一种封盖治具的制作方法
本技术涉及芯片封装,更具体地说,它涉及一种封盖治具。
背景技术:
1、芯片在测试后需要进行封装,芯片的封装一般使用管壳产品,一套管壳产品包括管壳本体和管壳盖。将芯片放置在管壳本体内,在封装焊线完成以后,需要进行封盖操作即将管壳盖盖到管壳本体上,再通过加热使得管壳盖上的胶水熔化后再固化从而将管壳盖与管壳本体实现固定连接。
2、目前,管壳产品的封盖依靠手动操作,具体过程为:首先将设有固化胶水的管壳盖手动放置在管壳本体的开口上,然后将其放置在加热平台进行预加热,当管壳盖上的胶水熔化后,手动压紧管壳盖将管壳盖与管壳本体粘合在一起,最后将粘合在一起的管壳盖和管壳本体放置在加热平台,并使用重物压紧直至管壳盖与管壳本体固定连接在一起。在进行手动封盖的过程中,只能依靠肉眼定位管壳盖和管壳本体开口的位置,容易出现管壳盖与管壳本体贴合位置误差大,产品报废风险大。
3、在手动压紧管壳盖将管壳盖与管壳本体粘合在一起的过程中,由于每次手动压紧的力量无法掌握,每个管壳产品在封装过程中胶水的溢出量也不同,导致了一批次产品的质量不同。另外,手动封盖只能对一个个管壳进行封盖,工人劳动强度大,工作时间长,封盖效率低。
4、因此,如何提高管壳产品的封盖质量、封盖效率成为需要本领域技术人员解决的技术问题。
技术实现思路
1、本技术提供了一种封盖治具,该封盖治具可以提高管壳产品的封盖质量和封盖效率。
2、为解决上述一个或多个技术问题,本技术采用的技术方案是:
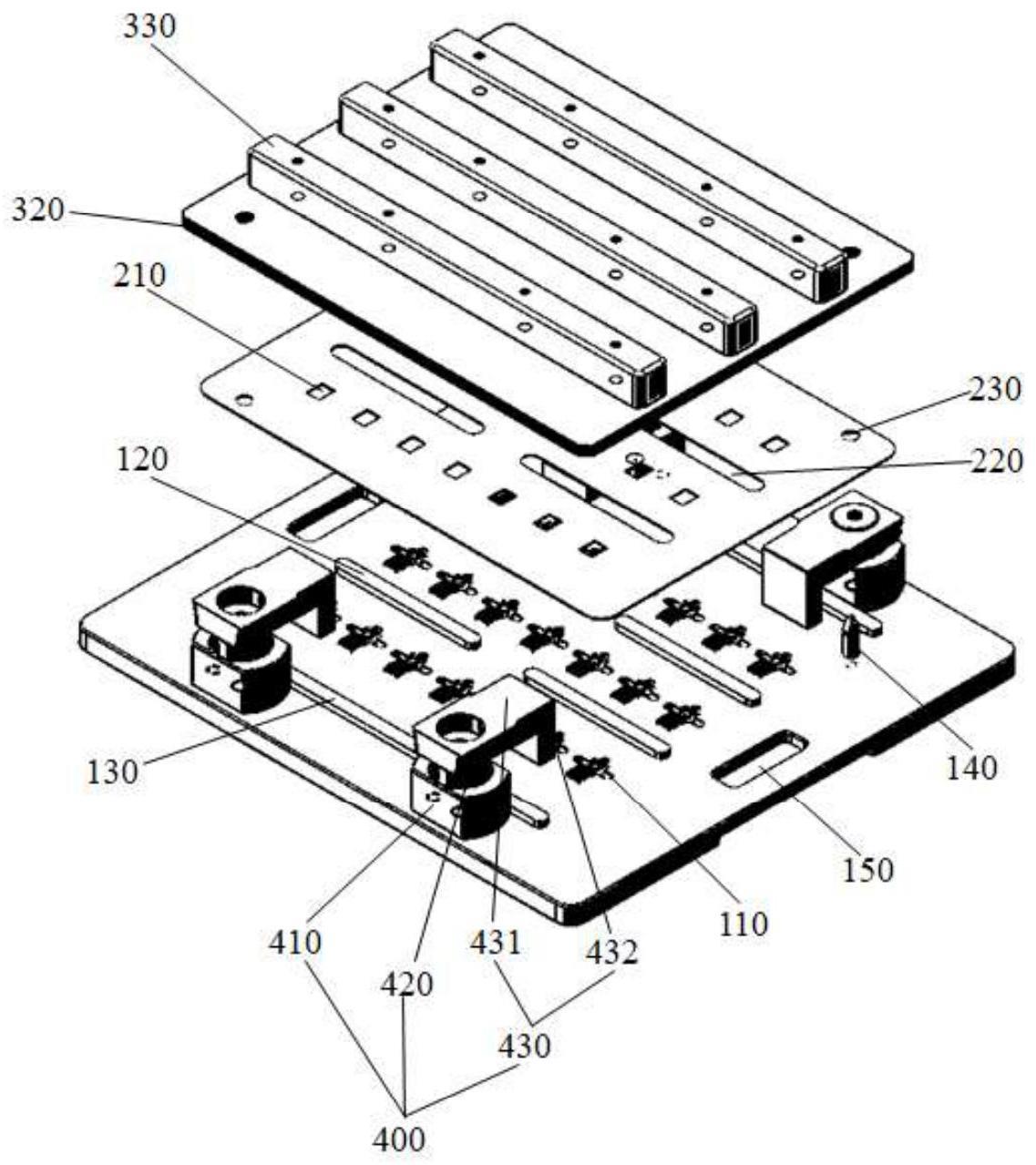
3、本技术提供了一种封盖治具,所述封盖治具包括载板以及依次层叠设置于所述载板上的限位板和压板;
4、所述载板上设置有容纳槽,所述容纳槽用于放置管壳本体;
5、所述限位板上设置有和所述容纳槽对应的限位孔,所述限位孔用于放置管壳盖;
6、所述压板用于驱使所述限位孔中的所述管壳盖朝向所述容纳槽中的所述管壳本体方向移动以使所述管壳盖与所述管壳本体固定;
7、所述封盖治具还包括施力组件,所述施力组件用于向所述压板施力,以将所述限位板和所述压板压紧在所述载板上。
8、进一步的,所述载板上设置有凸出于所述载板表面的定位结构,所述限位板上设置有和所述定位结构相对应的第一定位孔,所述定位结构穿设于所述第一定位孔中以实现所述限位板和所述载板的定位;
9、和/或,
10、所述载板上设置有凸出于所述载板表面的限位结构,所述限位结构的侧边与所述限位板的侧边抵接以固定所述限位板;
11、和/或,
12、所述载板上设置有定位销,所述限位板上设置有第二定位孔,所述压板上设置有第三定位孔,所述定位销穿过所述第二定位孔和所述第三定位孔以实现所述压板、所述限位板和所述载板的定位。
13、进一步的,所述定位结构和所述限位结构的高度相等,所述定位结构和所述限位结构的高度大于所述限位板的厚度。
14、进一步的,所述压板包括压板本体、设置在所述压板本体远离所述限位板一侧的管状结构以及第一弹性件,所述压板本体和所述限位孔相对应的位置设置有通孔,所述第一弹性件的第一端固定在所述管状结构内,第二端在受到所述施力组件的作用时穿过所述通孔并与所述管壳盖抵接施压。
15、进一步的,所述第一弹性件包括弹性件本体和设于所述第二端处并与所述弹性件本体相连的压头,在受到所述施力组件的作用时,所述压头在所述弹性件本体的弹性力下移动并与所述管壳盖抵接施压。
16、进一步的,所述容纳槽、所述限位孔、所述通孔、所述第一弹性件的数量均为多个,且均呈阵列布置;
17、和/或,
18、所述容纳槽、所述限位孔、所述通孔、所述第一弹性件的数量相等且一一对应。
19、进一步的,所述载板、所述限位板内均设置有磁铁,所述载板和所述限位板通过所述磁铁吸附在一起。
20、进一步的,所述施力组件设置在所述载板的边缘处,所述限位结构设置在所述施力组件的下方,所述容纳槽呈多列平行排布,所述定位结构呈多列排布且分布在相邻两列容纳槽的间隙处,所述定位销沿对角分布在所述载板上,所述封盖治具还包括把手孔,所述把手孔设置在所述载板的边缘处。
21、进一步的,所述施力组件包括第一柱体、第二柱体、第二弹性件和施力板,所述第一柱体连接设置在所述载板上;
22、所述第一柱体和所述第二柱体为中空的柱体,所述第二柱体滑动连接在所述第一柱体中空的空腔内,所述第二弹性件设置在所述第一柱体和所述第二柱体中空的空腔内,且所述第二弹性件的一端和所述第一柱体相连,所述第二弹性件的另一端和所述第二柱体相连;
23、所述施力板包括连接部和施力部,所述连接部的一端和所述第二柱体相连,所述连接部的另一端沿着接近所述载板的方向延伸形成所述施力部;
24、当所述第二弹性件处于第一状态时,所述施力部将所述压板和所述限位板压紧在所述载板上;
25、当所述第二弹性件处于第二状态时,所述施力部相对所述载板具有安装距离以将所述压板和所述限位板与所述载板进行安装定位。
26、进一步的,所述第一状态为所述第二弹性件的原始状态,所述第二状态为所述施力板受到远离所述载板方向的作用力时,带动所述第二柱体进而带动所述第二弹性件沿着远离所述载板的方向移动的弹性形变状态。
27、进一步的,所述第二柱体相对所述第一柱体可以旋转,以移动所述施力部的位置。
28、进一步的,所述施力组件为多个,多个所述施力组件分布在所述载板的边缘处,至少部分所述施力组件对所述压板的边缘处进行施力。
29、进一步的,至少部分所述施力组件的所述连接部可以延伸到所述压板的中间位置。
30、进一步的,至少部分所述施力组件的连接部的一端可以伸缩。
31、根据本技术提供的具体实施例,本技术公开了以下技术效果:
32、本技术提供了一种封盖治具,该封盖治具包括载板以及依次层叠设置于载板上的限位板和压板,载板上开设有用于放置管壳本体的容纳槽,限位板上开设有用于放置管壳盖的限位孔,通过载板上的容纳槽与限位板上的限位孔之间的定位对准,实现了管壳本体与管壳盖之间的定位对准,从而提高了产品的封盖质量。另外,通过施力组件将限位板和压板压紧在载板上,有利于压板驱使限位孔中的管壳盖朝向容纳槽中的管壳本体方向移动以使管壳盖与管壳本体固定,相较于现有技术中依靠手动压合管壳盖和管壳本体,该方法可以提高产品的封盖质量。
33、进一步的,载板上容纳槽和限位板上限位孔的数量可以设置为多个,多个管壳本体可以同时放置在多个容纳槽中,多个管壳盖可以同时放置在多个限位孔中,因此该封盖治具可以一次性地对多个产品进行封盖,从而有效地提高了封盖效率。
34、进一步的,通过在压板本体上设置与管壳盖一一对应的第一弹性件可以保证每个管壳盖受力均匀,每个管壳盖和管壳本体在压合过程中的胶水溢出量相同,保证了一批次产品的封盖质量。并且,第一弹性件的设置还可以在压板下压管壳盖时起到缓冲作用,防止整个压板对管壳盖压得太紧而损伤管壳盖。
35、当然,实施本技术的任一产品并不一定需要同时达到以上所述的所有优点。
- 还没有人留言评论。精彩留言会获得点赞!