动力电池自动包胶设备及电池包胶方法与流程
本发明涉及锂电池生产加工,尤其涉及一种动力电池自动包胶设备及电池包胶方法。
背景技术:
1、动力电池是为工具提供动力来源的电源。其中,圆柱形锂电池因为标准化的外形尺寸、非常成熟的生产装备和加工工艺,其广泛应用于动力电池中。柱形电池在生产加工过程中,其极耳一般都留有一定长度,为了使电池极耳表面具有绝缘性及防止电池极耳与电池壳体、外部其他物件接触形成短路或发生导通,需要对还未入壳的柱形电池端部进行包胶纸工序,即将具有绝缘性的胶纸贴设包裹于电池端部的极耳处。
2、目前,动力电池产线还未做到完全自动化,包胶纸工序需要人工作业,人工作业的方式成本高且效率低下,无法保证每个电池包胶的一致性,胶纸的粘贴质量参差不齐,产品的质量无法得到保证。
技术实现思路
1、为克服相关技术中存在的问题,本发明的提供一种动力电池自动包胶设备及电池包胶方法,以提高包胶效率及包胶质量。
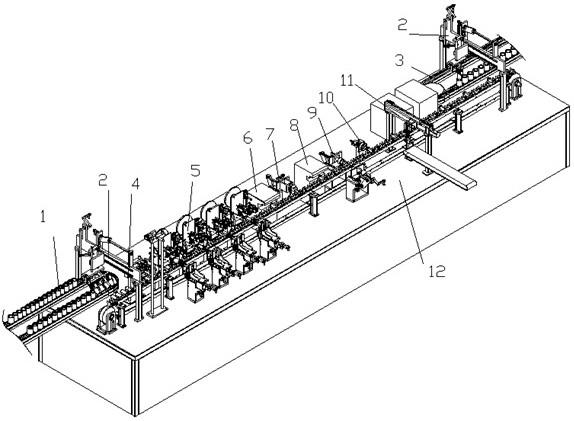
2、本发明的目的之一是提供一种动力电池自动包胶设备,包括控制器及机架,所述机架上安装有包胶输送带,所述包胶输送带上沿输送方向依次设有包胶机构、整形机构、ccd检测相机、不良品剔除机构,所述包胶输送带、包胶机构、整形机构、ccd检测相机、不良品剔除机构均与控制器电性连接;
3、所述包胶机构包括上料组件、胶带供应组件,电池以垂直于输送方向的水平状态于包胶输送带上输送;所述上料组件包括夹具、用于驱动夹具旋转的旋转电机,所述夹具转动安装于移动机构的末端,所述移动机构能驱动夹具升降及横移;所述胶带供应组件包括料盘、输送辊组、包胶轮,所述料盘上缠绕有胶带,所述包胶轮位于夹具上方,包胶轮内设置有负压腔,所述负压腔具有负压接口,所述包胶轮周侧设置有若干连通负压腔的吸附口,所述胶带外端绕过输送辊组后吸附于包胶轮表面,所述机架上安装有包胶电机,所述包胶电机与包胶轮连接传动;所述机架上于包胶轮上方设置有用以切断胶带的切断组件;
4、所述整形机构包括沿输送方向依次设的第一加热组件、周侧整形组件、第二加热组件、端部整形组件。
5、在本发明较佳的技术方案中,所述夹具包括同轴设置的两个端部夹板,两个端部夹板对称设置于包胶输送带两侧,所述端部夹板转动安装于移动机构的末端,所述端部夹板与移动机构一一对应设置,其中一个端部夹板与旋转电机连接传动。
6、在本发明较佳的技术方案中,所述切断组件包括激光头、横移气缸,所述激光头的出光端朝向包胶轮周侧面,所述激光头安装于横移气缸的末端,所述激光头与机架滑动配合。
7、在本发明较佳的技术方案中,所述周侧整形组件包括对称设置的两个整形压块,两个整形压块的相对侧面上均设置有第一整形槽,所述第一整形槽与电池端部包胶位置的形状相适配,两个整形压块由气动夹爪驱动相向或相背移动,所述气动夹爪经第一横移组件驱动靠近或远离包胶输送带;
8、所述端部整形组件包括同轴设置于包胶输送带的两侧的顶杆、整形块,所述整形块端面开设有对电池端部包胶位置的端面进行整形的第二整形槽,所述顶杆、整形块均由第二横移组件驱动相向或相背移动。
9、在本发明较佳的技术方案中,所述第二横移组件设置两个,顶杆、整形块分别安装在不同的第二横移组件上,两个第二横移组件同步动作。
10、在本发明较佳的技术方案中,所述包胶输送带上间隔安装有若干用于承托电池的运输块,所述运输块上开设有用以放置电池的横通槽。
11、在本发明较佳的技术方案中,所述包胶输送带输入端设置有移送组件、来料输送带,所述包胶输送带输出端设置有移送组件、去料输送带,所述移送组件、来料输送带、去料输送带均与控制器电性连接;
12、所述移送组件包括至少一个气动手指,所述气动手指安装于旋转臂一端,所述旋转臂另一端连接水平轴,所述水平轴安装于升降座上,所述升降座上安装有调节电机,所述调节电机与水平轴连接传动,所述升降座安装于位移机构的移动端,所述位移机构能带动升降座升降和水平移动。
13、在本发明较佳的技术方案中,所述不良品剔除机构包括抓取气缸、设置于包胶输送带上方的横移线型模组、位于包胶输送带旁侧的不良品输送带,所述抓取气缸经升降气缸安装于横移线型模组的移动端。
14、在本发明较佳的技术方案中,所述第一加热组件、第二加热组件均为感应加热器。
15、本发明的目的之二是提供一种电池包胶方法,基于上述的动力电池自动包胶设备实现,包括以下步骤:
16、s1:上料:将直立的电池转变为水平状态,并放置于包胶输送带输入端;
17、s2:包胶:包胶输送带将电池送至包胶工位;移动机构带动的夹具移动至电池位置并夹持电池;移动机构带动电池上升,使电池需要包胶的端部与包胶轮贴合;切断组件动作将包胶轮上的胶带切断;旋转电机驱动夹具带着电池旋转,包胶电机驱动包胶轮反向旋转,使包胶轮上的被切下的那段胶带粘贴包裹在电池端部;
18、s3:包胶输送带将完成包胶的电池送至第一加热工位,第一加热组件启动对电池包胶部位加热;
19、s4:包胶输送带将加热后的电池送至第一整形工位,周侧整形组件对电池进行周侧压实整形;
20、s5:包胶输送带将电池送至第二加热工位,第二加热组件启动对电池包胶部位加热;
21、s6:包胶输送带将加热后的电池送至第二整形工位,端部整形组件对电池进行端面压平整形;
22、s7:包胶输送带将电池送至检测工位,ccd检测相机对电池进行检测;
23、s8:包胶输送带将电池送至分选工位,不良品剔除机构将检测不合格的电性剔除,检测合格的电性继续向后输送;
24、s9:下料:将水平状态的电池转变为直立状态输出。
25、本发明的有益效果为:
26、通过移动机构配合夹具实现电池的包胶上下料,通过胶带供应组件供应胶本设备通过包胶输送带实现电池的输送,通过包胶机构实现对电池的包胶,通过整形机构实现对包胶后电池的整形、通过ccd检测相机检测整形的电池外观,通过不良品剔除机构将检测不合格的电池剔除,自动化程度高,包胶的一致性好,能提高包胶效率及包胶质量。
技术特征:
1.一种动力电池自动包胶设备,包括控制器及机架,其特征在于:所述机架上安装有包胶输送带,所述包胶输送带上沿输送方向依次设有包胶机构、整形机构、ccd检测相机、不良品剔除机构,所述包胶输送带、包胶机构、整形机构、ccd检测相机、不良品剔除机构均与控制器电性连接;
2.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述夹具包括同轴设置的两个端部夹板,两个端部夹板对称设置于包胶输送带两侧,所述端部夹板转动安装于移动机构的末端,所述端部夹板与移动机构一一对应设置,其中一个端部夹板与旋转电机连接传动。
3.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述切断组件包括激光头、横移气缸,所述激光头的出光端朝向包胶轮周侧面,所述激光头安装于横移气缸的末端,所述激光头与机架滑动配合。
4.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述周侧整形组件包括对称设置的两个整形压块,两个整形压块的相对侧面上均设置有第一整形槽,所述第一整形槽与电池端部包胶位置的形状相适配,两个整形压块由气动夹爪驱动相向或相背移动,所述气动夹爪经第一横移组件驱动靠近或远离包胶输送带;
5.根据权利要求4所述的动力电池自动包胶设备,其特征在于:所述第二横移组件设置两个,顶杆、整形块分别安装在不同的第二横移组件上,两个第二横移组件同步动作。
6.根据权利要求4所述的动力电池自动包胶设备,其特征在于:所述包胶输送带上间隔安装有若干用于承托电池的运输块,所述运输块上开设有用以放置电池的横通槽。
7.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述包胶输送带输入端设置有移送组件、来料输送带,所述包胶输送带输出端设置有移送组件、去料输送带,所述移送组件、来料输送带、去料输送带均与控制器电性连接;
8.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述不良品剔除机构包括抓取气缸、设置于包胶输送带上方的横移线型模组、位于包胶输送带旁侧的不良品输送带,所述抓取气缸经升降气缸安装于横移线型模组的移动端。
9.根据权利要求1所述的动力电池自动包胶设备,其特征在于:所述第一加热组件、第二加热组件均为感应加热器。
10.一种电池包胶方法,其特征在于:基于权利要求1-9任意一项所述的动力电池自动包胶设备实现,包括以下步骤:
技术总结
本发明提供了一种动力电池自动包胶设备及电池包胶方法,该设备包括控制器及机架,所述机架上安装有包胶输送带,所述包胶输送带上沿输送方向依次设有包胶机构、整形机构、CCD检测相机、不良品剔除机构,所述包胶机构、整形机构、CCD检测相机、不良品剔除机构均与控制器电性连接;通过移动机构配合夹具实现电池的包胶上下料,通过胶带供应组件供应胶本设备通过包胶输送带实现电池的输送,通过包胶机构实现对电池的包胶,通过整形机构实现对包胶后电池的整形、通过CCD检测相机检测整形的电池外观,通过不良品剔除机构将检测不合格的电池剔除,自动化程度高,包胶的一致性好,能提高包胶效率及包胶质量。
技术研发人员:付明华,刘小川,崔双
受保护的技术使用者:惠州市成泰自动化科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!