一种新能源汽车电池托盘及一体成型铸造方法与流程
本发明属于压铸,具体涉及一种新能源汽车电池托盘及一体成型铸造方法。
背景技术:
1、近几年随着绿色化发展要求,电动新能源汽车获得了迅猛发展。与传统汽车相比,电动新能源汽车采用电池组及电机替代汽油及发动机,为汽车提供清洁动力。而由于电动汽车对电池量需求较大。因此,为电池组提供安全防护和良好工作环境的电池托盘成为电动汽车主要核心部件之一,并且在相同电池技术条件下,电池托盘重量也直接影响电动汽车续航历程。而现有技术中,大容量电池普遍采用堆叠方式进行组装,这就导致汽车在行驶时产生的大量热量无法很好地排出,造成热积聚而使电池性能下降,严重的热积聚甚至会导致汽车起火事故。
2、目前,电池托盘主要有钢质和铝质两种。钢制托盘采用板材和管材焊接拼接工艺,其主要问题在于一方面是托盘重量大,导致汽车行驶耗电量大、行驶里程低;另一方面,因汽车使用环境工况具有一定环境腐蚀,尤其是沿海城市,耐腐蚀性差,钢制托盘因腐蚀导致使用寿命短,安全系数差,并且需要表面处理,其生产工序对环境影响较大,成本较高。而铝质托盘采用铸铝和挤压型材拼焊工艺,其主要问题在于一方面焊接工序较多,产品精度很难控制,制造工序繁杂,托盘质量控制具有较大难度且生产周期较长;另一方面因现有工艺限制难以进一步进行轻量优化。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种新能源汽车电池托盘,解决了现有的电池托盘散热效果不佳的问题。
2、本发明还提供了一种新能源汽车电池托盘一体成型铸造方法,解决了现有的电池托盘制造工序繁杂导致生产周期较长的问题。
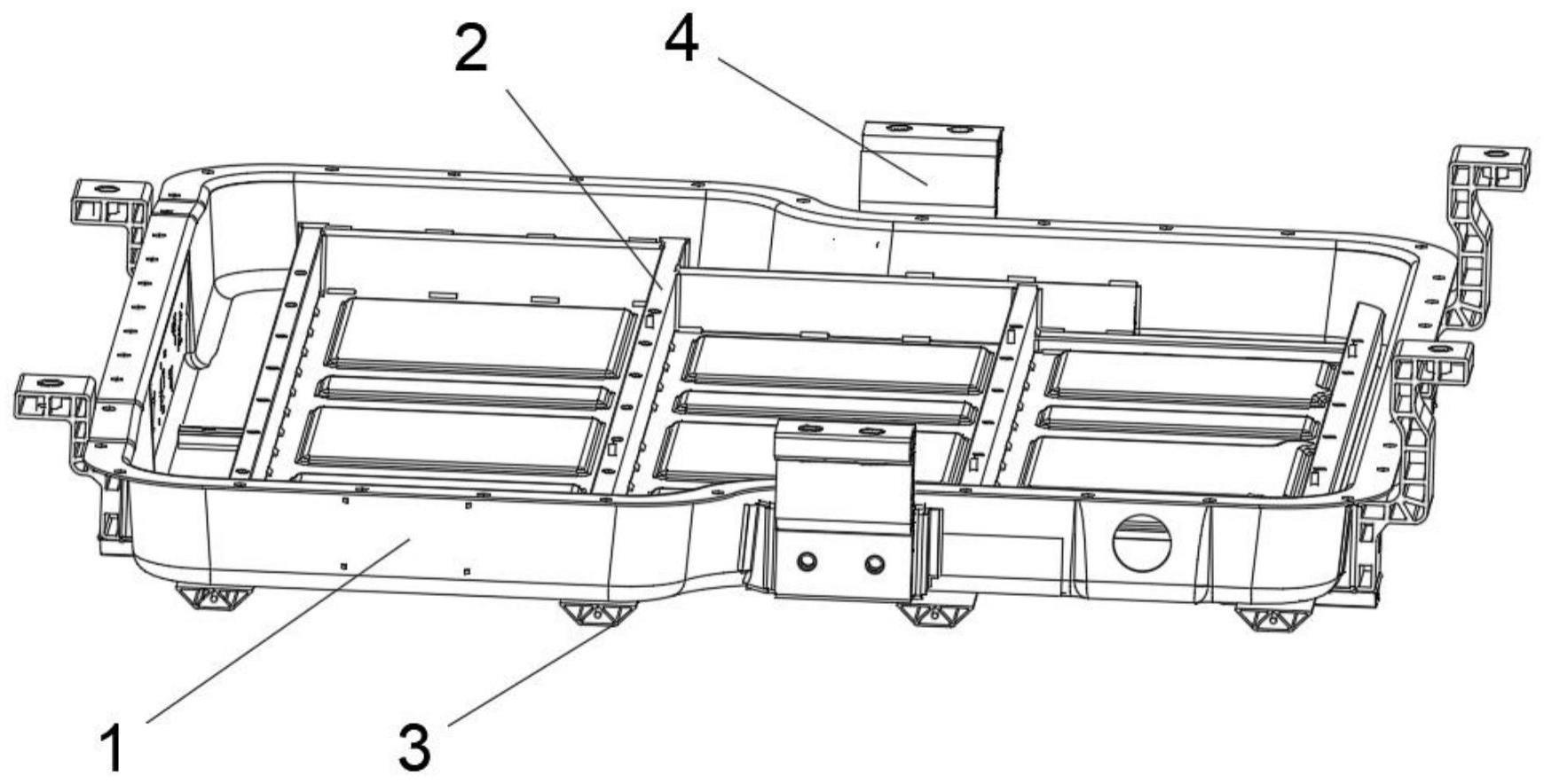
3、本发明的目的可以通过以下技术方案实现:一种新能源汽车电池托盘,包括安装框和沿安装框内表面预设方式固定设置有多个隔板,多个所述隔板将安装框分隔成多个容置区,每个容置区内安装电池组,所述安装框的底面还设置有散热层,所述散热层包括风冷通道和冷却液流道,所述冷却液流道位于风冷通道内,所述隔板内开设通风槽,所述通风槽分别与容置区和风冷通道连通。
4、所述风冷通道和通风槽内均设置有导流片,所述导流片在预设温度以上时开启风冷通道和通风槽且在预设温度以下时关闭风冷通道和通风槽。
5、所述导流片由形状记忆合金材料制备而成。
6、作为本发明的一种优选技术方案,所述安装框、隔板和散热层一体化铸造成型。
7、作为本发明的一种优选技术方案,所述安装框的外侧壁设置有若干固定条,若干所述固定条沿安装框的中轴线对称排列,所述安装框通过固定条与车体连接。
8、作为本发明的一种优选技术方案,所述散热层包括若干加强筋,若干所述加强筋均匀的排列于安装框的底面并与隔板一一对应设置,若干所述加强筋形成风冷通道。
9、作为本发明的一种优选技术方案,所述隔板包括基座和两侧板,所述基座位于安装框的内底面,两所述侧板均位于基座的顶面,两所述侧板的顶面相连,两所述侧板与基座顶面之间形成通风槽。
10、作为本发明的一种优选技术方案,所述基座和安装框均由铝合金材料制备而成。
11、作为本发明的一种优选技术方案,所述基座和安装框还可采用碳纤维增强复合材料制备而成。
12、基于上述的一种新能源汽车电池托盘,本发明还提出一种新能源汽车电池托盘一体成型铸造方法,具体步骤如下:
13、s1:制作模具,根据设计要求制作出铸造模具;
14、s2:材料准备,准备需要一体成型的两种材料;
15、s3:材料处理,铝合金材料和形状记忆合金材料经过熔炼、元素掺杂、排气、除渣过程得到质量稳定金属液;
16、s4:第一次铸造,将铝合金金属液在低压铸造机上以低压方式注入到模具中;
17、s5:第二次铸造,等待铝合金金属液的表层在模具内硬化后注入形状记忆合金金属液;
18、s6:取下铸件,铸件冷却固化后,将模具从铸件上拆卸下来,并进行后续的冷却和处理。
19、本发明的有益效果为:
20、1.通过在安装框内设置隔板,底面设置散热层,让散热层内的风冷通道和隔板内开设通风槽连通来提高电池托盘的散热效果,并在通风槽设置由记忆合金制成的导流片来控制通风槽的开关,起到提高散热效果的同时在低温的环境下减少电池组的电量损耗。
21、2.安装框、隔板和散热层是一体化铸造成型,减少了电池托盘的制造工序繁杂,缩短了生产周期。
技术特征:
1.一种新能源汽车电池托盘,其特征在于:包括安装框和沿安装框内表面预设方式固定设置有多个隔板,多个所述隔板将安装框分隔成多个容置区,每个容置区内安装电池组,所述安装框的底面还设置有散热层,所述散热层包括风冷通道和冷却液流道,所述冷却液流道位于风冷通道内,所述隔板内开设通风槽,所述通风槽分别与容置区和风冷通道连通;
2.根据权利要求1所述的一种新能源汽车电池托盘,其特征在于:所述安装框、隔板和散热层一体化铸造成型。
3.根据权利要求1所述的一种新能源汽车电池托盘,其特征在于:所述安装框的外侧壁设置有若干固定条,若干所述固定条沿安装框的中轴线对称排列,所述安装框通过固定条与车体连接。
4.根据权利要求1所述的一种新能源汽车电池托盘,其特征在于:所述散热层包括若干加强筋,若干所述加强筋均匀的排列于安装框的底面并与隔板一一对应设置,若干所述加强筋形成风冷通道。
5.根据权利要求1所述的一种新能源汽车电池托盘,其特征在于:所述隔板包括基座和两侧板,所述基座位于安装框的内底面,两所述侧板均位于基座的顶面,两所述侧板的顶面相连,两所述侧板与基座顶面之间形成通风槽。
6.根据权利要求5所述的一种新能源汽车电池托盘,其特征在于:所述基座和安装框均由铝合金材料制备而成。
7.根据权利要求6所述的一种新能源汽车电池托盘,其特征在于:所述基座和安装框还可采用碳纤维增强复合材料制备而成。
8.一种新能源汽车电池托盘一体成型铸造方法,用于上述权利要求6-7任意一项所述的一种新能源汽车电池托盘,其特征在于,包括以下步骤:
技术总结
本发明涉及一种新能源汽车电池托盘及一体成型铸造方法,属于压铸技术领域。包括安装框和沿安装框内表面预设方式固定设置有多个隔板,多个隔板将安装框分隔成多个容置区,每个容置区内安装电池组,安装框的底面还设置有散热层,散热层包括风冷通道和冷却液流道,冷却液流道位于风冷通道内,隔板内开设通风槽,通风槽分别与容置区和风冷通道连通;风冷通道和通风槽内均设置有导流片,导流片在预设温度以上时开启风冷通道和通风槽且在预设温度以下时关闭风冷通道和通风槽;导流片由形状记忆合金材料制备而成,本发明通过在通风槽内设置导流片来提高散热效果的同时在低温的环境下减少电池组的电量损耗,同时缩短了电池托盘的生产周期。
技术研发人员:胡联茂,周于铭,师乐乐,朱冠帷
受保护的技术使用者:广州市型腔模具制造有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!