一种铅蓄电池正极板三段式固化工艺的制作方法
本发明属于铅蓄电池,具体涉及一种铅蓄电池正极板三段式固化工艺。
背景技术:
1、极板固化是指涂好膏的极板在控制相对湿度、温度和时间的条件下,在铅膏再结晶过程中完成游离铅的氧化及板栅筋条表面铅的氧化腐蚀及氧化铅和碱式硫酸铅的再结晶和硬化的过程。极板的固化是一个复杂的物理、化学过程。固化反应基本过程包括游离铅的氧化,板栅表面的腐蚀,铅膏中碱式硫酸铅的重结晶,每一步的反应都受温湿度变化的影响。固化阶段的一致性对极板的电性能和强度起着决定性的影响。尤其是固化室的结构设计及固化工艺条件的设定及保证能力都对固化的效果起着关键性的作用,主要体现在固化室内温湿度变化,对极板固化期间发生化学变化的一致性的影响,以及对电池后期性能的一致性及电池循环使用寿命有着至关重要的影响。
技术实现思路
1、本发明针对正极板固化过程存在的技术问题,本发明提供一种铅蓄电池正极板三段式固化工艺,该固化工艺提升极板的一致性,保证电池循环性能。
2、为实现上述目的,本发明采用以下技术方案:
3、本发明提供一种铅蓄电池正极板三段式固化工艺,该工艺包括保湿阶段、氧化阶段和干燥阶段,具体如下:
4、1)所述保湿阶段的工艺要求如下:
5、进板:温度42~44℃,环境相对湿度99%,循环风量为风机最大循环风量的20%,时间≤4h,水雾化和蒸汽雾化开启;
6、第一步:温度49~51℃,环境相对湿度99%,循环风量为风机最大循环风量的20%,时间1h,水雾化和蒸汽雾化开启;
7、第二步:温度64~66℃,环境相对湿度99%,循环风量为风机最大循环风量的30%,时间1h,水雾化和蒸汽雾化开启;
8、第三步:温度64~66℃,环境相对湿度99%,循环风量为风机最大循环风量的30%,时间12h,水雾化和蒸汽雾化开启;
9、2)所述氧化阶段的工艺要求如下:
10、第一步:温度64~66℃,环境相对湿度99%,循环风量为风机最大循环风量的30%,时间1h,水雾化和蒸汽雾化开启;
11、第二步:温度64~66℃,环境相对湿度94-96%,循环风量为风机最大循环风量的45%,时间1h,水雾化和蒸汽雾化开启;
12、第三步:温度64~66℃,环境相对湿度94-96%,循环风量为风机最大循环风量的45%,时间2h,水雾化和蒸汽雾化开启;
13、第四步:温度59~61℃,环境相对湿度90-92%,循环风量为风机最大循环风量的60%,时间3h,水雾化和蒸汽雾化开启;
14、第五步:温度55~57℃,环境相对湿度83-85%,循环风量为风机最大循环风量的70%,时间4h,水雾化和蒸汽雾化开启;
15、第六步:温度55~57℃,环境相对湿度80-82%,循环风量为风机最大循环风量的80%,时间3h,水雾化和蒸汽雾化开启;
16、第七步:温度55~57℃,环境相对湿度75-80%,循环风量为风机最大循环风量的80%,时间2h,水雾化和蒸汽雾化开启;
17、第八步:温度50~53℃,环境相对湿度68-72%,循环风量为风机最大循环风量的90%,时间1h,水雾化和蒸汽雾化关闭;
18、第九步:温度50~53℃,环境相对湿度58-62%,循环风量为风机最大循环风量的100%,时间1h,水雾化和蒸汽雾化关闭;
19、3)所述干燥阶段的工艺要求如下:
20、第一步:温度51-53℃,环境相对湿度0%,循环风量为风机最大循环风量的100%,时间1h,水雾化和蒸汽雾化关闭;
21、第二步:温度63-65℃,环境相对湿度0%,循环风量为风机最大循环风量的100%,时间1h,水雾化和蒸汽雾化关闭;
22、第三步:温度63-65℃,环境相对湿度0%,循环风量为风机最大循环风量的100%,时间1h,水雾化和蒸汽雾化关闭;
23、第四步:温度74-76℃,环境相对湿度0%,循环风量为风机最大循环风量的100%,时间1h,水雾化和蒸汽雾化关闭;
24、第五步:温度74-76℃,环境相对湿度0%,循环风量为风机最大循环风量的100%,时间6h,水雾化和蒸汽雾化关闭。
25、本发明中每一阶段均为独立的固化室,每一阶段运行结束需保证10min内下转。保湿阶段中进板前1h,对固化室地面进行洒水,保持地面湿润。
26、在保湿阶段,将完成氧化铅碱式硫酸铅再结晶,完成板栅筋条表面部分氧化、游离铅的部分氧化,时间控制在14h,保湿阶段第三步结束时正极板水分控制在8~11%。
27、在氧化阶段,主要为氧化,湿度由99%降至60%,使得水分蒸发速度变快,氧化过程变快,快速的放出热量,随着氧化的进行其氧化速度越来越放缓,为达到铅膏因板栅氧化发热失水和固化室内蒸汽补水的平衡度,使生极板缓慢失水,其室内湿度应逐渐降低。氧化阶段时间控制在18h,第九步结束时正极板水份为2~5%。在此阶段中,环境相对湿度逐渐降低,循环风量逐渐增大,有助于环境排湿,极板水分减少增强氧气的扩散,加快游离铅的氧化,通过结晶形成稳定的活性物质结构。
28、在干燥阶段,板栅筋条表面腐蚀程度进一步加强,极板游离铅含量逐步下降到工艺要求的数值,需要特别注意的是次阶段如果失水速度过快,会造成极板表面的裂纹,甚至是透光性的巨大裂纹,影响电池的装配和后期的使用。干燥阶段时间控制在10h,结束时正极板水分控制小于3%、游离铅含量小于4.5%。
29、相比现有技术,本发明的有益效果在于:
30、本发明通过固化工艺的控制得到的极板腐蚀层效果很好、没有黑斑,也不存在裂纹,极板断面断层很饱满。
31、本发明固化工艺制备的正极极板,板栅性能得到进一步提高,1米高度跌落三次、测试其跌落强度均值在0.33%;极板中水分含量小于0.12%,游离铅含量平均值<3.75%,固化后极板性能得到提高。
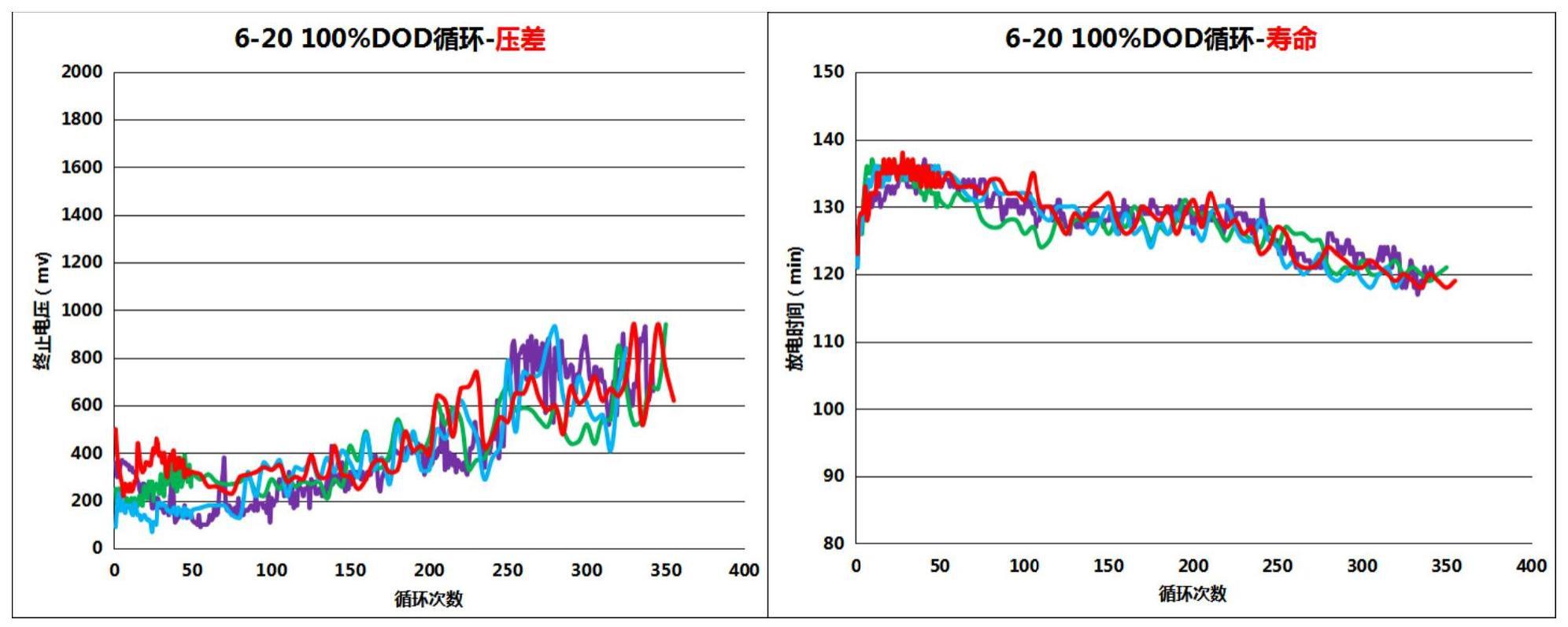
32、采用该极板制备的电池在放点电流36a、终止电压10.5v条件下,其放电时间≥25min,在低温(-18℃/-10℃)条件下仍然有较高的循环容量,结果符合国标要求,且电池具有较高的一致性;因此,采用本发明所述固化工艺得到的正极极板不仅保证了电池的性能,也保证了电池质量的一致性、稳定性。
技术特征:
1.一种铅蓄电池正极板三段式固化工艺,该工艺包括保湿阶段、氧化阶段和干燥阶段,其特征在于,
2.根据权利要求1所述的一种铅蓄电池正极板三段式固化工艺,其特征在于,所述保湿阶段结束时正极板水分控制在8~11%。
3.根据权利要求1所述的一种铅蓄电池正极板三段式固化工艺,其特征在于,所述氧化阶段结束时正极板水分控制在2~5%。
4.根据权利要求1所述的一种铅蓄电池正极板三段式固化工艺,其特征在于,所述干燥阶段结束时正极板水分控制小于3%、游离铅含量小于4.5%。
技术总结
本发明属于铅蓄电池技术领域,公开了一种铅蓄电池正极板三段式固化工艺,该工艺包括保湿阶段、氧化阶段和干燥阶段,正极板在进板前进行固化室底面润湿处理,保湿阶段分三步进行,氧化阶段分九步进行,干燥阶段分五步进行。利用本发明固化工艺固化处理的正极板,极板水分、游离铅及跌落强度数据均符合要求,极板性能得到提高。
技术研发人员:闫新华,曹行,张雷,王龙飞,梁艳丽,王淼
受保护的技术使用者:河南超威电源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!