电池及其装配方法与流程
本发明涉及电池,具体涉及电池及其装配方法。
背景技术:
1、目前市场上的电池主要包括壳体、极组、极柱、负极盖板等部件,壳体与极柱之间绝缘和密封连接,极柱与极组之间通过正极连接片连接,负极盖板与极组之间通过负极连接片连接,负极盖板上的注液孔处还设置有密封盖板和密封钉。在电池装配过程中,正/负极连接片和极组、正极连接片和极柱、负极连接片和壳体、负极盖板和负极连接片、负极盖板和壳体均采用焊接方式连接,其中,负极连接片、负极盖板及壳体之间的焊接方式通常采用周边焊,即负极连接片的周向边缘与壳体的内壁相抵接并在抵接处焊接、负极盖板的周向边缘与壳体的边缘相抵接并在抵接处焊接,焊接过程中,需要分别沿负极连接片的周向边缘、负极盖板的周向边缘进行焊接,以实现负极连接片、负极盖板及壳体之间的相对固定。
2、然而,周边焊的焊接方式加工效率较低、焊接面积有限,焊接后的连接性能较差,极易导致电池性能不良,造成质量问题。
技术实现思路
1、有鉴于此,本发明提供了一种电池及其装配方法,以解决电池采用周边焊的焊接方式效率较低、焊接面积小、性能较差的问题。
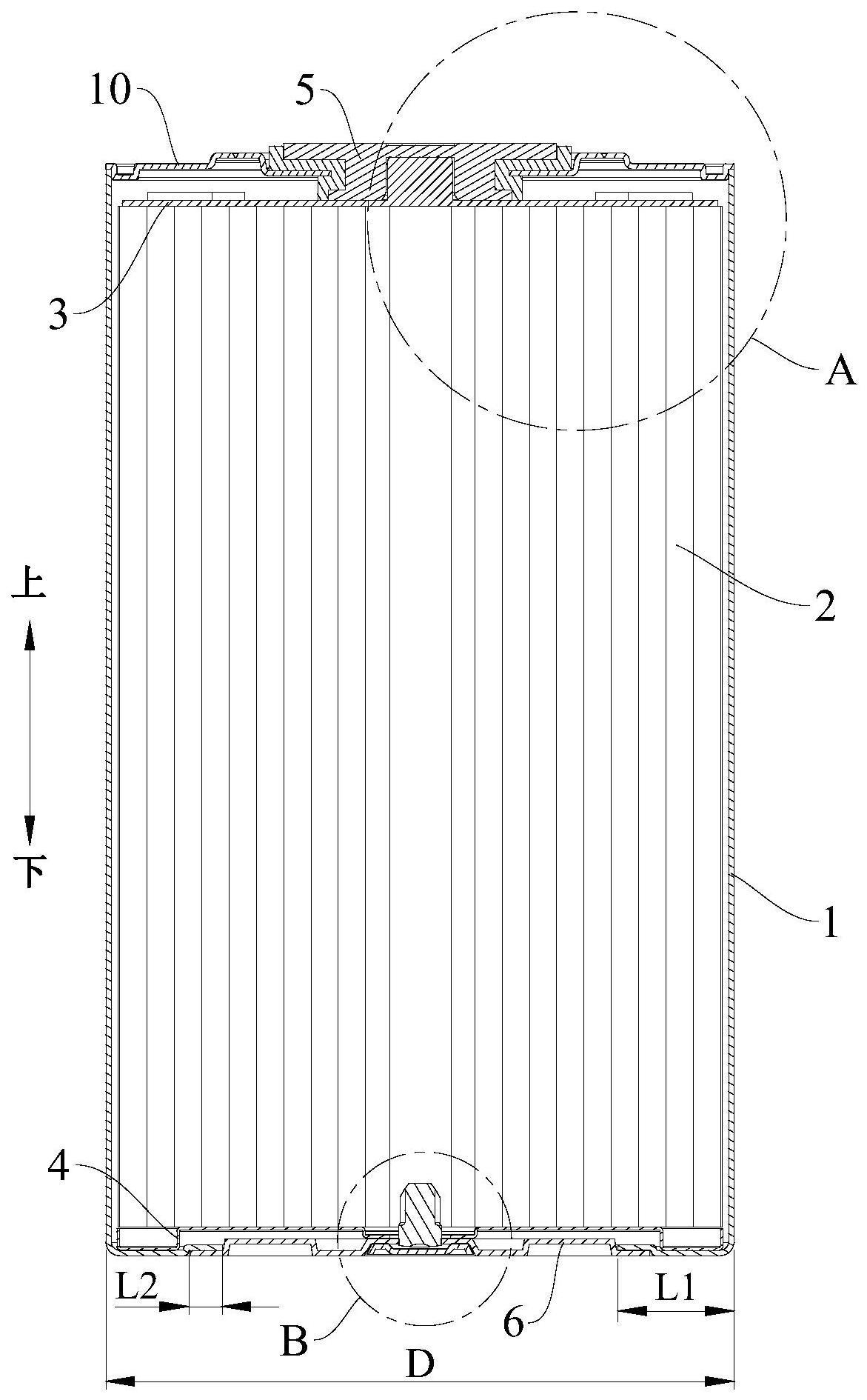
2、第一方面,本发明提供了一种电池,包括:壳体,具有相对设置的第一端和第二端,所述第一端构造为第一开口端,所述第二端构造有延伸环,所述延伸环由所述第二端的边缘沿所述壳体的径向朝向所述壳体的轴线方向延伸而成,所述延伸环的中心区域形成第二开口端,所述第二开口端小于所述第一开口端;极组组件,安装在所述壳体内;正极盖板,设置在所述壳体的第一端,并与所述壳体固定连接,以密封所述第一开口端;正极柱,绝缘安装在所述正极盖板上并与所述极组组件的正极电性连接;负极盖板,设置在所述壳体的第二端并与所述极组组件的负极电性连接,所述负极盖板与所述延伸环的至少部分区域固定连接,以密封所述第二开口端。
3、有益效果:通过设置壳体的第二端形成延伸环,极组组件从壳体的第一端装入壳体中后,延伸环一方面起到对极组组件的支撑和限位作用,另一方面还实现了与负极盖板的搭接,负极盖板搭接在延伸环的至少部分区域,与传统的负极盖板的边缘与壳体相抵接的连接方式相比,增加了负极盖板与壳体的接触面积,并且便于从壳体的外侧将负极盖板与延伸环进行焊接,将传统的周边焊改为顶部直焊,易装配、焊接效率高、易检测,操作方便,并增大了焊接面积,连接可靠性高,有利于减少电池性能问题,提升产品良率,节约制造成本。
4、在一种可选的实施方式中,所述壳体构造为圆柱状,所述壳体垂直于其轴线的截面的直径为d,所述延伸环沿所述壳体的径向的延伸尺寸为l1,其中,0.06≤l1/d≤0.12。
5、有益效果:将l1/d的取值范围设置在0.06到0.12之间,能够保证延伸环本身具有足够的强度,提高稳定性,提供足够的焊接面积,具有足够的过流能力,提高电池性能。
6、在一种可选的实施方式中,所述延伸环包括第一环部和第二环部,所述第二环部沿所述壳体的径向位于所述第一环部的内侧,所述第二环部高于所述第一环部,所述负极盖板位于所述第二环部朝向所述壳体的外部的一侧与所述第二环部焊接。
7、有益效果:通过设置延伸环的第二环部高于第一环部,并设置负极盖板与第二环部焊接,一方面便于负极盖板与延伸环固定连接,另一方面也便于保证在第二环部上搭接负极盖板后,负极盖板的下表面与第一环部的下表面齐平,从而保持整体结构外观的平整和美观,并能提高电池放置时的稳定性。
8、在一种可选的实施方式中,所述第二环部沿所述壳体的径向的尺寸为l2,其中,0.02≤l2/d≤0.04。
9、有益效果:将l2/d的取值范围设置在0.02至0.04之间,既可以保证第二环部与负极盖板之间具有足够的过流面积,又能够保证第一环部与极组组件之间具有足够的过流面积,从而保证过流能力,提高电池性能。
10、在一种可选的实施方式中,所述极组组件包括:极组;正极连接片,设置在所述极组与所述正极柱之间,所述正极连接片的一侧与所述极组的正极电性连接且另一侧与所述正极柱电性连接;和/或,负极连接片,设置在所述负极盖板与所述极组之间,所述负极连接片的一侧与所述负极盖板电性连接且另一侧与所述极组的负极电性连接。
11、有益效果:正极连接片将正极柱与极组的正极的电性连接,负极连接片将负极盖板与极组的负极电性连接,连接方便,稳定性好。
12、在一种可选的实施方式中,所述负极连接片包括极组焊接区和盖板焊接区,所述盖板焊接区环绕所述极组焊接区设置,所述极组焊接区相对于所述盖板焊接区向上凸起,所述极组焊接区与所述极组焊接,所述盖板焊接区与所述第一环部焊接。
13、有益效果:通过设置极组焊接区相对于盖板焊接区向上凸起,便于实现将极组焊接区与极组进行焊接,同时便于实现盖板焊接区与第一环部焊接,并且通过盖板焊接区与第一环部焊接实现了负极连接片与壳体的电性连接,将传统的负极连接片的周边焊改为了从壳体的底面的外侧操作的顶部直焊,减小了操作难度,还增大了焊接面积,同时由于负极盖板与壳体上的第二环部焊接实现了负极盖板与壳体的电性连接,从而实现了负极连接片与负极盖板的电性连接,整体性较好,保证极组的负极与外界的可靠连接。
14、在一种可选的实施方式中,所述负极盖板包括:注液区,设置在所述负极盖板的中心位置处,所述注液区上开设有注液孔;和/或,凹陷区,环绕所述注液区设置,所述凹陷区低于所述注液区且与所述第一环部齐平;和/或,凸起区,环绕所述凹陷区设置,所述凸起区高于所述凹陷区且与所述注液区齐平;和/或,搭接区,环绕所述凸起区设置,所述搭接区低于所述凸起区且与所述凹陷区齐平,所述搭接区与所述第二环部搭接。
15、有益效果:通过设置凹陷区环绕注液区且凹陷区低于注液区,注液区高于凹陷区,注液区位于凹陷区的相对上方,注液区相对于凹陷区向上凸起,形成容纳空间,以便于安装密封盖板,并且在保持密封盖板的下表面与整个负极盖板的下表面齐平,从而保持整体外观的平整;通过设置凸起区,有利于增加负极盖板整体的强度,保证凹陷区及搭接区的平整度,且凸起区与注液区齐平,便于加工;通过设置搭接区低于凸起区且与凹陷区齐平,便于实现搭接区与第二环部搭接,同时也保证搭接后负极盖板的下表面与壳体的下表面齐平,保持电池放置时的稳定性。
16、在一种可选的实施方式中,所述壳体的壁厚为h,所述注液区的下表面比所述凹陷区的下表面高出的距离为h1,其中,1.5≤h1/h≤2.5;
17、和/或,所述注液区与所述凹陷区之间的连接部分为与所述壳体的轴线呈夹角设置的倾斜环形面,所述倾斜环形面与所述壳体的轴线之间的夹角为θ,其中,15°≤θ≤60°。
18、有益效果:将h1/h的取值范围设置在1.5至2.5之间,既便于成型,又能保持足够的强度,且能够增大体积利用率;
19、和/或,倾斜环形面上朝向壳体外部的一侧便于在密封盖板安装过程中为密封盖板提供导向,具有一定的定位导向作用,且便于密封盖板的安装;倾斜环形面与壳体的轴线之间的夹角θ在15°至60°之间取值,便于密封盖板的定位安装且便于加工。
20、在一种可选的实施方式中,所述电池还包括:密封盖板,所述密封盖板设置在所述注液区中,以密封所述注液孔。
21、有益效果:通过在注液区中设置密封盖板,能够封住注液孔,从而保证电池的密封性。
22、在一种可选的实施方式中,所述正极盖板包括沿其径向由内向外依次连接的盖板主体、凹槽环部及边缘环部,所述盖板主体与所述边缘环部齐平,所述凹槽环部相对于所述盖板主体及所述边缘环部向下凹陷,所述盖板主体上构造有安装孔,所述安装孔中穿设所述正极柱,所述凹槽环部朝向所述壳体的一侧的侧壁与所述壳体的内壁相抵接,所述边缘环部的下表面与所述壳体的上端面相抵接,其中,所述边缘环部沿所述正极盖板的径向的尺寸为l3,所述凹槽环部的下表面比所述边缘环部的下表面低h3,l3=h,1.2≤h3/h≤2.5。
23、有益效果:通过在正极盖板上设置相对于盖板主体和边缘环部向下凹陷的凹槽环部,凹槽环部靠近正极盖板的边缘位置,当正极盖板安装到壳体的第一开口端时,边缘环部的下表面与壳体的上端相抵接,实现对正极盖板的轴向限位,同时,靠近正极盖板的边缘的凹槽环部的侧壁与壳体的内壁相抵接,进一步增加了正极盖板与壳体之间的径向限位,增加了两者之间的相对稳定性,并且,凹槽环部的侧壁与壳体焊接、边缘环部与壳体的上端焊接,焊接面积增大,连接强度高,稳定性好;通过设置边缘环部沿正极盖板的径向的尺寸l3与壳体的壁厚h相等,边缘环部直接搭接在壳体上端,在凹槽环部的侧壁与壳体的内壁相抵接时,能够保证正极盖板的外边缘恰好与壳体的外侧壁齐平,从而使得整体外观平滑整洁,避免不必要的损坏;将h3与h的比值设置在1.2至2.5之间取值,既便于加工成型,又能减小电池沿上下方向的尺寸。
24、第二方面,本发明还提供了一种电池装配方法,所述电池装配方法用于组装上述的电池,所述电池装配方法包括:将极组组件中的极组与负极连接片焊接,形成第一组件;将所述第一组件从壳体的第一开口端装入所述壳体中;从延伸环朝向所述壳体外部的一侧将所述负极连接片与所述延伸环上的第一环部焊接;将所述极组组件中的正极连接片从所述第一开口端装入所述壳体中,并与所述极组焊接;将正极盖板安装到所述第一开口端,并与所述壳体焊接;将正极柱安装到所述正极盖板上的安装孔中,并将所述正极柱与所述正极连接片焊接;将负极盖板安装到所述壳体的第二开口端,并从所述负极盖板朝向所述壳体外部的一侧将所述负极盖板与所述延伸环上的第二环部焊接;将密封盖板安装到所述负极盖板上的注液孔处,并将所述密封盖板与所述负极盖板焊接。
25、有益效果:通过将负极盖板与壳体、负极连接片与壳体之间的连接方式由传统的周边焊改为顶部直焊,便于装配且优化了焊接工序,操作方便,焊接效果好,增大了焊接面积,提高了产品性能,提升了产品良率,有利于节约产品成本。
- 还没有人留言评论。精彩留言会获得点赞!