽,所述立柱顶部凸起有定位块,所述浮动芯柱的顶部开设有定位槽;
6、所述铆钉上料总成用于将所述铆钉自动插设于所述定位槽内;
7、所述瓷座上料总成用于将所述瓷座自动定位安装于所述立柱上,所述瓷座下部的缺口与所述定位块卡合定位;
8、所述内筒上料总成用于将所述内筒套设于所述立柱上;
9、所述负极插片上料总成用于将所述负极插片上装至所述立柱顶部的瓷座上;
10、所述垫片上料总成用于将所述绝缘垫片及所述弹性垫片对堆叠后,上装至所述立柱顶部的负极插片上,所述铆钉向上移动依次穿过所述负极插片、绝缘垫片及弹性垫片;
11、所述正极插片装配总成用于将所述正极插片套设于所述铆钉上,并对所述铆钉进行压铆,使得所述瓷座、内筒、负极插片、绝缘垫片、弹性垫片及正极插片完成连接形成半成品;
12、所述安装圈装配总成用于将所述安装圈套设于半成品的所述内筒外;
13、所述掀盖上料总成用于将所述掀盖倒置于所述掀盖槽内;
14、所述插销装配总成用于抓取半成品,使得所述安装圈与所述掀盖配合压紧后,穿入插销,完成所述安装圈与所述掀盖连接,形成所述电源插座。
15、作为改进,所述浮动芯柱的下端部上沿轴向设置有若干的档位槽;
16、所述移动座上嵌设有用于与所述档位槽卡合定位的弹性玻珠。
17、作为改进,所述垫片上料总成包括绝缘垫片振动盘、绝缘垫片定位座、弹性垫片振动盘、弹性垫片定位座、转移抓手及复合抓手;
18、所述绝缘垫片振动盘逐一有序的输出绝缘垫片至所述绝缘垫片定位座上的定位槽内,所述绝缘垫片定位座移动设置;
19、所述弹性垫片振动盘逐一有序的输出弹性垫片至所述弹性垫片定位座的定位槽内,由所述转移抓手通过真空吸附转移至所述绝缘垫片定位座上,与所述绝缘垫片堆叠后,由所述复合抓手同步抓取转移至所述装配治具上,与所述负极插片完成堆叠,并使所述铆钉穿过。
20、作为改进,所述复合抓手包括气动手指、压块、穿轴及直线模组;
21、所述气动手指通过对应的气缸升降设置,夹紧所述绝缘垫片;
22、所述压块通过对应的气缸升降设置,将所述弹性垫片压紧于所述绝缘垫片上;
23、所述穿轴由对应的气缸升降设置,从上至下依次穿过所述弹性垫片、绝缘垫片及负极插片,使得所述穿轴与所述装配治具上的铆钉对中抵触,且该穿轴弹性伸缩设置;
24、所述直线模组同步带动所述气动手指、压块及穿轴移动,使得所述绝缘垫片及弹性垫片转移至所述装配治具上。
25、作为改进,所述正极插片装配总成包括正极插片振动盘、正极插片定位座、插片抓手、压铆装置及支撑装置;
26、所述正插片振动盘逐一、有序的向所述正极插片定位座输送正极插片;
27、所述插片抓手自所述正极插片定位座抓取所述正极插片转移到所述装配治具上,并堆叠于所述弹性垫片上;
28、所述压铆装置上的压铆头下降穿过所述正极插片,挤压所述铆钉完成压铆连接;
29、所述支撑装置设置于所述装配治具的下方,该支撑装置在压铆工作时,对所述装配治具进行支撑。
30、作为改进,所述正极插片定位座包括滑座及压片;
31、所述滑座上开设有插片槽,该滑座由气缸带动滑动切换,控制与所述正插片振动盘的通断;
32、所述压片滑动于所述滑座上,该压片对位于所述插片槽内的正极插片进行覆盖限位。
33、作为改进,所述插片抓手包括气动夹爪、第一气缸、第二气缸及电动滑台;
34、所述气动夹爪用于抓取所述正极插片;
35、所述第一气缸带动所述气动夹爪进行一次下降;
36、所述第二气缸带动所述气动夹爪进行二次下降;
37、所述电动滑台带动所述正极插片往复移动于所述正极插片定位座与所述装配治具之间。
38、作为改进,所述压铆装置还包括压铆套及浮动座;
39、所述压铆套套设于所述压铆头的外部;
40、所述浮动座与所述压铆头弹性连接,所述压铆套安装于所述浮动座上;
41、压铆时,所述压铆头与所述铆钉完成对中插合后,所述压铆套下降下压所述正极插片,使得所述正极插片与所述弹性垫片、绝缘垫片及负极插片压紧抵触。
42、一种基于上述所述的汽车电源插座智能化装配线的装配工艺,包括以下步骤:
43、步骤a、铆钉上装,铆钉上料总成将振动盘逐一、有序输出的铆钉抓取竖直插设至对应的装配治具的浮动芯柱上;
44、步骤b、瓷座上装,完成铆钉上装后,步骤a中的所述装配治具由回转输送线带动转移至瓷座上料总成处,由该转移瓷座上料总成抓取对应振动盘逐一、有序输出的瓷座上装至所述装配治具的立柱顶部;
45、步骤c、内筒上装,完整瓷座上装后,步骤b中的所述装配治具转移至内筒上料总成处,由该内筒上料总成抓取对应的振动盘逐一、有序输出的内筒套设至所述立柱外部;
46、步骤d、负极插片上装,完成内筒上装后,步骤c中的所述装配治具转移至负极插片上料总成处,由该负极插片上料总成抓取对应的振动盘逐一、有序输出的负极插片上装至所述瓷座上;
47、步骤e、垫片上装,完成负极插片上装后,步骤d中的所述装配治具转移至垫片上料总成处,由该垫片上料总成将绝缘垫片、弹性垫片依序上、下堆叠后,抓取转移至所述负极插片上,且由铆钉上穿,完成定位;
48、步骤f、正极插片上装压铆,完成垫片上装后,步骤e中的所述装配治具转移至正极插片装配总成处,由该正极插片装配总成将正极插片套设至所述铆钉上,与所述弹性垫片压紧抵触,并完成所述铆钉的压铆处理;
49、步骤g、安装圈套设,完成压铆后,步骤f中的所述装配治具转移至安装圈装配总成处,由该安装圈装配总成抓取安装圈套设至所述内筒上;
50、步骤h、掀盖上装,完成套设后,步骤g中的所述装配治具转移至掀盖上料总成处,由该掀盖上料总成将掀盖倒置于所述装配治具的的掀盖槽处;
51、步骤i、插销装配,完成倒置后,步骤h中的所述装配治具转移至插销装配总成处,由该插销装配总成抓取半成品,使得所述安装圈与所述掀盖配合压紧后,穿入插销,完成所述安装圈与所述掀盖连接,形成所述电源插座后输出。
52、作为改进,所述步骤e与所述步骤f完成后,均设置有视觉检测步骤,通过视觉检测设备分别对垫片上装准确性及正极插片压铆品质进行检测;
53、所述步骤f完成后,在进行所述安装圈套设前,半成品通过电性能检测设备,对该半成品的电流导通性能进行检测。
54、本发明的有益效果在于:
55、(1)本发明通过设置装配治具配合负极插片上料总成、垫片上料总成及正极插片装配总成,利用先上装的铆钉作为装配基础,通过铆钉自下向上依次穿设负极插片、绝缘垫片及弹性垫片,使得转移时,负极插片、绝缘垫片及弹性垫片不会错位,并且通过正极插片装配总成使得正极插片上装时,先位于弹性垫片上方,之后通过压铆头与铆钉的插合导向,使得正极插片直接穿入到铆钉上,之后通过铆接完成连接,并且之后依次自动完成安装圈与掀盖的安装;
56、(2)本发明在进行绝缘垫片及弹性垫片上装时,先通过穿轴向下穿过绝缘垫片及弹性垫片,与浮动芯柱对中抵触,之后抬升浮动芯柱,使得铆钉随着穿轴顺畅的依次从下方穿过绝缘垫片及弹性垫片,避免了铆钉抬升时顶起绝缘垫片及弹性垫片,并且使得绝缘垫片及弹性垫片被铆钉完成定位,避免了移动过程中,绝缘垫片及弹性垫片出现错位;
57、(3)本发明在同步进行正极插片上装与铆钉的铆接前,通过利用视觉检测设备对负极插片、绝缘垫片及弹性垫片的安装位置进行检测,保证正极插片上装前,各零部件的位置的精确性,并且在完成正极插片上装及铆钉的铆接后,再次利用视觉检测设备对正极插片的上装精度及铆接厚度精确度进行检测,保证各零部件的精确安装,确保品质,并且配合系统的设置,可以自动剔除错位的零部件,智能化程度高;
58、(4)本发明在进行内筒上装时,内筒上设置有定位凸点,利用检测机构,对内筒位置进行判定,保证内筒套设的精准性,并且一旦检测到内筒初始位置不对应时,可以通过对应的旋转扶正机构,将内筒进行旋转扶正,保证内筒上装的准确性。
59、综上所述,本发明具有自动化程度高、装配步骤衔接性好、品质稳定、智能化程度高、稳定等优点,尤其适用于汽车电源插座装配制造技术领域。
- 还没有人留言评论。精彩留言会获得点赞!