一种双玻透光保温隔热光伏组件的制作方法
本发明属于太阳能光伏发电和光伏建筑一体化领域,具体涉及一种双玻封装透光隔热光伏组件。
背景技术:
1、目前国内外太阳能光伏电站普遍采用的安装方式是将太阳能光伏组件安装在专用的光伏支架上组成光伏阵列,当普通的光伏组件应用于光伏建筑一体化中,特别是用做建筑的外表面时,只能在原有屋顶、墙面上先安装支架后再安装光伏组件,不仅浪费材料,还增加了建筑物墙体的承重负荷。直接采用光伏组件应用做建筑构件时,其隔热和透光性能无法满足光伏建筑一体化中玻璃幕墙或屋顶的保温性能及透光性能要求。
2、如何最大限度的提升光伏组件在光伏建筑一体化中的应用范围和便利性,提升光伏组件的保温性能和透光性能,实现光伏发电和建筑节能同步设计、同步施工、同步安装,不仅可降低光伏建筑一体化的建造成本,同时还是实现建筑高效节能和可再生能源高效利用的有效途径。申请人发现市场缺少实现上述功能产品,于是进行了针对性的研发创新。
技术实现思路
1、本发明提出一种双玻透光保温隔热光伏组件,适合于光伏建筑一体化且具有良好透光性能、保温性能。
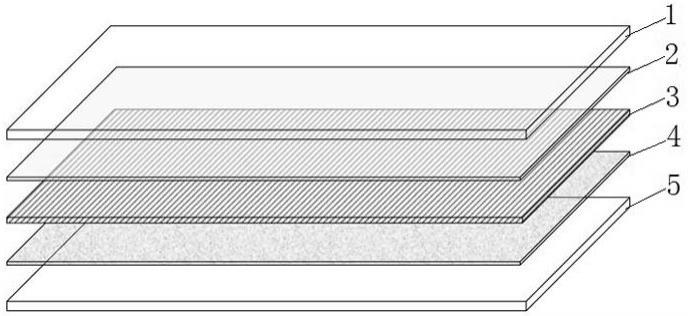
2、本发明的技术方案:一种双玻透光保温隔热光伏组件,为层叠结构,含有太阳能电池片层,层叠结构含有的多个层,依次为前玻璃基板、eva封装层、太阳能电池片层、柔性透光隔热eva封装层、背板玻璃基板;
3、所述柔性透光隔热eva封装层为乙烯-醋酸乙烯共聚物和纳米二氧化硅气凝胶的复合材料薄膜;
4、所述eva封装层为乙烯-醋酸乙烯共聚物材料薄膜。
5、优选的,所述柔性透光隔热eva封装层厚度0.3~0.5mm,导热系数0.08~0.025w/m·k,400~800nm范围内透过率大于60%,其中纳米二氧化硅气凝胶的孔径为10-100nm,bet法比表面积为100-316m2/g。
6、上述乙烯-醋酸乙烯共聚物和纳米二氧化硅气凝胶的复合材料薄膜的制备方法为:1)配制ph值为2-3的硅酸的醇溶液;
7、2)将与硅酸摩尔比为9-10:1的六亚甲基四胺与水、醇混合后得到混合溶液;
8、3)将步骤1)制备的硅酸醇溶液与步骤2)制备的混合溶液混合,在60℃恒温条件下陈化2h-3h,得到二氧化硅湿凝胶;
9、4)将步骤3)中经老化的二氧化硅湿凝胶破碎,采用乙醇以与湿凝胶体积比为1:2.5-3.5的比例混和,2500-3000r/min的搅拌速度下进行溶剂替换并重复3-6次,得到二氧化硅醇凝胶,然后,将得到的二氧化硅醇凝胶置于3倍体积的环己烷中,并添加十六烷基三甲氧基硅烷,所添加十六烷基三甲氧基硅烷与二氧化硅醇凝胶质量比为1%~3%,以2500-3000r/min的搅拌速度下进行表面改性4-8小时,最后采用环己烷对表面改性后的二氧化硅凝胶进行溶剂替换,其中二氧化硅凝胶与溶剂环己烷体积比为1:3,搅拌速度2500-3000r/min,溶剂替换进行3次,常压85-105℃干燥得到二氧化硅纳米气凝胶粉体;
10、5)将二氧化硅纳米气凝胶粉体、eva树脂、交联剂、硅烷偶联剂、抗氧化剂以重量比为(10-16):(82-88):(0.5-0.7):(0.6-0.8):(0.5-0.7)的比例混合后90℃熔融挤出成膜,得到柔性透光隔热eva封装材料薄膜。
11、组装方法为将前玻璃基板、乙烯-醋酸乙烯共聚物材料薄膜、太阳能电池片层、柔性透光隔热eva封装材料薄膜、背板玻璃基板,按顺序叠放后在层压机中首先以115-125℃、0.03mpa的工艺参数层压组件10-15min,之后以148-150℃、0.09mpa的工艺参数层压组件5-7 min层压成型,并在0.03-0.06mpa压力下自然冷却。
12、本发明的有益效果:提出了一种具有良好透光性能、保温性能的光伏组件,在满足建筑透光屋顶隔热要求的基础上实现了光伏发电,双玻透光设计有助于白天充分利用太阳光,减少室内照明能耗。该组件可不需支架安装,整体设计有助于实现光伏建筑一体化。
技术特征:
1.一种双玻透光保温隔热光伏组件,为层叠结构,含有太阳能电池片层(1),其特征在于,层叠结构含有的多个层,依次为前玻璃基板(1)、eva封装层(2)、太阳能电池片层(3)、柔性透光隔热eva封装层(4)、背板玻璃基板(5);
2.根据权利要求1所述的双玻透光保温隔热光伏组件,其特征在于,所述柔性透光隔热eva封装层(4)厚度0.3~0.5mm,导热系数0.08~0.025w/m·k,400~800nm范围内透过率大于60%,其中纳米二氧化硅气凝胶的孔径为10-100nm,bet法比表面积为100-316m2/g。
3.根据权利要求1所述的双玻透光保温隔热光伏组件,其特征在于,乙烯-醋酸乙烯共聚物和纳米二氧化硅气凝胶的复合材料薄膜的制备方法为:1)配制ph值为2-3的硅酸的乙醇溶液;
4.根据权利要求1所述的双玻透光保温隔热光伏组件,其特征在于,组装方法为将前玻璃基板(1)、乙烯-醋酸乙烯共聚物材料薄膜、太阳能电池片层(3)、柔性透光隔热eva封装材料薄膜、背板玻璃基板(5),按顺序叠放后在层压机中首先以115-125℃、0.03mpa的工艺参数层压组件10-15min,之后以148-150℃、0.09mpa的工艺参数层压组件5-7 min层压成型,并在0.03-0.06mpa压力下自然冷却。
技术总结
本发明是一种双玻透光保温隔热光伏组件,为层叠结构,含有太阳能电池片层,层叠结构含有的多个层,依次为前玻璃基板、EVA封装层、太阳能电池片层、柔性透光隔热EVA封装层、背板玻璃基板;柔性透光隔热EVA封装层为乙烯‑醋酸乙烯共聚物和纳米二氧化硅气凝胶的复合材料薄膜;EVA封装层为乙烯‑醋酸乙烯共聚物材料薄膜。有益效果:提出了一种具有良好透光性能、保温性能的光伏组件,在满足建筑透光屋顶隔热要求的基础上实现了光伏发电,双玻透光设计有助于白天充分利用太阳光,减少室内照明能耗。该组件可不需支架安装,整体设计有助于实现光伏建筑一体化。
技术研发人员:乔俊强,虎学梅,周剑平,李世民,何炜,包建勤,张亚东
受保护的技术使用者:甘肃自然能源研究所(联合国工业发展组织国际太阳能技术促进转让中心)
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!