扁线构成的线圈的简化的制造的制作方法
本发明涉及一种用于制造尤其呈扁线形式的线圈匝或线圈绕组的方法。此外本发明还涉及一种扁线线圈。
背景技术:
1、在高性能电气机械的研发领域中使用具有扁平横截面的线圈或扁线是有利的。与具有圆线或具有圆形横截面的线的绕组相比可以使槽满率最大化并由此使效率最大化。迄今为止的问题是大批量制造带有扁线的线圈。已知的方法中通过铸造或接合压制的单个部件制造扁线线圈。
2、由文献de 10 2014 000 636 a1已知另一种由扁线制造线圈的方法,其中在锻模装置中进行压力成形。为此,线圈由圆线完全缠绕,然后在锻模装置中挤压,以获得具有多个由扁线构成的绕组的线圈。然而这种方法很复杂,成本很高而且在过程技术上不可靠,因为相应的绕组在压制后粘在一起,具有相互有偏差的形状以及横截面分布。一般在同时压制时,由于圆线或输入线的力分布不相同和公差偏差,不能实现对多层扁线的所产生的横截面的控制。由文献de 10 2013 012 659 a1也已知一种方法,其中,多个线圈匝被同时压制,以制造扁线构成的线圈。
技术实现思路
1、本发明要解决的技术问题在于,实现一种用于由扁线制造线圈的方法,其能精确并且在技术上简单地实施。上述技术问题通过一种用于制造线圈匝的方法解决。本发明其他有利的设计方案在本申请文件中说明。
2、根据本发明的一方面提供一种用于制造尤其扁线形式的线圈匝的方法。在一个步骤中,将输入线布置到环绕的模具或底模的环绕的型腔中,以形成半个线圈匝。输入线优选是圆线或具有圆或圆形的横截面的线。根据不同的设计方案,输入线可以具有任何横截面形状。
3、底模优选可以具有与待制造的线圈的外部形状和体积基本一致的形状。尤其底模可以与冲头配合作用形成锻模装置。
4、底模优选设计成是可旋转的,以便插入或定位在底模中的输入线可以通过底模的旋转运动在底模的模具中卷绕或从输入线的输入线卷筒开卷或者说展开。
5、通过底模的旋转运动,输入线在底模的模具或型腔或凹槽中按照型腔的走向预弯曲,并且因此例如基本上在保持原始的横截面的情况下弯曲成曲线形状或边缘形状。
6、底模的旋转运动例如可以沿旋转轴进行,旋转轴基本上与输入线的输入方向正交指向。根据不同的设计方案,输入方向可以与旋转轴成角度地指向。
7、在另外的步骤中,由输入线形成的半个线圈匝通过冲头成形为与输入线的输入方向垂直的匝部段。这种成形可以基本平行于底模的旋转轴实施,并且因此在展开的并且定位于模具中的输入线上压印最终横截面。
8、压制后冲头与底模间隔开。冲头在此可以是固定或抗扭布置的,并仅用于成形或压制。然后将输入线布置在底模的环绕的型腔中,以形成另外的半个线圈匝。冲头然后可以为布置好的输入线压印或压制出最终的横截面。
9、为了形成完整的线圈匝,输入线被展开半个绕组、被冲头压制、再次展开半个绕组并且再次被冲头压制。这些步骤可以任意重复,以实现线圈的期望绕组数。
10、根据本发明的另一方面提供一种线圈,其具有至少一个通过根据本发明的方法制造的线圈匝或者线圈绕组。这种线圈可以由多个相继制造的匝部段形成,其中,两个先后相继的匝部段形成一个线圈匝。在此,相应的匝部段连贯地相互过渡并保持整体或相互材料配合连接。
11、该方法可以设计为用于制造扁线构成的整个线圈的连续的过程,该方法不需要接合过程。通过针对性地成形输入线的单个层可以精确地设置匝部段的最终横截面。这种由扁线构成的线圈可以在技术上可靠地并且具成本效益地制造。
12、在有利的设计方案中,输入线可以通过定距件或隔绝层与相邻的匝部段间隔布置在底模的模中。因此可以考虑在线圈制造时额外的特性。
13、可以进一步简化线圈匝的制造,将输入线导入或拉入底模的环绕的型腔中,通过底模的旋转形成半个线圈匝。通过该措施,底模同时作为驱动装置用于输入线的退卷,以此可以省去用于输入线的输入的单独的执行装置和驱动装置。
14、根据另外的实施例,成形通过冲头以冷压加工的形式实施。有利的是,为了通过冲头的成形,使用在输入线下方已经成形的匝部段或底模的部段作为支座。通过该措施,已经固化的匝部段或底模的固定基底可以作为用于输入线的成形的支座。通过该措施可以反复精确地制造出由输入线成形产生的匝部段的所导致的横截面。
15、方法步骤可以用于,在重复输入线的导入或拉入和输入线的成形直至完成线圈时,制造任意尺寸的线圈。通过这些措施,对于线圈尺寸限制性的因素就可以只是底模的模的尺寸和冲头的尺寸。
16、根据另外的实施方式,通过成形设置匝部段的扁平的横截面,尤其具有正方形或椭圆形或梯形的横截面。根据冲头的形状和横截面,可以选择匝部段的灵活的横截面,在相应的成形步骤中为输入线压印所述横截面。
17、匝部段和/或线圈的最终的横截面分布可以被灵活设置,若至少一个匝部段的恒定或可变的横截面积通过借助冲头的成形设置。
18、在另外的实施例中,在使用或不使用润滑剂的情况下通过冲头实施成形。优选的是,铝或铜或钢或金属合金制成的输入线在底模的环绕的模中布置形成半个线圈匝。这些措施实现了制造装置实施时以及线圈的另外的自由度和特性。
19、至少一个线圈匝可以以技术上特别简单的方式制造,若冲头和底模设计成锻模或锻模装置。
技术特征:
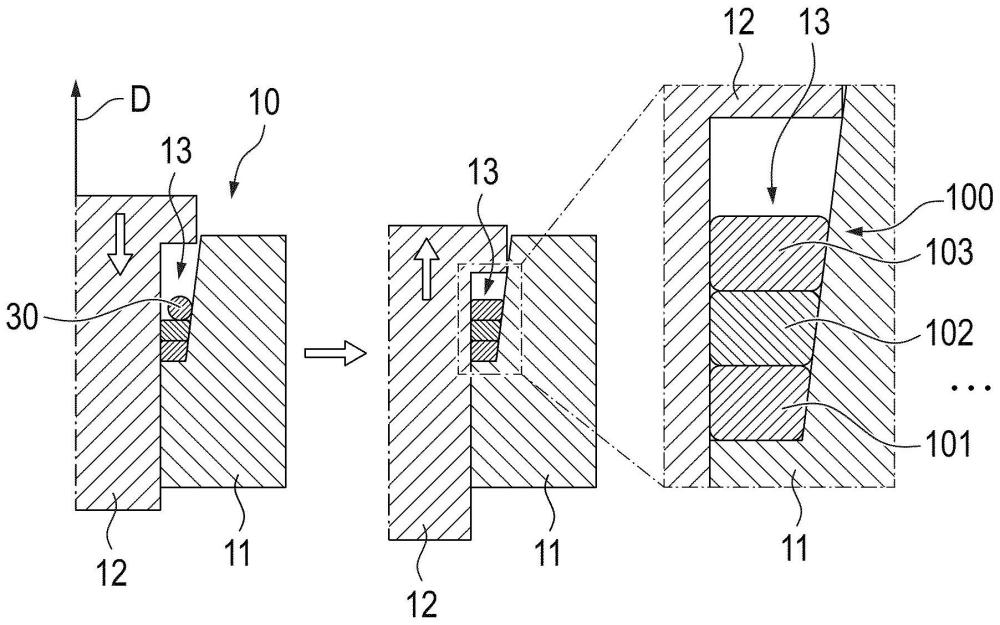
1.一种用于制造线圈匝(101)的方法,所述线圈匝尤其呈扁线的形式,其特征在于,将输入线(30)布置到底模(11)的环绕的型腔(13)中形成半个线圈匝,其中,通过冲头(12)使由所述输入线(30)形成的半个线圈匝成形为与输入线(30)的输入方向(z)垂直的匝部段,并且其中,压制后冲头(12)与底模(11)间隔开并且将输入线(30)布置在底模(11)的环绕的型腔(13)中形成另外的半个线圈匝。
2.按照权利要求1所述的方法,其特征在于,将输入线(30)导入或拉入底模(11)的环绕的型腔(13)中,通过底模(11)的旋转形成半个线圈匝。
3.按照权利要求1或2所述的方法,其特征在于,成形通过冲头(12)以冷压加工的形式实施,其中,对于通过冲头(12)的成形使用在输入线(30)下方已经成形的匝部段或底模(11)的部段作为支座。
4.按照权利要求1至3之一所述的方法,其特征在于,重复输入线(30)的导入或拉入和输入线(30)的成形,直至制造完成线圈(100)。
5.按照权利要求1至4之一所述的方法,其特征在于,通过成形设置匝部段的扁平的横截面,尤其具有正方形或椭圆形或梯形的横截面。
6.按照权利要求1至5之一所述的方法,其特征在于,线圈匝(101)的至少一个匝部段的恒定或可变的横截面积通过借助冲头(12)的成形设置。
7.按照权利要求1至6之一所述的方法,其特征在于,在使用或不适用润滑剂的情况下通过冲头(12)实施成形,其中,铝或铜或钢或金属合金制成的输入线(30)布置在底模(11)的环绕的型腔(13)中,以形成半个线圈匝(101)。
8.按照权利要求1至7之一所述的方法,其特征在于,冲头(12)和底模(11)设计成锻模装置(10)。
9.一种线圈(100),其具有至少一个线圈匝(101,102,103),其特征在于所述线圈匝是通过按照上述权利要求之一所述的方法制造的。
技术总结
为了实现一种用于制造尤其扁线形式的线圈匝(101)的方法,该方法精确和在技术上能简单实施,建议将输入线(30)布置到底模(11)的环绕的型腔(13)中形成半个线圈匝,通过所述输入线(30)形成的半个线圈匝通过冲头(12)成形为与输入线(30)的输入方向(Z)横向的匝部段,并且压制后冲头(12)与底模(11)间隔开并且将输入线(30)布置在底模(11)的环绕的型腔(13)中形成另外的半个线圈匝。
技术研发人员:S·吕施,J·科赫
受保护的技术使用者:大众汽车股份公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!