一种高矫顽力烧结钕铁硼厚磁体的制备方法
本发明涉及钕铁硼磁体制备方向,具体涉及一种高矫顽力烧结钕铁硼厚磁体的制备方法。
背景技术:
1、烧结钕铁硼磁体具有优异的磁性能,被广泛地应用于高新技术领域的核心功能器件。然而,新能源汽车和风力发电等低碳经济的发展对烧结钕铁硼磁体的磁性能提出了更高的要求,高矫顽力高磁能积磁体成为今后发展的重要趋势。传统工艺主要通过dy或tb的合金化来获得高各向异性场的(nd,dy)2fe14b或(nd,tb)2fe14b主相,进而提高磁体矫顽力。但是dy或tb等重稀土元素的引入会导致如下两个方面的问题:(1)由于dy与fe形成反铁磁耦合,致使钕铁硼磁体的磁能积会随着dy的增加而下降。若磁体中的dy含量过高,很有可能无法同时满足高磁能积和高矫顽力的要求。(2)重稀土元素资源稀缺、价格昂贵,以现有方式生产高矫顽力磁体,会导致成本提高和资源消耗增加。
2、目前国内外dy或tb的主流处理方法为晶界扩散技术,理论上晶界扩散处理技术是在烧结完成的磁体表面附着dy或tb,并在晶界富钕相熔点以上的高温进行扩散处理,使dy、tb等重稀土通过磁体的晶界渗入磁体内部。在晶界扩散处理过程中,富钕相在高温下已熔化成液相,使得dy、tb在晶界的扩散速度远大于在主相晶粒内部的扩散、取代速度。利用这两种扩散速度的差异,并适当调整扩散处理的温度和时间,最终能使dy、tb仅分布于主相晶粒的最外延区域,避免主相晶粒内过多的nd被重稀土元素取代。
3、但是实际工艺中,晶界扩散技术适用于几个毫米厚的薄片烧结钕铁硼磁体,双合金法或者其他合金化元素添加工艺无法突破磁体厚度限制。
4、如专利cn114334415a提出采用扩散剂粉末-钕铁硼磁粉-扩散剂粉末叠层的方法烧结成型来满足厚磁体的要求,其重稀土元素是在烧结工序之前添加到钕铁硼粉末之中,结果会导致在后续长时间烧结和回火工序中重稀土元素会大量进入主相晶粒内部,造成剩磁、磁能积大幅度下降。而专利cn111710519a虽提出对烧结后的钕铁硼厚磁体(8~12mm)上下表面各附着一层扩散合金片进行真空热处理,但其重稀土元素的扩散效果并不理想,不能得到具有高矫顽力的钕铁硼厚磁体,且该方法无法满足对于更高厚度要求的钕铁硼磁体。尤其对于新能源车、风电及工业电机三大产业对于具有剩磁≥12.8kgs,内禀矫顽力≥28koe且厚度满足工业要求的钕铁硼磁体的需求,目前的方法无法同时满足以上要求,因此有必要提出一种新的制备工艺来解决这一问题。
技术实现思路
1、本发明提供了一种高矫顽力烧结钕铁硼厚磁体的制备方法,以解决目前制备的钕铁硼厚磁体矫顽力不能满足工业需求的问题。
2、本发明公开了一种高矫顽力烧结钕铁硼厚磁体的制备方法,所述方法包括:
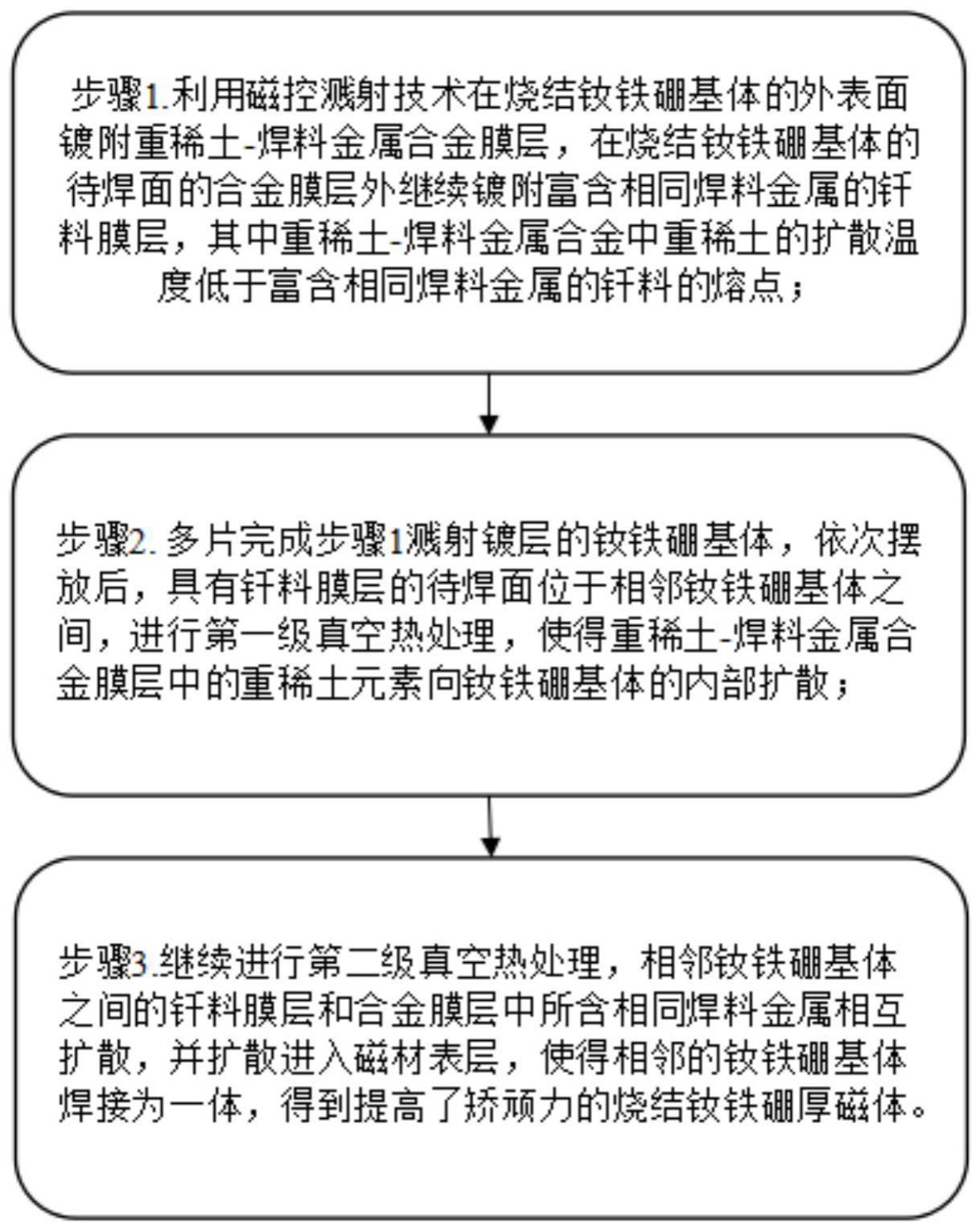
3、步骤1.利用磁控溅射技术在烧结钕铁硼基体的外表面镀附重稀土-焊料金属合金膜层,在所述烧结钕铁硼基体的待焊面的合金膜层外继续镀附富含相同所述焊料金属的钎料膜层,其中所述重稀土-焊料金属合金中重稀土的扩散温度低于所述富含相同焊料金属的钎料的熔点;
4、步骤2.多片完成步骤1溅射镀层的所述钕铁硼基体,依次摆放后,具有所述钎料膜层的待焊面位于相邻所述钕铁硼基体之间,进行第一级真空热处理,使得所述重稀土-焊料金属合金膜层中的重稀土元素向所述钕铁硼基体的内部扩散;
5、步骤3.继续进行第二级真空热处理,相邻所述钕铁硼基体之间的所述钎料膜层和所述合金膜层中所含相同焊料金属相互扩散,并扩散进入磁材表层,使得相邻的所述钕铁硼基体焊接为一体,得到提高了矫顽力的烧结钕铁硼厚磁体。
6、进一步地,所述烧结钕铁硼基体的上下表面依次镀附有所述合金膜层和所述钎料膜层。
7、进一步地,所述第一级真空热处理的温度大于等于所述重稀土-焊料金属合金中重稀土的扩散温度,所述第二级真空热处理的温度大于所述钎料的熔点小于所述烧结钕铁硼基体的烧结温度。
8、进一步地,所述重稀土-焊料金属合金中,重稀土元素为dy或tb中的任一种;
9、焊料金属为铜、锌、镨中的任一种或多种组合。
10、进一步地,所述钎料中的焊料金属为铜,则所述钎料组成按重量百分比包括,稀土元素nd:12.0~15.0%;锰mn:5%~8%;锌zn:5.0~7.0%;铜cu:70~78%。
11、进一步地,所述真空热处理的条件为:在850℃~950℃下扩散处理0.5h~5h,随后加热至950℃~1000℃处理0.2h~0.5h,随后在500℃回火2h。
12、进一步地,所述合金膜层磁控溅射技术的最佳溅射条件为:磁控溅射的功率密度为5~15w/cm2,工作气压为0.4~1.0pa,靶基距为60~90mm,所述钕铁硼基体负偏压为80~120v。
13、所述钎料膜层磁控溅射技术的最佳溅射条件为:磁控溅射的功率密度为10~20w/cm2,工作气压为0.4~0.7pa,靶基距为60~90mm,所述钕铁硼基体负偏压为50~100v。
14、本发明和现有技术相比具有如下有益效果:
15、1.本发明中利用高功率脉冲磁控溅射技术在烧结钕铁硼基体表面制备表面涂层,磁控溅射原子的动能比热蒸发原子的动能高10~100倍,能产生结合力更好、膜层更致密的扩散层,更有利于重稀土元素的扩散。而且,膜层厚度精确可控,提高了重稀土元素的有效利用率。
16、2.本发明通过在烧结钕铁硼表面溅射重稀土-焊料金属合金和富含该焊料金属钎料的多层膜层,在真空热处理中实现了扩散-焊接的同步进行,得到由多层烧结钕铁硼磁体钎焊后的烧结钕铁硼厚磁体,在提升矫顽力的同时,其磁能积不受影响。
技术特征:
1.一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
3.根据权利要求1所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
4.根据权利要求1所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
5.根据权利要求4所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
6.根据权利要求1所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
7.根据权利要求1所述的一种高矫顽力烧结钕铁硼厚磁体的制备方法,其特征在于,
技术总结
本发明提供了一种高矫顽力烧结钕铁硼厚磁体的制备方法,包括:步骤1.利用磁控溅射技术在烧结钕铁硼基体的外表面镀附重稀土‑焊料金属合金膜层,在基体的待焊面的合金膜层外继续镀附富含相同焊料金属的钎料膜层;步骤2.多片完成步骤1溅射镀层的钕铁硼基体,依次摆放具有钎料膜层的待焊面位于相邻基体之间,进行第一级真空热处理,使得合金膜层中的重稀土元素向钕铁硼基体的内部扩散;步骤3.继续进行第二级真空热处理,相邻钕铁硼基体之间所含相同焊料金属相互扩散,并扩散进入磁材表层,使得相邻基体焊接为一体,得到提高了矫顽力的烧结钕铁硼厚磁体。本发明中利用磁控溅射技术,解决了目前制备的钕铁硼厚磁体矫顽力不能满足工业需求的问题。
技术研发人员:夏原,李光,许亿,曾明亮
受保护的技术使用者:中国科学院力学研究所
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!