一种电缆高耐火涂层的生产工艺及高耐火中压电缆的制作方法
本发明涉及电线电缆,尤其涉及一种电缆高耐火涂层的生产工艺及高耐火中压电缆。
背景技术:
1、近年来建筑消防安全受到各行各业的关注,人们越来越重视生命安全。城市化的发展使得建筑群越来越大,智能化的发展使得建筑内电能需求越来越多,中压配电线路已进入建筑内部,在设计建筑内中压配电线路时,要求使用的中压电缆具有可靠耐火性能。
2、低压是指额定电压在3kv及以下,而中压是指额定电压达到6kv~35kv。中压电缆与低压电缆的耐火原理不同,低压电缆可采用云母带作为耐火层,云母带耐高温,且在高温下具有绝缘性能,即使火焰中仍可使电缆正常运行而不发生故障。中压耐火电缆不可采用云母带绝缘,电压超过3kv就会击穿云母带,中压电缆必须采用交联聚乙烯绝缘,交联聚乙烯绝缘的耐高温性能差,要想使中压电缆具有耐火性能就要在绝缘线芯外加上一个保护壳,阻止火焰和热量进入电缆内部,使得中压电缆具有耐火特性。
3、目前市场上中压耐火电缆的耐火结构从内到外分别由隔温层和挡火层组成,而且隔温层和挡火层的厚度较厚,增加了电缆的外径和重量,给电缆的安装敷设增加了难度,更重要的是挡火层会阻碍电缆的散热,影响电缆的载流量。
技术实现思路
1、基于上述问题,本发明的目的在于提供一种电缆高耐火涂层的生产工艺及高耐火中压电缆,解决普通中压耐火电缆因耐火结构厚而导致电缆外径粗、重量重、敷设困难、载流量低等问题,同时提升中压电缆的耐火性能。
2、为达上述目的,一方面,本发明采用以下技术方案:
3、一种电缆高耐火涂层的生产工艺,其中,高耐火涂层与电缆外护套串联生产,包括步骤:
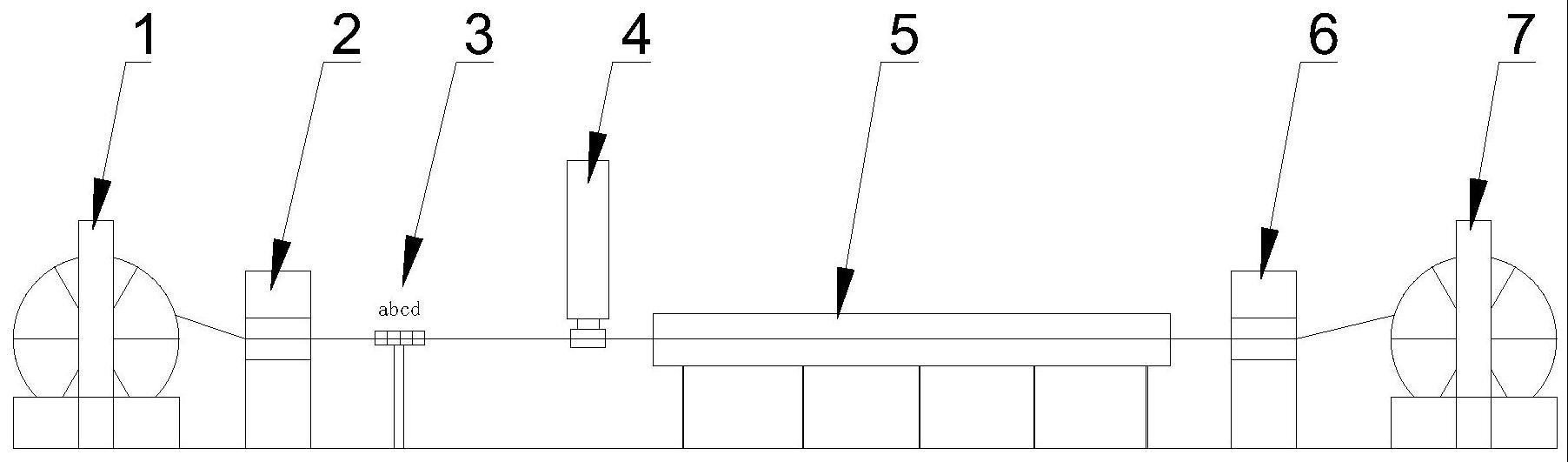
4、(1)将挤包外护套前的缆芯放入放线架上,且缆芯的端头穿过前牵引机后穿入涂覆盒中,在涂覆盒中加入耐火隔热水性涂料;
5、(2)穿出涂覆盒的缆芯端头穿入挤塑机中,开始挤包外护套;
6、(3)挤包外护套后的电缆进入冷却水槽中冷却,再经过后牵引机,最后收卷于收线架上。
7、特别地,涂覆盒采用不锈钢板焊接成型,且盒体呈上开口式,并分隔成若干个独立格,相邻独立格的隔板及最外独立格的侧壁上开设有穿孔,穿孔中设置有涂料模具,缆芯依次穿过各个涂料模具,完成高耐火涂层的涂覆。
8、特别地,涂料模具采用硅橡胶材质,装嵌于穿孔上,涂料模具的内径d=dx+(0~2mm);dx为涂覆前缆芯上取三点,分别在这三点的剖面上每隔60°测量缆芯的直径,再将测量值取平均值后的数值。
9、特别地,在多个独立格的中间一个或两个中加入耐火隔热水性涂料,其余独立格用于回收外溢的耐火隔离水性涂料。
10、特别地,涂覆盒与挤塑机的水平距离大于2米。
11、另一方面,本发明采用以下技术方案:
12、一种高耐火中压电缆,其包括线芯,线芯外设置有隔离套,且线芯与隔离套的缝隙中设置有填充物,隔离套外绕包有钢带铠装,钢带铠装外包裹有绕包带,绕包带外涂覆有高耐火涂层,高耐火涂层外设置有外护套,高耐火涂层与外护套采用上述的电缆高耐火涂层的生产工艺成型。
13、特别地,高耐火涂层采用耐火隔热水性涂料,其技术要求为燃烧热值≤2mj/kg,产烟毒性达aq1级,粘度>250pa·s,附着力≤3级,炭化体积≤25cm3。
14、特别地,外护套的材料为聚氯乙烯、聚乙烯或阻燃聚烯烃。
15、特别地,线芯为单芯结构或多芯绞合结构,且线芯包括导体,导体外设置有导体屏蔽,导体屏蔽外设置有绝缘,绝缘外设置于绝缘屏蔽,绝缘屏蔽外设置有金属屏蔽;导体屏蔽采用半导电交联料,绝缘采用交联聚乙烯材料,绝缘屏蔽采用半导电交联料,金属屏蔽采用铜带搭盖绕包,或是采用铜丝缠绕且铜丝表面采用铜带或铜丝扎紧。
16、特别地,填充物的材料为聚丙烯网状撕裂纤维并股软绳;隔离套采用阻燃聚烯烃材料挤包成型;钢带铠装的材料为镀锌钢带,采用双层间隙绕包方式成型;绕包带采用无纺布或无碱玻璃丝布带。
17、综上,本发明的有益效果为,与现有技术相比,所述电缆高耐火涂层的生产工艺具有以下优点:1)高耐火涂层与外护套串联生产,效率高、能耗低;2)高耐火涂层设置在外护套内,可以有效防止涂层在电缆包装、运输、安装过程中被损坏、脱落;3)多格式涂覆盒使缆芯浸没在耐火隔热水性涂料中,涂覆更均匀,更能减少耐火隔热水性涂料的浪费。
18、此外,由此制成的高耐火中压电缆的高耐火涂层厚度薄,涂覆厚度不超1.0mm,仅略微增加电缆的外径和重量,并不会影响电缆的运输、安装和敷设,不会影响电缆运行时的载流量,能够满足额定电压6kv到35kv电缆的耐火要求。
技术特征:
1.一种电缆高耐火涂层的生产工艺,其特征在于,所述高耐火涂层与电缆外护套串联生产,包括步骤:
2.根据权利要求1所述的电缆高耐火涂层的生产工艺,其特征在于:所述涂覆盒采用不锈钢板焊接成型,且盒体呈上开口式,并分隔成若干个独立格,相邻独立格的隔板及最外独立格的侧壁上开设有穿孔,所述穿孔中设置有涂料模具,缆芯依次穿过各个涂料模具,完成高耐火涂层的涂覆。
3.根据权利要求2所述的电缆高耐火涂层的生产工艺,其特征在于:所述涂料模具采用硅橡胶材质,装嵌于所述穿孔上,涂料模具的内径d=dx+(0~2mm);dx为涂覆前缆芯上取三点,分别在这三点的剖面上每隔60°测量缆芯的直径,再将测量值取平均值后的数值。
4.根据权利要求2所述的电缆高耐火涂层的生产工艺,其特征在于:在多个独立格的中间一个或两个中加入耐火隔热水性涂料,其余独立格用于回收外溢的耐火隔离水性涂料。
5.根据权利要求1所述的电缆高耐火涂层的生产工艺,其特征在于:所述涂覆盒与所述挤塑机的水平距离大于2米。
6.一种高耐火中压电缆,其特征在于,包括线芯,所述线芯外设置有隔离套,且线芯与隔离套的缝隙中设置有填充物,所述隔离套外绕包有钢带铠装,所述钢带铠装外包裹有绕包带,所述绕包带外涂覆有高耐火涂层,所述高耐火涂层外设置有外护套,所述高耐火涂层与所述外护套采用权利要求1-5任一项所述的电缆高耐火涂层的生产工艺成型。
7.根据权利要求6所述的高耐火中压电缆,其特征在于:所述高耐火涂层采用耐火隔热水性涂料,其技术要求为燃烧热值≤2mj/kg,产烟毒性达aq1级,粘度>250pa·s,附着力≤3级,炭化体积≤25cm3。
8.根据权利要求6所述的高耐火中压电缆,其特征在于:所述外护套的材料为聚氯乙烯、聚乙烯或阻燃聚烯烃。
9.根据权利要求6所述的高耐火中压电缆,其特征在于:所述线芯为单芯结构或多芯绞合结构,且线芯包括导体,所述导体外设置有导体屏蔽,所述导体屏蔽外设置有绝缘,所述绝缘外设置于绝缘屏蔽,所述绝缘屏蔽外设置有金属屏蔽;所述导体屏蔽采用半导电交联料,所述绝缘采用交联聚乙烯材料,所述绝缘屏蔽采用半导电交联料,所述金属屏蔽采用铜带搭盖绕包,或是采用铜丝缠绕且铜丝表面采用铜带或铜丝扎紧。
10.根据权利要求6所述的高耐火中压电缆,其特征在于:所述填充物的材料为聚丙烯网状撕裂纤维并股软绳;所述隔离套采用阻燃聚烯烃材料挤包成型;所述钢带铠装的材料为镀锌钢带,采用双层间隙绕包方式成型;所述绕包带采用无纺布或无碱玻璃丝布带。
技术总结
本发明涉及电线电缆技术领域,尤其涉及一种电缆高耐火涂层的生产工艺及高耐火中压电缆。其中高耐火涂层与电缆外护套串联生产,包括步骤:(1)将挤包外护套前的缆芯放入放线架上,且缆芯的端头穿过前牵引机后穿入涂覆盒中,在涂覆盒中加入耐火隔热水性涂料;(2)穿出涂覆盒的缆芯端头穿入挤塑机中,开始挤包外护套;(3)挤包外护套后的电缆进入冷却水槽中冷却,再经过后牵引机,最后收卷于收线架上。上述电缆高耐火涂层的生产工艺及由此制成的高耐火中压电缆中的高耐火涂层与外护套串联生产,效率高、能耗低,厚度薄,外径和重量小,不会影响电缆的运输、安装和敷设,不会影响电缆运行时的载流量,能够满足中压电缆的耐火要求。
技术研发人员:路文贤,丁旋,兰阳灿,师建荣,周锋
受保护的技术使用者:远东电缆有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!